汽车高压线束传输的额定电流较大,最高可达几百安,因此选用的电缆直径也相对较大,这对电缆与接插件端子的压接质量提出了较高的要求。为了保证电缆与接插件端子压接紧固后具有较高的质量,确保汽车高压线束压接后电气性能(如额定电流)和机械性能(如拉脱力)满足要求,下面对压接工艺中影响电缆与接插件端子压接质量的主要因素(包括端子结构、压接方式、压接高度、压接长度)展开分析。
1、端子结构和压接方式
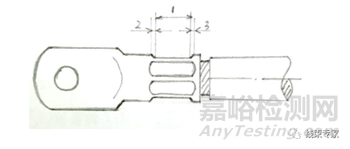
目前,汽车高压线束常用的接插件端子结构如图2所示。端子结构可分为接触段、中间段、压接段。接触段用于保证接插件对接、电气功率和信号的传递;压接段是接触段与压接段两者之间的承接区域,保证接触段与其本身在压接过程中不变形,同时起到定位作用,一旦压接过程中产生变形,将会严重影响汽车线束的性能;中间段用于接插件端子与电缆在外力下接触而相接,其质量直接影响汽车线束的电导率、拉脱力、外观形状。
传统闭筒式端子与电缆压接时采用一次压接成型方式,压接时的受力如图3所示,整个模型可简化成简支梁。虽然整个端子压接段所受压力F基本保持不变,但因力臂长度L(以台阶而为支点)不同(L1>L2>L3),力矩M(=FL)也不同(Ml1> M2 >M3)。根据简支梁受力理论,在压接段L/2处所受弯矩最大,造成了压接高度(即接插件端子与电缆压接后的端子被压接部分的横截面高度)不同,使压接后真正接触的面积只有很小一部分,仅相当于线接触。这严重影响了电缆截面积较大、抗拉性能要求较高、压接长度(即接插件端子与电缆压接后的接触长度)要求较长的汽车高压线束的电气性能和机械性能。
为了确保汽车高压线束压接后电气性能和机械性能,避免一次压接成型工艺中出现的压接高度不同造成的接触面积太小,经优化设计后,汽车高压线束接插件端子采用分段式端子,其结构如图4所示。分段式端子与电缆压接时采用分段压接成型方式,该压接方式通过先后对两段区域进行压接,可在减少原来压接长度、省下设计空间的同时,满足汽车高压线束拉脱力和电导率要求。
采用有限元法仿真分析了压接段施加相同作用力时传统闭筒式端子压接段与优化设计的分段式端子压接段的位移,仿真分析结果如图5所示。可见,经过相同外力压接后,传统闭筒式端子压接段呈弓形,近端而1/2处位移量最大,此处是电缆与接触件端子的压接接触面;优化设计的分段式端子压接段呈仿鼓形,有两处位移量最大,两压接段中间台阶处变形量相对较小,在仿真压接过程中,电缆与端子有更大的接触面积,同时中间高、两处低的压接段形状特点,形成倒钩形,加强了电缆与接触件端子的连接。
2、压接高度和压接长度
为确保汽车高压线束压接后的电气性能和机械性能,除了应采用合理的端子结构、压接方式外,在实际压接过程中,还应确保接触件端子的压接高度和压接长度。
如果压接高度过高,则易使压接区存在过大的无效空隙,导致电缆和接插件端子金属导体之间没有足够的接触而积,无法满足汽车高压线束要求的压接强度(即端子与电缆的保持力)、拉脱力和电导率,甚至会导致压接端子出现非正常工作状态;如果压接高度过低,则易压断电缆线芯或折断压接区金属导体,不符合汽车线束压接要求。因此,电缆与接插件端子的压接高度必须进行严格控制。接插件端子压接时常采用点压、围压等方法。一般点压的压接深度为d/2 (d为端子外径),此时虽然电缆与端子之间的所有间隙都能被压紧,但压坑过深,易导致电缆线芯变形过大,被压成尖角,从而发生电场尖端效应,严重时甚至出现压断电缆线芯,造成汽车高压线束的电连续性、电导率变差。一般围压的压接深度为d/3,此时虽然压缩变形比较均匀,但电缆铜线芯受压时外层首先变形,而内层基本不受力,常常会出现外紧内松的现象,对其导电性能有一定的影响。针对点压方法、围压方法的缺点,经优化设计后建议采用围压、点压相结合的压接方法将压接深度控制在0.4d为宜,以有效压紧端子和电缆。
如果压接长度过长,则易造成压接力过大,同时浪费材料,使压接区的结构利用率低;如果压接长度过短,则易造成端子与电缆接触而积过小,无法满足汽车高压线束要求的压接强度(即端子与电缆的保持力),同时导致电导率过低。因此,电缆与接插件端子的压接长度必须进行严格控制。通常压接长度La的计算公式为:
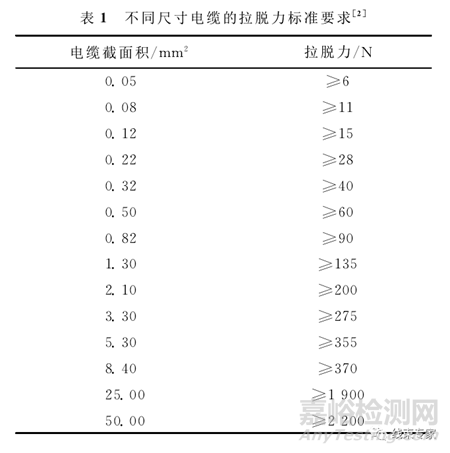
式中:Ft为对应端子的拉脱力,即不同尺寸电缆的拉脱力(标准要求如表1所示);Fz为端子与电缆接触而上的摩擦力;R为电缆压接后的半径。
3.压接端子的要求
a.端子应用的端子必须符合标准件图纸的要求和规范。传送带和端子不允许出现机械损伤、扭绞和弯曲。不允许使用对端子特性有消极影响的端子材料。端子储存2年后,端子要继续使用必须有继续使用证明,端子材料必须满足标准件图纸要求。
b.导体压接组成
c.压接区域
导体压接必须穿过前后出口且压合(见图15)。压痕在压接筒上的位置应正确。
d.导体压接形状
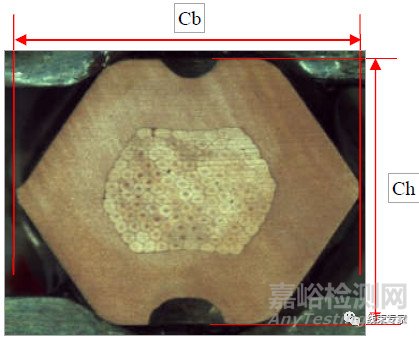
压接筒压接连接时优先采用六边形压接形状,上下具有加强点,增加抗拉强度。如端子供应商有图纸定义,首先按照图纸要求执行,如有偏差必须获得技术部门同意。
e.导体压接尺寸
3、压接性能试验
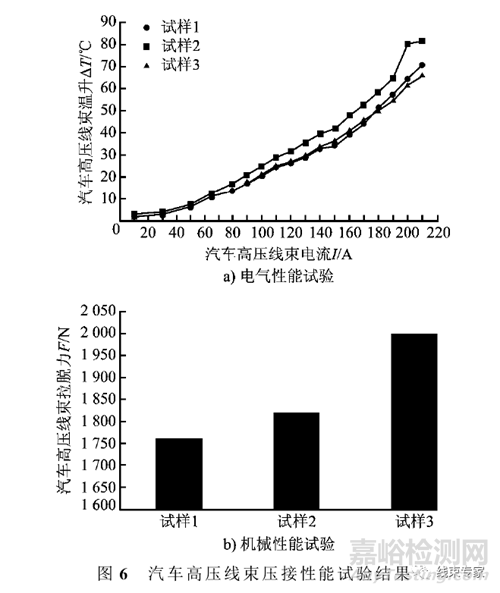
为了进一步了解压接工艺技术中端子结构、压接方式、压接高度、压接长度各影响因素对汽车高压线束压接后电气性能和机械性能的影响,以额定电流200 A的汽车线束(选用的电缆截面积为2 5mm²,最大通过电流为300 A)为例,展开了相关汽车高压线束压接性能试验研究。汽车高压线束压接性能试验中各汽车高压线束试样所采用的压接工艺如表2所示,其中试样1采用了传统的压接工艺,试样2采用了优化设计的端子结构、压接方式、压接长度以及传统的压接高度,试样3采用了优化设计的端子结构、压接方式、压接高度、压接长度。汽车高压线束压接性能试验结果如图6所示,可见试样3的电气性能和机械性能最为优异。这表明优化设计后的压接工艺可确保汽车高压线束压接后的高质量和高性能。