您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2018-07-17 10:30
支重轮是履带式工程机械底盘件的重要零件之一以往采用箱式炉加热和水池冷却的方式对其进行调质热处理。该传统工艺效率低,质量受人为因素影响较大,易造成硬度、组织不合格以及裂纹等质量问题。为此,我公司设计制作了支重轮轮体连续调质生产线,不仅质量得到有效保证,而且制造成本得到降低。本文对支重轮轮体的连续调质工艺过程进行了阐述。
1.工件概况
支重轮轮体(见图1)材料为40Mn2,调质硬度要求277~321HBW,1/4厚度处组织要求为回火索氏体+少量析出铁素体。
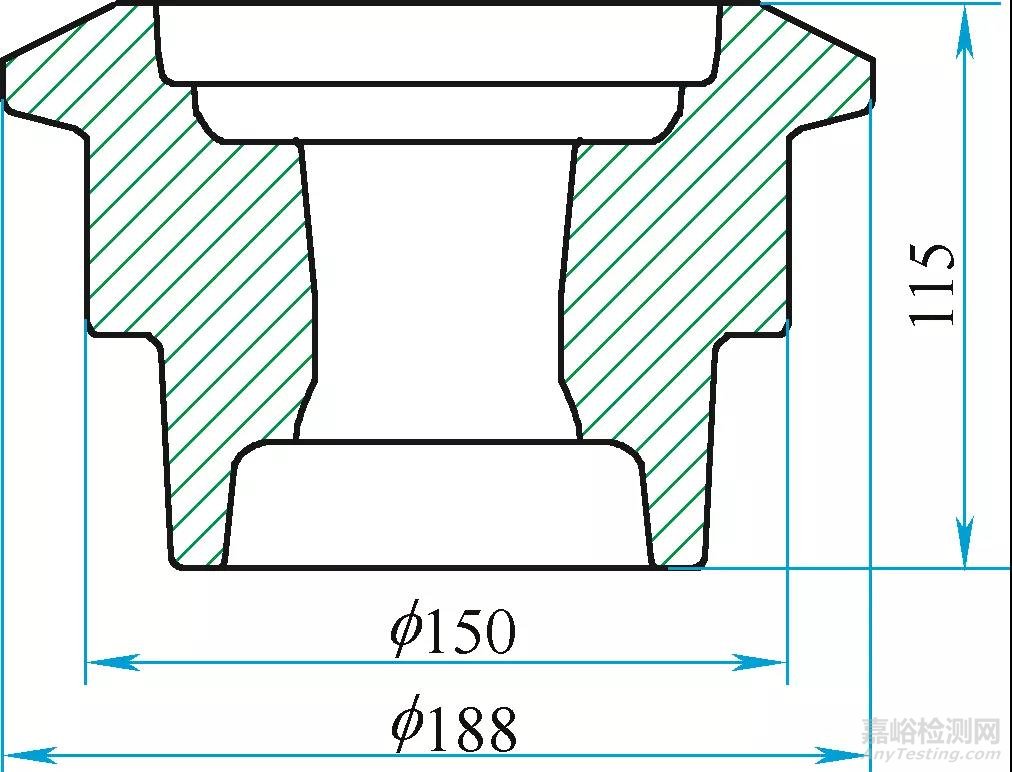
图1 支重轮轮体
2.设备及工艺
设备选用连续网带传输加热,淬火炉和回火炉全部采用天然气加热,特殊配置的天然气辐射加热系统可实现炉温均匀性在±10℃以内。针对轮体形状特点,设计了六方位流量、压力可调的冷却喷淋机构,保证回转体工件的性能一致性。试制零件如图2所示,连续调质各工艺参数在线控制,具体如图3所示。
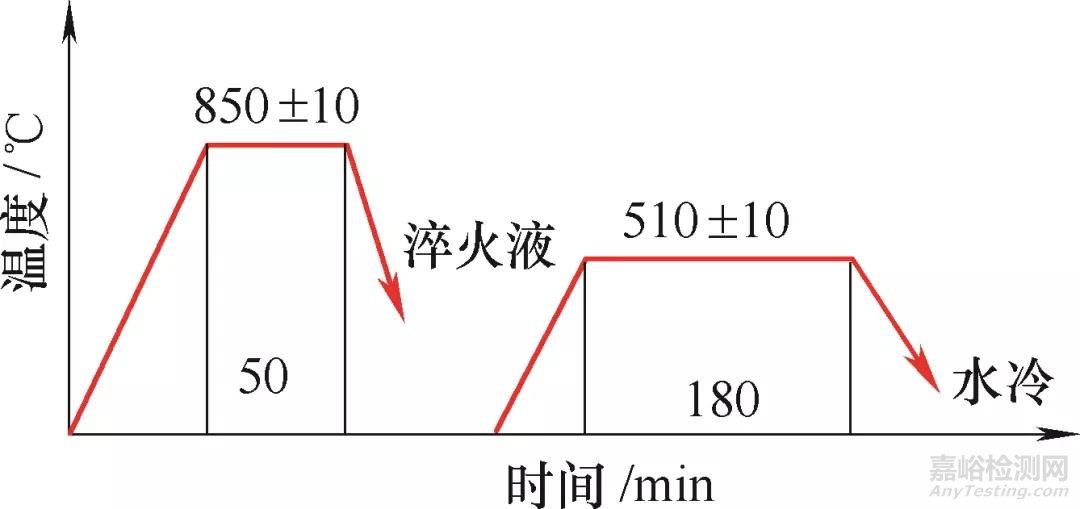
图3 轮体连续调质热处理工艺
3.检测情况
(1)硬度情况
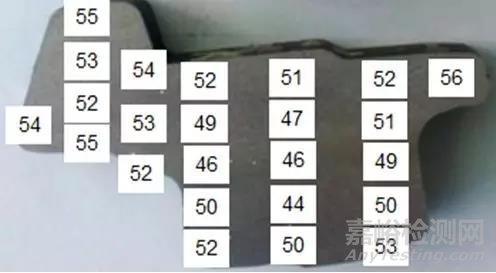
淬火件与回火件硬度检测情况如图4所示,淬火件4a中硬度为44~56HRC,回火件4b的硬度为285~311HBW均符合要求。另外,我们还对每个轮体沿圆周方向均匀剖切4件,硬度一致性好,没有出现硬度不均的现象。
(a)

(b)
图4 硬度检测情况
(2)晶粒度
不同的位置检验,晶粒度均大于6级,见附表。
晶粒度检测情况
|
位置 |
A1 |
A2 |
A3 |
B1 |
B2 |
B3 |
C |
|
晶粒度 |
9.5 |
9 |
9 |
9.5 |
8.5 |
8.5 |
10 |
( 3)组织
轮体踏面1/4处调质组织为回火索氏体+少量析出铁素体(见图5),脱碳层为0.2mm(见图6),符合技术要求。
(1)采用连续调质工艺,工件硬度均匀,各项检测结果符合要求。
(2)生产实际表明,相比原工艺,连续调质工艺可提高生产效率230%以上,成本降低约20%。

来源: 热处理生态圈


