您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-11-08 09:21
摘 要
因设计自由度高、无需模具和快速制造等优点,连续纤维增强3D打印已成为当今最具创新性的先进复合材料成型技术之一。本文综述了连续纤维增强3D打印复合材料工艺缺陷及失效行为的最新研究进展,引入了“干/湿/干湿-混合”的概念对打印工艺进行了系统性分类阐述,重点介绍了由于工艺过程引入的三种缺陷及其特点。随后,归纳了连续纤维增强3D打印复合材料的失效力学行为,并分析了引发失效的主要原因。最后,针对如何减少工艺缺陷、改善失效模式和降本增效对连续纤维增强复合材料3D打印技术的未来进行了展望。
连续纤维增强复合材料[1]具有比强度和比刚度高、抗疲劳性能好、耐腐蚀和全寿命周期成本低[2]等特点,已经在以航空航天、汽车、高铁和大型船舶为代表的先进交通行业[3-4]获得了广泛的应用,并且正在进一步拓展到太阳能光伏、风力发电和体育休闲等民用领域[5-6]。然而,传统的连续纤维增强复合材料成型技术,例如手糊成型[7]、模压成型[8]和真空树脂传递模塑成型[9],都因为高度依赖于模具导致成本高、生产节拍慢和改型周期长,从而难以适应当今工业产品快速迭代以提高市场竞争力的需求。
3D打印技术[10],又被称为增材制造[11],通过喷头的运动和材料逐层沉积在平台上形成零件。区别于车、铣、刨和磨等传统的减材加工工艺,3D打印的成型过程几乎不产生废料,因此具有材料利用率高的显著优点,近年来在医学、机械、电子电器等行业应用日渐增长[12]。聚合物基复合材料3D打印也在融沉积建模、选择性激光烧结、墨水直写和立体光刻等工艺的基础上发展起来[13]。并且,随着颗粒(片层石墨、石墨烯和碳纳米管等)、短切纤维和连续纤维等增强体的加入,3D打印的聚合物基复合材料不仅在力学方面得到增强,也获得了导电和导热等功能增强[14]。添加颗粒和短切纤维的3D打印大多数能沿用原聚合物的工艺过程而无需对打印平台和喷头组件进行改进,因而较早得到应用。然而,由于增强体的添加量有限和非连续增强体无法高效传递应力等问题,无法在对结构轻量化有着高要求的工业场景获得有效应用[15]。而连续纤维的引入使得3D打印构件的力学性能获得了几倍甚至几十倍的提升,在力学性能上更具优势[13-14]。
在传统复合材料成型中,占据工时最长的过程是将裁剪好形状的织物或预浸料通过逐层手工铺覆在模具上,然后通过辊压排出气泡并固定位置[16]。此过程也可以看做一个“材料沉积”的增材制造过程,与3D打印技术具有基本原理上的联系性。但是,手工铺覆不仅限制了产品的生产效率,而且容易受到“人”的因素影响从而降低一致性。而3D打印技术具有高度的自动化和可编程的特点,将其应用于连续纤维增强复合材料的制造过程,能够显著起到降本增效的作用。当前,连续纤维增强复合材料3D打印技术已成为最具创新性和最受工业界和学术界瞩目的先进复合材料成型技术之一。
自2014年首个关于连续纤维增强复合材料的专利[17]发布以来,随着自研改造的3D打印机[18-19]和一些商业化公司[20-21]的兴起,连续纤维增强3D打印技术不断发展。因此,迫切需要一种可以囊括连续纤维增强3D打印复合材料先驱工艺技术和新兴成型方法的系统性分类。另外,连续纤维增强3D打印复合材料的力学性能明显低于传统工艺制造的复合材料仍然是当前学界和工业界的普遍共识[22]。另一方面,与其他增材制造方式相比,连续纤维增强3D打印由于受到纤维路径的制约,灵活的排布方式设计较为困难。主要仍以二维平面内的自由路径设计为主,在复杂的三维结构制造上不具备优势[18-21]。孔隙、弱界面和内部材料不均匀等成型工艺缺陷也制约着连续纤维增强3D打印技术的发展[22]。国内外已有大量的学者针对此问题进行了研究,致力于通过厘清连续纤维增强复合材料的3D打印工艺原理,改进成型工艺技术,减少工艺缺陷,厘清失效行为,从而提高连续纤维增强3D打印复合材料的力学性能,拓宽应用场景。
如图1所示,本文分3个层次综述了连续纤维增强3D打印复合材料工艺缺陷及失效行为的最新研究进展:(1)在工艺层引入了“干/湿/干湿-混合”概念对连续纤维增强3D打印工艺进行分类和系统性阐述;(2)在缺陷层:对三类典型工艺缺陷的成因和微观形貌进行了阐述;(3)在失效层:对失效行为进行了分析和讨论。最后,针对如何减少工艺缺陷、提升力学性能和降本增效对连续纤维增强复合材料3D打印技术的未来进行了展望。
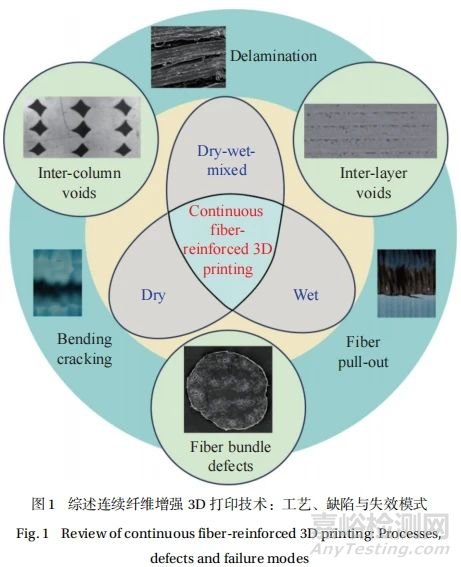
图1
1.连续纤维增强3D打印复合材料的制备工艺
1.1 打印工艺分类
通过提升自动化水平以提高生产效率和产品一致性,一直是先进复合材料工艺技术发展的重要方向。纤维缠绕工艺是这一发展方向的典型代表,近年来在压力容器领域已经取得了大规模批量化应用[23]。纤维缠绕工艺又分为湿法缠绕工艺[24]和干法缠绕工艺[25]。湿法缠绕工艺[26]是指在作业现场直接在纤维束干纱线上涂刷液体树脂或将纱线浸入液体槽后拉出,再按照所设定路径缠绕到芯模上,后续经过加热固化、脱模和后处理等过程最终获得复合材料制品的过程。干法缠绕工艺[22]与湿法工艺的不同是已经提前在浸胶机上把纤维浸胶先制成预浸丝束,然后利用缠绕机缠绕成型。简而言之,工艺过程中需要现场添加树脂的为湿法,树脂提前预浸入纤维束中的为干法。
连续纤维增强3D打印技术作为最年轻的先进复合材料工艺技术之一,经过近十年的蓬勃发展,不断演化和细化,通过采用不同的纤维、树脂、固化方式和机械平台已经演化出许多分支[26-31]。当前,需要系统化地对这些分支工艺进行分类和阐述。本文提出,将纤维缠绕工艺的“干-湿”法的概念引入,并用来进行连续纤维增强3D打印技术的分类,即:使用干纤维束作为增强体,在打印机内完成浸胶的,定义为湿法打印工艺;使用预浸丝束作为增强体,仅利用打印机进行形状沉积的,定义为干法打印工艺;使用预浸丝束作为增强体,使用打印机进行二次浸胶和形状沉积的,定义为干-湿混合法打印工艺。根据“干-湿”法的概念分类的连续纤维增强3D打印复合材料的制备工艺汇总如表1所示。
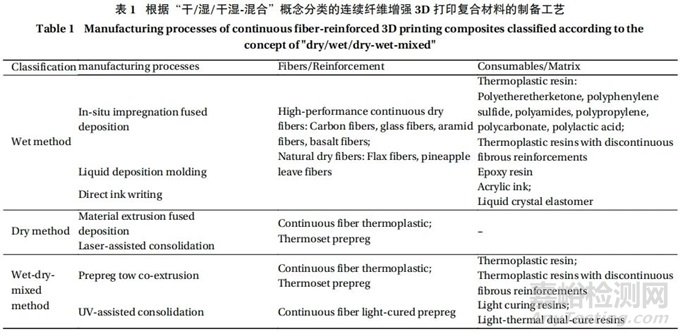
表1
1.2 湿法打印工艺
熔融沉积成型(Fused deposition modelling,FDM)[32],又被称为熔融线材制造(Fused filament fabrication,FFF)[33],由于其设备构造简单、成本低廉、材料沉积速度快、材料适配性广等优点,广泛地用于各种需要快速成型的工业化场景[34]。首个被发展起来的连续纤维增强复合材料的3D打印工艺就是在FDM工艺的基础上提出的原位浸渍熔融沉积工艺[35-36]。基于热塑性树脂的连续纤维湿法3D打印的工艺原理如图2(a)所示,在打印程序的控制下,连续纤维干纱线和热塑性树脂基体长丝被以指定比例送入热盒中,在其中完成熔融浸渍过程,最终由喷嘴挤出并沉积在打印平台上。除此之外,热塑树脂颗粒也可以作为耗材用于原位浸渍熔融沉积工艺,图2(b)所示,热塑树脂颗粒通过螺杆机构熔融挤出并进入热盒中[37-38]。
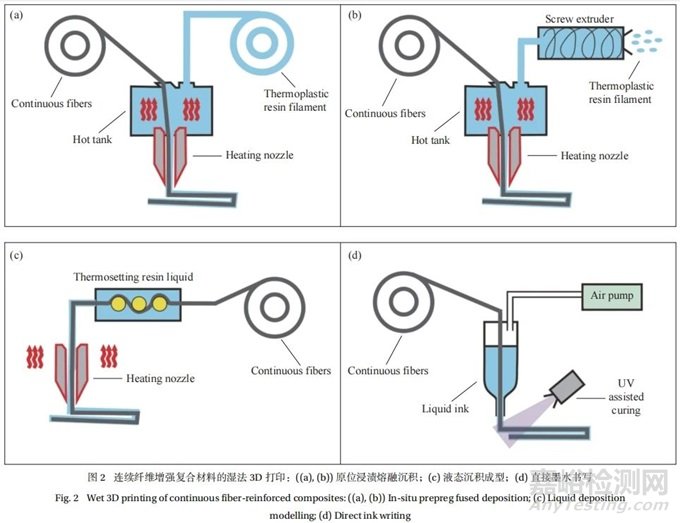
图2
由于原位浸渍熔融沉积工艺使用了干纤维束作为增强体,并且是在打印机内完成浸胶的,因此为典型的湿法打印工艺。使用此工艺进行连续纤维复合材料结构多样性的探索研究大量涌现,包括了仿生结构[34, 39]、蜂窝[40]、波纹板[41]、三明治板[42]、晶格结构[21, 43]和桁架结构[44]等。
如表1所示,在增强体的选择上,所有能被加工成小丝束的连续纤维都可作为湿法打印工艺的原料,比如碳纤维(Carbon fiber,CF)[45]、玻璃纤维[46]、芳纶纤维[47]和玄武岩纤维[48]等高性能纤维,以及亚麻[49]和菠萝叶[50]等天然纤维[51]。热塑性树脂基体的选择也很广泛,包括聚醚醚酮(Polyetheretherketone,PEEK)[52]、聚苯硫醚(Polyphenylene sulfide,PPS)[53]、聚酰胺(Polyamides,PA)[54]、聚丙烯(Polypropylene,PP)[55]、聚碳酸酯(Polycarbonate,PC)[56]和聚乳酸(Polylactic acid,PLA)[57]等工程塑料。另外,带有非连续增强体的热塑性树脂[58-59]也可用作连续纤维增强湿法3D打印的耗材。
近年来,除了基于热塑性树脂挤出的3D打印方法,基于热固性树脂的3D打印工艺—液态沉积成型技术[60](Liquid deposition modeling,LDM)也已经衍生出来。国内外的研究者也发展了利用热固性树脂湿法打印连续纤维复合材料的工艺技术[61-63]。基于热固性树脂的连续纤维湿法3D打印的工艺原理图如图2(c)所示,连续纤维干纱线被送入打印机后,首先经过树脂液体槽并完成浸渍过程,随后经过喷头加热并固化沉积在打印平台上。应当指出的是,尽管经过喷头时加热过程使得一部分环氧树脂交联,但是由于加热时间较短,固化反应并不完全。因此,热固性树脂湿法3D打印通常都需要将沉积好的零件移至热压罐或烘箱内进行二次固化[61-63]。
直接墨水书写 (Direct ink writing,DIW) [64]是一种能在介观和微观尺度上制造复杂结构和高精度的立体结构的新型3D打印方法。近两年,基于DIW的湿法连续纤维打印工艺[65-66]也被发展起来。其工艺原理图如图2(d)所示,在打印过程中,可以使用丙烯酸酯墨水[65]在打印机头内浸渍连续纤维,然后挤出到打印机床上,在紫外线照射下固化并沉积成为零件。液晶弹性体[66]是一种分子链取向可编程的材料,也可以作为此连续纤维增强直接墨水书写工艺的墨水,连续纤维可以在打印过程中支撑独立结构,提高打印结构的力学性能。
1.3 干法打印工艺
虽然连续纤维增强的湿法3D打印工艺首先被发展起来,但是由于存在较多的孔隙、纤维含量较低(<30%)和产品一致性较差等问题,力学性能显著低于传统工艺制造的连续纤维增强复合材料[21, 26]。因此,许多国内外研究者倾向于通过将预浸工序与3D打印过程分离来提高预浸丝束中的纤维体积含量、降低孔隙率和提高打印制品的一致性水平[67-74]。当前,连续纤维增强的干法3D打印工艺是高性能复合材料制造的重要发展方向。
预浸丝束的制备是连续纤维增强干法3D打印工艺的基础。热塑性[67-71]、热固性[72]和光固化[73-74]树脂都可用于制备预浸丝束。当前的连续纤维增强的干法3D打印工艺可分为两种,材料挤出熔融沉积[72, 75-76]和激光辅助固结[77-78]。这两种工艺的区别主要是热源和压力源不同。如图3(a)所示,在打印程序的控制下,特定长度的预浸丝束被送入热盒中,熔融并激活基体树脂的黏性,然后穿过喷头并受到喷头施加压力,冷却后沉积到平台上。此种热激活的干法打印工艺称为材料挤出熔融沉积。热塑性树脂增强的预浸丝束,如连续碳纤维增强的尼龙线材,通过热激活的干法3D打印工艺熔融并且冷却后粘附与打印平台上,可用于制造高承载拓扑结构[75]。热固化树脂增强的预浸丝束,也可通过喷头加热的干法3D打印工艺激发粘温特性[72, 76],来提供打印过程中所需的粘合和支撑。
激光辅助固结[77-78]是另一种典型的连续纤维增强的干法3D打印工艺。其工艺的原理如图3(b)所示,预浸丝束穿过喷头后,在激光作用下熔融并受到辊压,冷却后粘附于打印平台或前一层上。激光辅助固结连续纤维增强干法3D打印工艺所制造的样件,与采用连续纤维增强的传统复合材料制造方法相比,具有相似的拉伸强度和稍低的模量[77]。此工艺可以在原位固结预浸丝束,沿着可编程轨迹连续沉积高纤维体积分数(>50%)材料,且无需使用模具或牺牲层[78]。
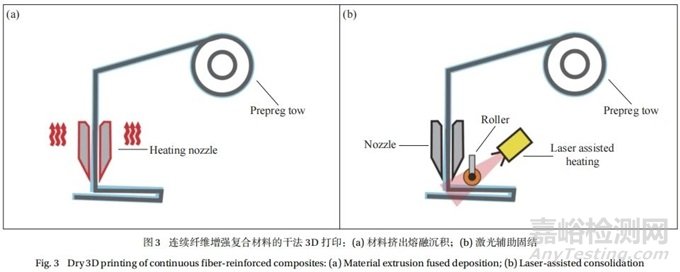
图3
1.4 干湿混合法打印工艺
另外,湿法3D工艺的打印机,大多数都能兼容使用预浸丝束作为连续线材,因此也衍生出了干湿混合3D打印工艺。当前,连续纤维增强干湿混合3D打印工艺主要分为两种:预浸丝束共挤出[21, 79-81]和紫外光辅助固结[74]。
预浸丝束共挤出的工艺原理如图4(a)所示,预浸丝束和基体材料长丝同时送入打印机头中,经过热盒的加热,由喷嘴一起挤出[79]。一般来说,这种工艺下使用的预浸料丝束中的基体需要与共挤聚合物中的基体相同[80]。这种工艺在保证先进增材制造灵活性的前提下,通过提高树脂对纤维束的浸润性来提高机械强度,增强了连续纤维复合材料的性能[81]。随着技术的发展,热固性浸渍预浸料和热塑性基体的组合也可以被用来打印连续纤维增强结构,包括了网格结构[21]、拓扑优化结构[82]和小型无人机部件[83]。
如图4(b)所示,紫外光辅助固结[74, 84]工艺的打印机头通常预存一定数量的树脂,而连续纤维丝束通过通道送入打印机头中。通过泵体加压,材料被共挤出到打印平台上,通过紫外光辅助固结沉积成工件。也有自研打印机可以将液体树脂通过侧向通道输入打印机头中[74]。另外,光-热双固化树脂体系,如结合了丙烯酸类光固化树脂和低温(140℃)热固化树脂结合的体系[84],也同样适用于紫外光辅助固结工艺。
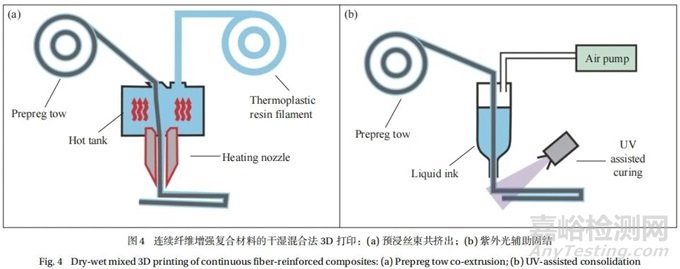
图4
2.连续纤维增强3D打印复合材料的工艺缺陷研究进展
连续纤维增强复合材料3D打印工艺成型过程普遍存在时间短和喷头施加的压力有限的问题。因此,树脂黏性大和空气难以排出形成的孔隙,以及纤维浸渍性差的问题特别突出[17]。该工艺过程中产生的缺陷,是制约其力学性能和影响其失效模式的重要因素[85]。传统的连续纤维复合材料制造工艺经过几十年的发展,已经基本完成了工业化和规模化,合格产品允许的孔隙率通常在1%以下,某些高端产品甚至要求孔隙率能够控制在0.02%左右[26]。反观当前的连续纤维增强3D打印复合材料制品,将孔隙率控制在5%以下仍比较困难。研究表明,使用热塑性树脂湿法打印的连续碳纤维增强尼龙6复合材料的孔隙含量甚至大于10%[86]。因此,厘清当前连续纤维增强3D打印复合材料存在的工艺缺陷对指导该工艺的技术进步和提升力学性能有重要意义。
如图5所示,当前,国内外研究者重点关注的续纤维增强3D打印复合材料的存在的工艺缺陷可根据发生的位置分为:层间孔隙、列间孔隙和纤维束缺陷。

图5
2.1 层间孔隙
如图6(a)中的SEM图像所示,层间孔隙[86]由分布在当前沉积层与已固结零件之间的微小孔隙局部连通而成。层间孔隙主要是由于3D打印工艺的喷嘴施加压力和时间有限而在产生的,并且导致了层与层之间存在不充分粘结的弱界面[87]。如图6(b)中所示,在不同纤维体积含量(22vol%~44vol%)的3D打印连续碳纤维增强PLA复合材料中,都可以观察到层间孔隙[88]。层间孔隙的分布方向与厚度方向(即3D打印的堆栈方向)垂直。显微 CT也是另一种可以较为清楚地观察到孔隙分布的典型方法。悉尼大学的研究者通过此种方法统计了3D打印连续碳纤维增强尼龙复合材料的1 960多个截面,结果表明:孔隙率从10.3%到14.3%不等,平均为12.2%±0.9%,远高于传统工艺制造的复合材料层合板的孔隙率[86]。如图6(c)中所示,密集而微小的孔隙分布在层与层之间,并局部连通形成互相平行的条带,割裂了结构的整体性。另外,连续纤维增强3D打印技术通常被期望利用其自由度制造更复杂的立体结构。如图6(d)中所示,使用此技术制造的编织多层复合材料中,横截面的显微CT照片显示沿层间平面形成显著的孔隙,结构的复杂性加剧了层间孔隙这种工艺缺陷的产生[89]。
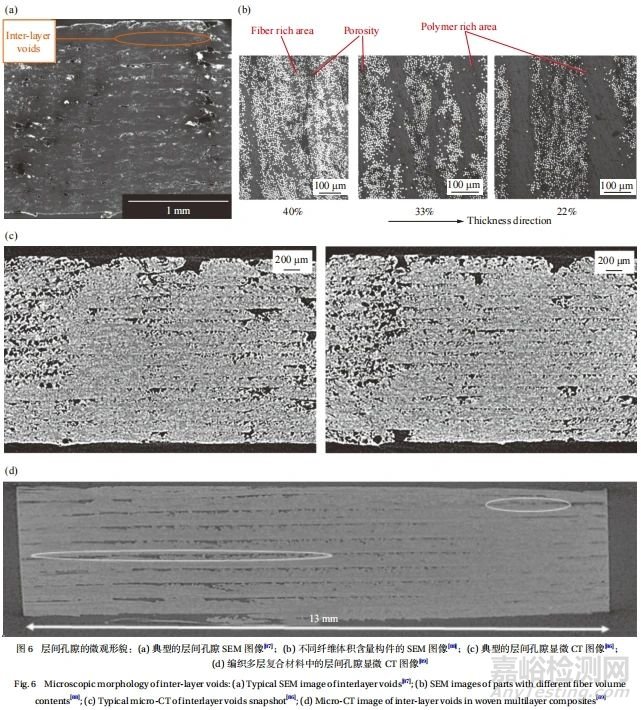
图6
2.2 列间孔隙
在连续纤维增强3D打印的工艺过程中,树脂被挤出的同时,喷头仍然在移动和挤压树脂。刚挤出的树脂仍然有一定的流动性,也随着挤压表现出横向的流动,同时也在逐渐冷却或是在光或热的作用下逐渐固结。随后,当前列的树脂与之前沉积树脂接触并在边缘相互融合,但由于边缘附近树脂的流动性降低,角落部分无法被未完全填充,因此形成了有规律的列间孔隙[92-95]。图7(a)中展示了T300-1 K碳纤维增强的ABS复合材料零件的横截面的特殊结构和界面特征[92]。该截面中存在3个不同尺度的界面,即有规律地分布在整个横截面上的介观尺度界面、各填充线之间的纳米尺度界面以及纤维与基体之间的微米尺度界面。介观尺度界面表现为规则的孔道结构,即典型的列间孔隙。
相邻两列之间树脂的合并过程原理如图7(c)所示。如想获得高强度的3D打印零件,需要相邻两列树脂内部的聚合物链之间在分子水平上形成良好的键合,以实现有效的载荷传递[93]。当相邻两列树脂刚发生接触时,由于高分子有通过最小化表面积而达到较低的总能量状态的趋势,它们之间的热量分布会导致颈部的形成。然而,该过程受到树脂粘度的抑制,同时树脂的粘度随着温度降低而增加。因此,一方面,颈部在生长的同时相邻两列之间高分子长链互相扩散;另一方面,树脂的冷却和粘度增加抑制颈部的形成和高分子长链扩散的过程。最终表现为,树脂完全凝固之前没有足够的时间让相邻两列完全合并,即相邻两列之间的高分子长链无法完全均匀混合,而形成列间孔隙。
图7(a)中展示了两种的堆叠方式(矩形堆叠和倾斜堆叠)形成的不同列间孔隙形貌,即菱形或三角形的列间孔隙[93]。对比图6和图7,可以看出列间孔隙的尺寸显著大于层间孔隙的,因此列间孔隙对3D打印零件的强度和刚度有很大的影响。研究表明,可以通过使用不同的填充图案来增加各列之间的接触面积并最大限度地减少列间孔隙[93]。使用MarkForged连续纤维3D打印机制造弯曲测试样本拍摄的,包含零件厚度方向多个堆叠层的横截面显微照片如图7(d)所示[93]。在每一层中都可以看到不同的尼龙、纤维和孔隙区域,其中分布在打印轨迹线各列的孔隙尤其明显,某些列间孔隙甚至面积相当于纤维丝束面积的1/3。列间孔隙的存在是造成该样本总体孔隙率大于7%的主要原因。在如图7(e)所示的3D打印连续玻璃纤维增强尼龙的样品的显微照片中也可以观察到类似的明显列间孔隙,其总体孔隙率高达17%[94]。图7(a)中展示了一个多列样本的横截面,可以看到列间孔隙的分布具有规律性,且各列间隙之间的距离与打印程序设置中的轨迹线宽度相同[95]。
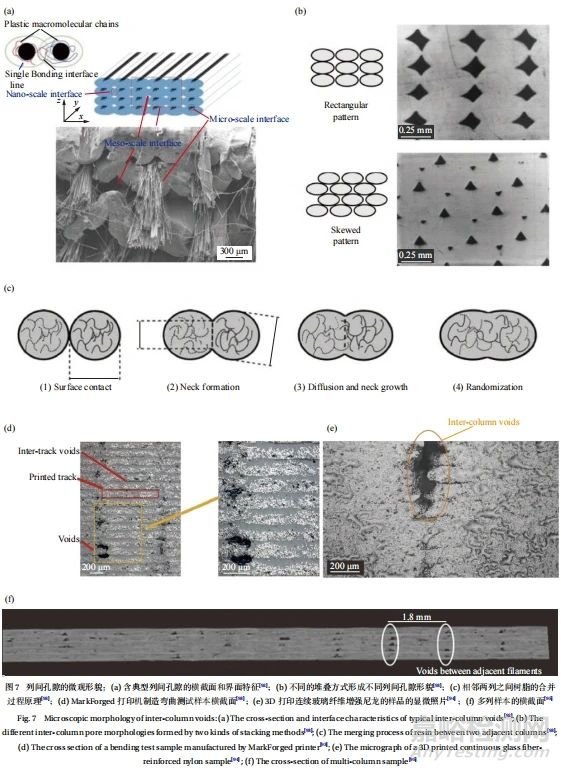
图7
2.3 纤维束缺陷
连续纤维3D打印工艺,尤其是湿法工艺,纤维通过喷嘴的时间通常只有几秒到几十秒。由于该过程的时间和压力有限,一方面树脂无法充分浸润纤维,容易在纤维束内部形成包裹的气泡[87, 91, 93];另一方面,纤维束与树脂基体之间的界面也存在孔隙和不良结合,因此形成弱界面[84, 89, 93-94]。除了孔隙之外,不均匀的树脂和纤维分布也是工艺缺陷的一种[86-87, 93]。这几类缺陷可以统称为纤维束缺陷[86, 91, 96-97]。
图8(a)展示了3D打印连续碳纤维增强尼龙复合材料中同一个丝束在不同放大倍数下的SEM图像[86]。由于树脂粘度较大,短时间内无法充满和包裹纤维束内的每一根单丝。空气被包裹并压缩,聚集在单丝的周边,并局部贯连形成不规则孔隙。该样本的纤维体积分数测得为34%,根据横截面显微镜图像估计孔隙含量高于5%。
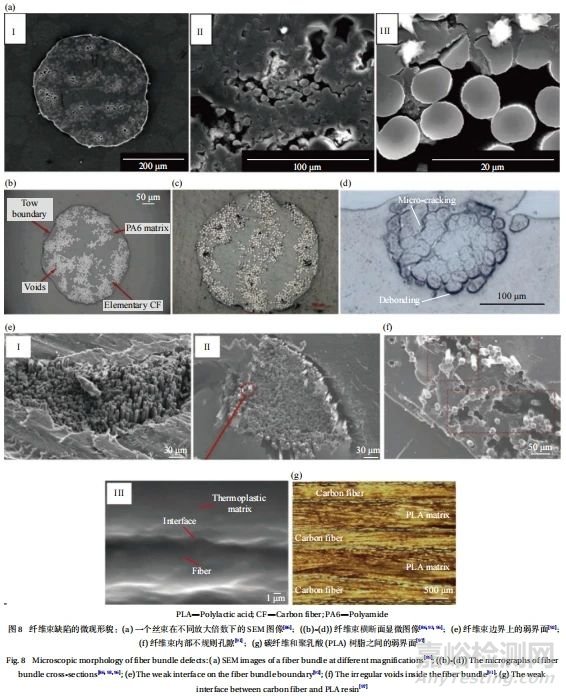
图8
另外,如图8(a)、8(b)和8(e)所示,不同学者拍摄的纤维束横截面显微图像都表明,即使是在纤维束内部,也存在明显的富树脂区域和纤维聚集区[86-87, 93]。纤维在基体相中分布不均匀,也会导致性能不均匀。尤其是树脂区域,这些区域会作为失效起始点而降低结构的性能。
由于孔隙和不良结合形成的弱界面广泛地存在于连续纤维增强3D打印复合材料中[87, 96-97]。图8(d)展示了亚麻纤维通过3D打印分布在尼龙中的横截面,其中的亚麻纤维单丝直径显著大于碳纤维[93]。随着纤维束内的单丝尺寸的增加,纤维束边界上的缺陷也加剧了,孔隙与微裂纹的存在是限制亚麻等连续植物纤维增强3D打印复合材料力学性能进一步提升的一大因素。图8(e)和图8(g)从两个不同方向展示了碳纤维和PLA树脂基体之间的界面[92, 97]。纤维束边界上的部分纤维明显是与基体分离的,表明这些纤维与基体之间的界面粘合力较弱。通过将预浸工序与3D打印过程分离可以有效减少纤维束缺陷[67-73],因此使用预浸丝束的连续纤维增强的干法或干湿混和法3D打印工艺更有利于提高力学性能。
3.连续纤维增强3D打印复合材料的失效行为研究进展
3.1 纤维拔出
纤维拔出[92, 98-100]是一种连续纤维增强3D打印复合材料在承受与纤维方向平行的拉伸载荷时发生的一种典型的失效力学行为。界面性能和断裂模式的演变如图9(a)所示,复合材料的界面性能是决定连续纤维增强3D打印复合材料失效力学行为的最重要因素[98]。此界面的性能主要由成型压力决定,受工艺参数影响。成型压力小,会导致界面性能弱,从而发生剧烈的纤维拔出。当成形压力适中时,则具有适中的界面性能,会产生有限的纤维脱粘和滑移,以吸收断裂能并防止裂纹扩展,从而提高力学性能。当成形压力过高时,会建立强界面,导致脆性断裂和裂纹快速扩展,反而降低力学性能。
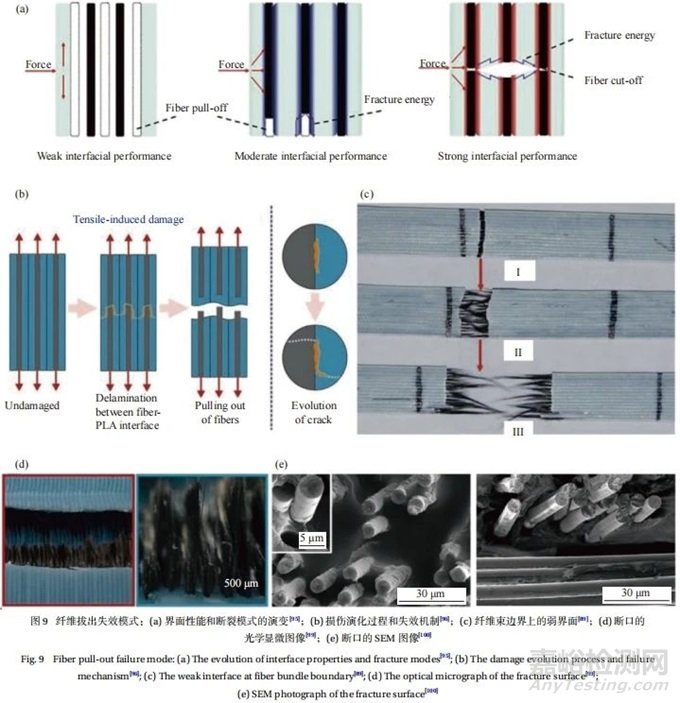
图9
图9(b)展示了纤维拔出的损伤演化过程和失效机制[99]。一开始,裂纹是由纤维和基体之间界面的分层引发的。随着载荷的增加,裂纹不断扩展,直至纤维被拉出。图9(c)展示了拉伸试样的宏观断裂过程。首先,热塑性基体在拉伸载荷的作用下断裂,纤维在试样断裂时从基体中拉出[92]。接下来,纤维与包裹它们的热塑性树脂分离,并被逐渐拔出。图9(d)中的光学显微图像表明PLA基体的断裂形貌是平行且水平的,边缘发白且断口没有明显的颈缩现象,这表明基体的破坏模式是脆性断裂[99]。至于碳纤维,它们被拉出时几乎没有任何树脂残留物。由此可见,弱界面是纤维拔出损伤的主要原因。图9(d)中的SEM图像以更微观的视角展示了纤维拔出情况[100]。纤维束中单丝的断口也是呈现齐平的,说明脆性断裂也是纤维主要是破坏形式。基体中残留着纤维被拔出形成的孔洞,已断裂的纤维单丝上也几乎没有树脂残留。
纤维束缺陷和其导致的弱界面是产生纤维拔出破坏的主要原因[101]。图10(a)展示了纤维束周边与基体之间因不良浸润导致的微孔隙和弱界面。裂纹从这些位置起始,并最终导致了纤维拔出破坏。凡是以快速方式实现干纤维丝束与热塑性基体的完全浸渍的问题可以通过聚合物熔体的流变特性和多孔介质中的流体行为来解释。用于模拟液体聚合物通过多孔增强纤维灌注的普遍理论是达西定律 [102-104],其主要参数如图10(b)所示,包括压力梯度,浸润距离和树脂流速[102]。由于连续纤维3D打印过程中浸润时间短,成型压力小,完全浸润通常难以达成。因而形成纤维束缺陷。
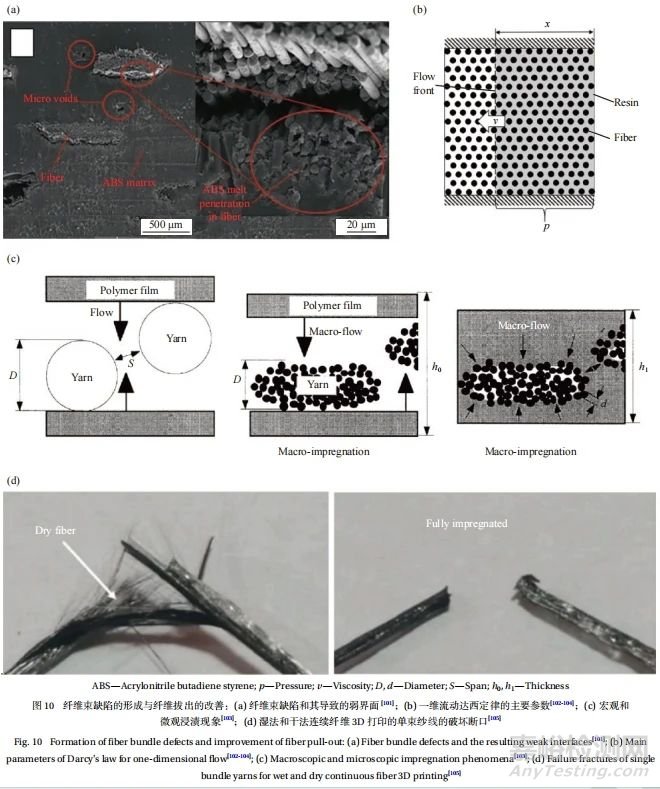
图10
如图10(c)展示了织物增强热塑性复合材料连续制造中的宏观和微观浸渍现象[103],可作为连续纤维增强热塑性复合材料3D打印的参考。纱线间的宏观孔隙和纱线内部纤维的细小间隙形成的微孔的双尺度孔隙结构,从而导致在连续制造中出现宏观和微观浸渍的现象。树脂首先快速填充纱线外部的所有空间,然后才经过径向渗透到纱线区域的中心。宏观和微观的两级浸渍现象也是形成纤维束缺陷和其导致的弱界面的原因[103]。
改善纤维拔出失效行为的主要方式有对纤维进行预浸[104]、采用干法打印[105]、提高成型压力[98]和采用上浆剂对纤维进行预处理[106]等。图10(c)中对比了湿法和干法连续纤维3D打印的单束纱线的破坏断口,可以看到完全预浸后湿法打印的样本断口齐平且没有明显的纤维拔出现象[105]。
3.2 分层
连续纤维增强3D打印复合材料中存在层间孔隙、列间孔隙和纤维束缺陷等工艺缺陷,且在构件中有规律地周期性分布从而形成弱界面。如图11(a)所示,裂纹易于在这些区域产生并沿着弱界面扩展,形成分层损伤[107]。对于3D打印连续碳纤维增强PEEK[107]的研究表明,分层损伤存在两种扩展方式:(1)沿着层间孔隙的方向扩展,同时穿过列间孔隙;(2)沿着纤维束与基体结合的弱界面扩展,并贯通各个纤维束。
图11(b)展示了弯曲载荷下3D打印连续玻璃纤维增强复合材料的失效模式和宏观形貌,分层损伤伴随着剪切带和局部屈曲一同出现[95]。图11(c)对比了拉伸载荷下3D打印的连续碳纤维和玻璃纤维增强复合材料的失效模式[95]。两种材料的样品在拉伸载荷下都表现出严重的分层,并且还伴有同一层中两个相邻纤维丝束之间的脱粘。纤维束之间的分层和脱粘表明层与层之间存在弱界面。断口的SEM图像显示,虽然分层损伤首先发生,仍然存在拉伸导致的纤维断裂和少量的纤维拔出。如图11(d)所示,分层损伤主要由连续纤维3D打印工艺过程带来的缺陷导致,对于不同纤维(碳纤维、玻璃纤维和芳纶纤维)增强的复合材料,这种分层失效广泛存在[108]。
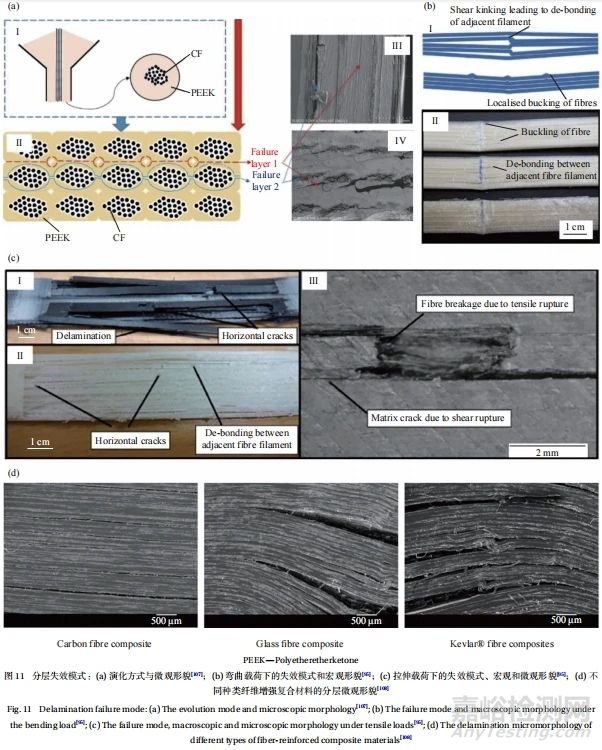
图11
除了材料的强度和刚度外,层间力学性能,尤其是I型和II型层间断裂韧性也是确定裂纹萌生和扩展的重要指标,在评估结构的失效方面发挥着重要作用。如图12(a)~12(c)所示,国内外研究者们采用了双悬臂梁(Double-cantilever beam,DCB)[109-112]、端部缺口弯曲(End notched flexure, ENF)[109]和层间剪切强度(Interlaminar shear strength,ILSS)[113]试验对连续纤维增强3D打印复合材料进行了层间力学性能的表征。
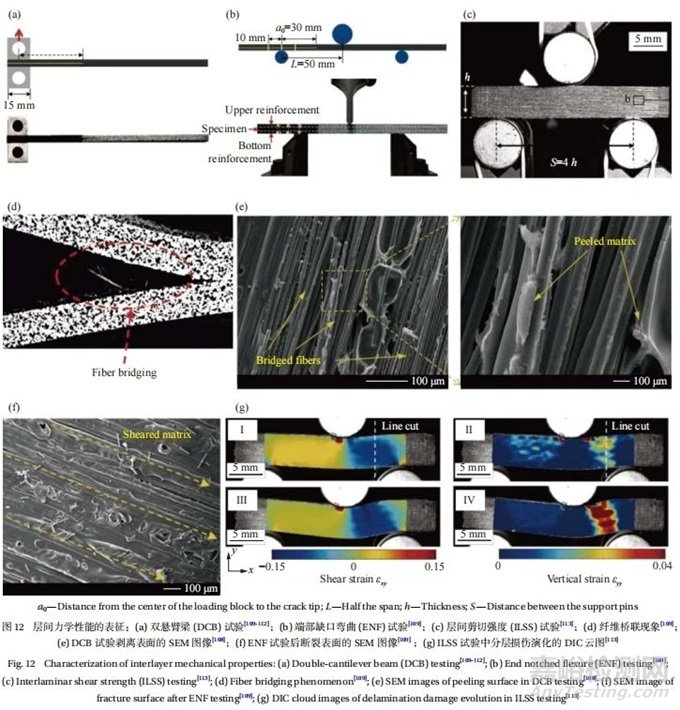
图12
DCB试验表明,连续纤维增强3D打印复合材料的I型断裂韧性达到(1.12±0.09) kJ·m−2,约为热压工艺制造的连续纤维增强热塑性材料断裂韧性的一般,但仍显著高于环氧基复合材料[109]。纤维桥联现象在DCB试验中在多个研究中被观察到[109-112]。图12(d)中展示了测试过程中拍摄的数字图像相关技术(Digital image correlation,DIC)图像,在裂纹张开后发现了纤维桥接的现象[109]。如图12(e)所示,通过SEM 可以观察到剥离表面有许多由于纤维桥梁被拉出,截面断裂的纤维丝,且纤维丝表面仍残留一定数量的基体[109]。纤维桥接长度和稳态断裂韧性受到层间性能显着影响,由于工艺缺陷的存在,连续纤维增强3D打印复合材料的试样通常表现出不稳定的裂纹扩展[110-112]。
ENF试验表明,连续纤维增强3D打印复合材料的II型断裂韧性为(0.486±0.05) kJ·m−2,明显低于热塑性复合材料甚至环氧树脂基复合材料[109]。图12(f)通过SEM观察了ENF实验后的断裂表面,图中带箭头的黄色虚线代表基体被剪切的方向[109]。基体沿着箭头方向被拉长,表面仅有少量被剪切的基体丝,未观察到纤维断裂。这也表明界面熔合质量较差,界面抗剪能力较弱。
如图12(g)所示,在ILSS试验中通过DIC拍摄到了分层损伤的演化过程[113]。垂直应变分量显示出一些具有正垂直应变的局部应变点。这些局部应变位点是层之间出现开口和层间损伤形成的位置。随着局部应变增大,垂直应变显示了损伤传播过程。
综上所述,连续纤维3D打印工艺过程引起层间孔隙、列间孔隙和纤维束缺陷等工艺缺陷导致了其层间力学性能,尤其是II型断裂韧性,相较于热压工艺制造的热塑复合材料显著下降。界面抗剪切能力弱是导致连续纤维增强3D打印复合材料分层失效频繁发生的主要原因。
为改善分层失效行为,一方面可以从减少工艺缺陷入手,包括改进喷头以增大成型压力[114]、采用真空打印[90]和采用激光等辅助聚热方式[77]等;另一方面,通过调整结构和路径使得改变缺陷和弱界面的分布方式以阻止裂纹快速扩展,也是一种可行设计思路[115]。使用芳基态聚醚酮形式增韧的打印基体,也被证明可以通过调节基体的溶解状态减少层间孔隙和利用多尺度协同效应提高抗分层性能[96]。
3.3 弯曲开裂
另一种连续纤维增强3D打印复合材料的典型失效行为是弯曲开裂[95, 99],其裂纹的产生和演化过程原理如图13(a)所示。

图13
首先,树脂的局部表面因拉伸破坏而产生损伤,微裂纹在表层的树脂处产生。随后,裂纹扩展并穿过树脂区域深入纤维区域,造成纤维的实质性损伤。如裂纹继续扩展,则会贯穿结构导致其弯曲开裂失效[99]。图13(b)则从微观角度更细致地展示了弯曲开裂的发展过程和断口形貌[99]。该过程总共分为4个阶段。在第一阶段,损伤从表面的树脂开始,这时微小的白色条纹出现。随后,白色条纹进一步演变为开放的基体裂纹,表明已经开始进入第二阶段。随着载荷的增加,裂纹不断扩展,弯曲开裂进入第三阶段,此时纤维开始发生断裂。最终,在第四阶段,结构完全断开并出现锯齿状的断口。弯曲损伤的断裂纤维上残留有一定数量的树脂,这表明弱界面并不是弯曲损伤的主要原因。图13(c)展示了3D打印连续碳纤维增强尼龙复合材料在弯曲载荷下的裂纹萌生和发展过程[95]。首先观察到裂纹萌生于压缩侧的上表面,但这一裂纹可能是由于表面的应力较高导致纤维被压碎而形成的。随后,裂纹在拉伸侧的上表面产生,并继续向中性轴扩展。结果表明,弯曲应力在 1.57% 应变下突然下降。此时,拉伸侧的纤维显著断裂,结构不再能够保持完整性。
弯曲开裂失效行为与列间孔隙[86, 92-95]和纤维束缺陷密切相关[96-97, 116-118]。图14(a)中展示了基于FDM工艺的连续纤维3D打印复合材料中列间孔隙及其形成过程,其中蓝色细线代表聚合物的分子链,黑色圆点代表碳纤维单丝的横截面[86]。在重力和喷嘴压力的共同作用下,材料长丝一边被挤压并沿着横向流动,一边冷却,最终边界接近圆角矩形。因此在列与列之间留下材料无法完全填充的孔隙。当前挤出的一列长丝与之前沉积的一列发生接触,接触表面软化,润湿过程同时发生。两列之间的聚合物的分子链在布朗运动的作用下相互扩散,直至材料冷却凝固。由于在3D打印的过程时间短,高分子聚合物之间的扩散和缠结并不充分,因此列间界面较弱。列间孔隙区域在受到弯曲载荷时产生局部应力集中,因此开裂失效后形成显著的锯齿状断口(图13(b)、13(c))[92-95]。
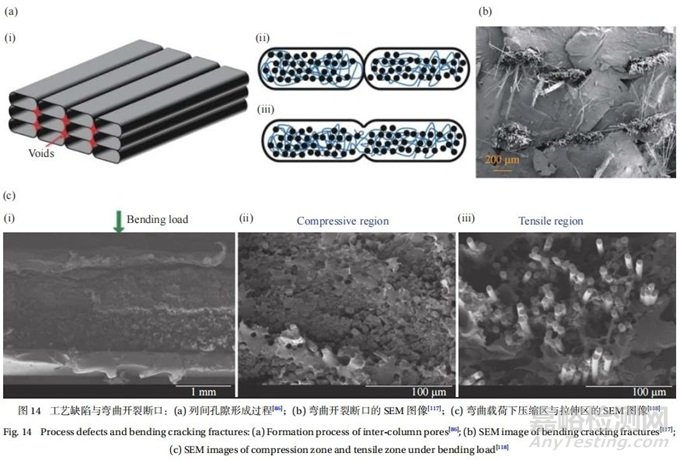
图14
如图14(b)所示,连续纤维增强3D打印复合材料弯曲破坏后的断口,也存在断裂和被拔出的纤维,与3.1节中完全的纤维拔出失效不同,弯曲开裂断口中被拔出的纤维往往残留较多树脂[115]。纤维束缺陷同样也是弯曲开裂断口存在部分纤维拔出的原因。如图14(c)所示,弯曲载荷下纵向试样的断裂面显示出两个部分,即上压缩区和下拉伸区。SEM图像显示,上压缩区存在纤维压缩破坏和基体断裂,而下拉伸区存在纤维拉伸破坏、纤维拔出和基体断裂[118]。
改善弯曲失效行为的主要方式有:进行热压后处理[91]、调整打印参数设置[119-120]和采用变刚度结构设计[121]等。连续纤维增强3D打印复合材料的失效行为、相关工艺缺陷、失效机制与改善方式汇总于表2中。
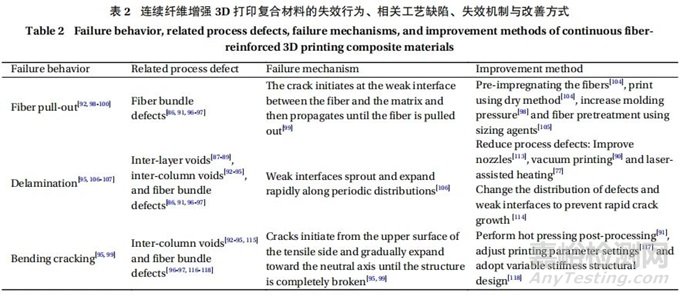
表2
3.4 失效建模方法
伴随着连续纤维增强复合材料3D打印的工艺制造技术发展,对指导其结构设计和分析的失效建模方法的需求在也日渐增长。一开始,刚度体积平均法(Volume average stiffness,VAS) [122-124]被引入用于预测连续纤维增强复合材料3D打印的弹性性能。引入孔隙密度作为参量,在4.04vol%、8.08vol% 和 10.1vol% 的纤维体积分数下模型结果与实验结果的相对误差为57.5%、6.2% 和 0.1%[122]。使用VAS方法对高纤维体积分数(40vol%)的样本也能进行较好弹性性能预测,相对误差为 3.2%[123]。VAS还被与改进的混合律和经典层合板理论进行对比,VAS和经典层合板理论可以有效预测连续纤维3D打印复合材料的力学性能,改进的混合律精度较差,并且不能预测拉伸强度[124]。
在指定的打印温度和速度下,针对连续纤维增强3D打印复合材料的刚度和强度性能进行系统性实验表征,并基于数据拟合提出的可变纤维含量本构模型具有良好的预测效果[125]。通过建立原子级的模型,打印温度对连续纤维增强3D打印复合材料中界面的影响被纳入考虑[126]。该模型表征了界面形成和失效过程,有助于确定最佳成型温度。考虑了树脂渗透、温度变化和树脂固化的理论和数值模型也被提出,并用于模拟熔融-沉积-冷却的增材制造过程和力学性能[127]。通过对纤维束中的3D热场和树脂浸渍行为进行数值模拟,一种工艺相关的多尺度力学模型被提出并用于预测续纤维增强3D打印复合材料的力学性能[128]。一种考虑了纤维基体浸渍特性,包括纤维取向系数、物理间隙比以及浸渍和未浸渍纤维的体积的力学模型被提出。该模型对不同基体材料的连续纤维增强3D打印复合材料的拉伸强度和弹性模量的理论预测值与实验测量结果吻合较好,平均预测误差分别为2.87%~4.29%和2.63%~8.36%[129]。另外,目前针对连续纤维3D打印复合材料的微观纤维错位[130]和结构损伤与电阻变化[131]的有限元建模方法尚未得到发展,未来有很大发展潜力。
4. 总结与展望
4.1 总结
本文从制备工艺、工艺缺陷和失效力学行为等方面,对连续纤维增强复合材料3D打印的最新国内外研究进展进行了综述。一方面,设计自由度高、无需模具和快速制造等优点使得连续纤维增强3D打印成为了近年来最热门的先进复合材料成型技术之一。另一方面,工艺过程带来的缺陷和复杂的失效行为又限制了该技术的进一步发展。通过引入“干/湿/干湿-混合”的概念,本文较为详细和系统地总结了连续纤维增强复合材料的3D打印工艺。重点介绍了连续纤维增强3D打印复合材料由于工艺过程引入的缺陷及其特点。归纳了连续纤维增强3D打印复合材料的典型失效行为以及主要引发失效的原因。最后,指出通过减少工艺缺陷来改善失效模式和提升力学性能是重要的发展方向。
4.2 展望
连续纤维增强3D打印技术作为最具创新性的先进复合材料成型工艺之一,具有设计自由度高、无需模具和快速制造等优点,正在需要快速成型的工业领域内蓬勃发展。未来,减少工艺缺陷、改善失效模式和降本增效是该技术进一步扩大应用的重要方向:
(1)智能工艺过程控制
随着机械自动化与智能技术的发展,连续纤维增强3D打印设备的智能化已具备工业基础。通过实时监测、反馈并调节打印工艺过程,减少缺陷的产生,将成为未来发展方向。
(2)纤维束预浸
对连续纤维丝束进行预浸可以有效提高纤维体积含量,减少打印过程中纤维束缺陷的产生。但是,受到当前的技术发展水平的限制,即使进行了预浸,连续纤维增强3D打印复合材料的纤维体积含量仍然低于传统工艺制备的复合材料。进一步发展纤维束预浸技术和提高纤维体积含量有望使得连续纤维增强3D打印技术成为下一代主流的先进装备制造技术。
(3)多尺度精细失效建模方法
连续纤维3D打印工艺过程中产生的多样化缺陷和导致的复杂失效行为使得沿用经典的复合材料力学方法变得不够精确。发展多尺度精细失效建模方法,考虑打印工艺过程、缺陷产生与表征和失效模式将为连续纤维3D打印复合材料的设计提供依据。
致谢:感谢田圆圆博士、章中森副研究员和龙昱博士在本文研究过程中提供的指导和帮助。


来源:《复合材料学报》 2024年第9期
张鑫, 郑锡涛, 杨甜甜, 等. 连续纤维增强3D打印复合材料工艺缺陷及其失效行为研究进展[J]. 复合材料学报, 2024, 41(9): 4478-4501. doi: 10.13801/j.cnki.fhclxb.20240026.001

来源:Internet


