您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-09-27 08:58
聚丙烯及其加工特点
聚丙烯,因其抗折断性能好,也称“百折胶”。它是一种半透明、半晶体的热塑性塑料,具有高强度、绝缘性好、吸水率低、热就形温度高、密度小、结晶度高等特点。改性填充物通常有玻璃纤维、矿物填料、热塑性橡胶等。
聚丙烯的流动特性,对于温度和剪切很敏感。提高熔体温度和增大剪切速率都可以降低熔融粘度。
聚丙烯熔点比较高,注射温度在200~300℃,温度过低,引起分子取向,导致变形,降低冲击强度,严重影响制件质量。再者,聚丙烯比热比聚苯乙烯高,在熔触时要吸收大量的熔解热,因此在注射机内聚丙烯的加料容量只能为聚苯乙烯的70%。
在注射厚壁制品时,须采取有效的冷却方式,否则冷却不充分,会由于型芯与模腔之间的温差而造成制品翘曲。
在实际操作中,推荐控制的料温为200℃~250℃。因料流方向和垂直料流方向之间收缩率的差异随熔体温度增加而减少,所以适当提高料温对减少收缩差异,从而减少制件度形是有利的。对注塑大型结构复杂、薄壁制件,也应适当提高料温以尽量降低粘度,增加充模能力,避免在充模过程过早冷固。
在分析聚丙烯制件出现收缩变型和凹陷原因时,不难发现主要在于注射压力或注射速度不足。聚丙烯的收缩率的大小主要取决于注射压力、注射温度、模具温度、加入的模料及有无成核剂等。
凡能降低结晶生长速度的因素将有于减小收缩率。例如,模具温度越低,熔体越容易冷却,收缩率就越小;提高熔体温度也可以降低收缩率。这可能是由于熔体温度越高,大分子链的无序性程序也越高,因此不容易结晶,收缩率就低。而当熔体温度的结晶熔触温度(120-125℃)高得不太多的时候,某个分子的有序性是可能存在的,这样的有序区将成为晶核生成的中心,因而在冷却时,结晶进行得也越快,所以收缩率就大。
聚丙烯热光稳光性也有限度,在270℃-300℃以上的高温下长时间停留会有热降解的可能。所以在注塑机容量比起制件重量大得较多的场合,料筒温度应控制在220℃左右为好。
在聚丙烯塑料中加入成核剂可以用在快速成形中,或使成型周期缩短。加入成核剂对于改进成形品的刚性,透明性也是有效的。
在调整聚丙烯成型加工条件时,要注意各变量间存在着互相干扰的现象。例如,过低的料温配上过高的注射压力,将使料流方向和垂直料流方向之间收缩率的差异增大;又如有时为了减少飞边,对较高的料温采取偏低的注射压力,结果高温下的大收缩又造成了低压下的大收缩。
模具温度为30℃~50℃,只有为获取好的表现质量或在模具结构复杂的薄壁制件时,才使用高的模温(50℃~90℃)。但收缩率随之增大了。模温过低或冷却不均,将增大制件的残留应力,出模后容易发生翘曲变形。
聚丙烯的收缩,85%~95%在成型加工后的24小时内出现,要经过大约一周时间收缩才大体完成。如果出模后将制件泡在沸水中10-15分钟,可以因应力造成的尺寸变化基本固定下来。
聚丙烯的熔体在压力作用下有比较强的穿越能力,容易产生飞边毛刺,在生产中要特别注意模具的维护。
聚丙烯对氧很敏感,因此加工过程中加热时间应尽可能地缩短。另外,聚丙烯对铜较敏感,易老化。在聚丙烯中所添加的抗氧剂,大多数对铜起不到防老化的作用。如果以聚丙烯作为电器绝缘材料,有铜嵌件或包覆铜导线,必须注意选择适当的抗氧剂,以避免由于铜的存在而抵消了抗氧剂的作用。据有关资料称,使用1%的以50:50混合的烷基酚和硫代二丙酸双十二烷体系。则比通常使用的抗氧剂体系效果要好。
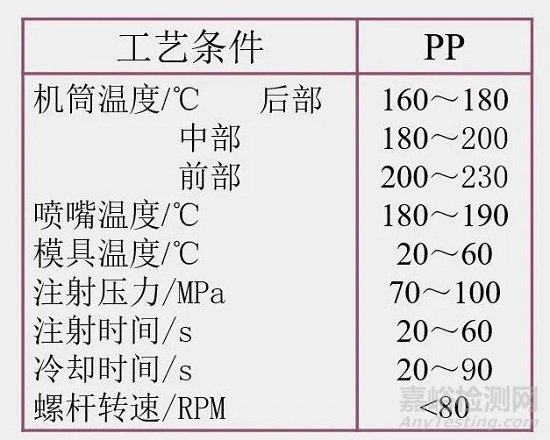
聚丙烯的注塑工艺条件

来源:医用塑料


