您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-08-30 20:36
本文为了深入分析研究西林瓶在热风循环式隧道灭菌烘箱中的受热情况,利用 CFD 计算流体动力学仿真技术对不同风温及风速、不同西林瓶规格情况下的西林瓶温升曲线进行模拟计算,并与实测的试验数据进行对比,以期得到合理的热风风温、风速以及针对不同西林瓶规格的温升控制策略,为隧道灭菌烘箱关键参数的设计及工业生产提供借鉴意义。
近几年,制药行业的药品安全问题越来越被社会所关注,其中,药瓶的灭菌效果直接关系到药品使用者的生命及财产安全,因此药瓶灭菌过程的严格控制显得尤其重要。干热灭菌法通过在干燥的空气中将需要灭菌的物质高温加热杀死细菌以达到灭菌的效果,是目前制药产业中药瓶除热原的重要方法,而热风循环式隧道灭菌烘箱由于具有灭菌质量和效率高、符合 GMP 要求的特点,被广泛作为西林瓶、安瓿瓶的主要灭菌设备[1]。
西林瓶的温升曲线直接影响到热风循环所应用的风温、风速以及网带运行的速度,是设计隧道灭菌烘箱时必须要考虑的关键参数[2]。目前,国内制药装备企业针对隧道灭菌烘箱关键参数的确定主要还是依靠经验,这必然会导致控制精度不够高,以及预留量太大,造成效率降低、能源浪费等问题。
1、模型描述
1.1三维模型
工业上常用的隧道灭菌烘箱内部为层流风,并采用三段式的结构设计:预热段、加热段和冷却段,其中加热段是烘箱的核心部位,灭菌的过程主要在这个阶段进行,经过预热的西林瓶,由网带传输至这一区域,洁净风在循环风机的驱动下,经过加热管加热至 300℃~ 350℃,然后再经过耐高温高效过滤器过滤后对西林瓶进行热交换以达到灭菌和去热原的目的[3]。本文以加热段腔室结构尺寸(长×宽×高:994 mm×598 mm×252 mm)的烘箱为分析对象,对 10 ml 西林瓶进行分析,如图 1 所示。
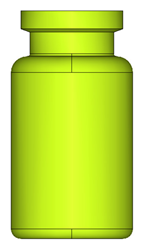
图1 10ml西林瓶三维模型
1.2数学模型
(1)质量守恒方程
依据牛顿的质量守恒定律,针对封闭的系统,单位时间系统内的总净流出质量与从外界流入系统的质量相等,即

其中,ρ 为密度,kg/m3 ;u、v 和w 为速度矢量在 x、y 和 z 三个方向上的分量,m/s ;t 为时间,s。
(2)动量守恒方程
整个分析模型作为一个微元体,遵从动量守恒定律,微元体中流体的动量随时间的变化率与作用在微元体上的各种外力之和是相等的,即流体在 x、y、z 三个坐标轴方向上的动量守恒表达式为:
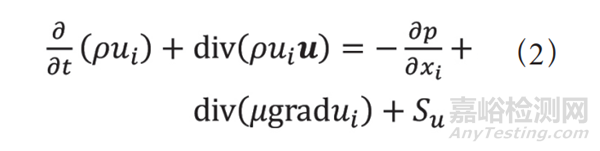
其中,ρ 为密度,kg/m3;t 为时间,s ; 是速度矢量,mv/s ;p 是流体微元体上的压力,N ;μ 是动力黏度,N · s/m2 ;Su 是源项;i 为 x,y,z。
是速度矢量,mv/s ;p 是流体微元体上的压力,N ;μ 是动力黏度,N · s/m2 ;Su 是源项;i 为 x,y,z。
(3)能量守恒方程
依据流体力学理论,一个微元体中能量的增长率与进入微元体的净热量及外力(表面力和体力)作用在微元体上所做的总功相等,表达式可描述为:

其中,cp 为定压比热,J/kg · K ;T为温度,K ;λ 为流体的导热系数,W/m2 · K;ST 为流体的内热源以及流体粘性作用下机械能转换为的热能的总和。
(4)湍流模型
根据烘箱气流的流动情况,选择标准 κ -ε 湍流模型进行仿真计算[4]。模型中,耗散率 ε 的表达式为:

湍动粘度 ut 可表示为 k 和 ε 的函数,即:

式中,Cμ 为经验常数。
2、仿真模拟计算
基于有限元前处理软件分别对隧道烘箱中的加热段腔室及西林瓶进行网格划分,网格划分方式采用多面体网格,并对西林瓶区域进行网格加密,整个计算域被划分为 891769 个网格,有4949906 个节点,生成的网格模型如图2所示。将生成好的网格模型导入到 CFD仿真软件中进行计算,腔室顶端作为热空气入口边界条件,并定义为速度入口,在速度入口设置不同的风速大小、风的流动方向以及温度情况。腔室下端作为热风出口,并定义为压力出口边界条件,设置为大气压。不考虑与两端腔室的对流换热,将两端传送带的进出口定义为封闭的壁面,并将腔体壁面视为绝热层。
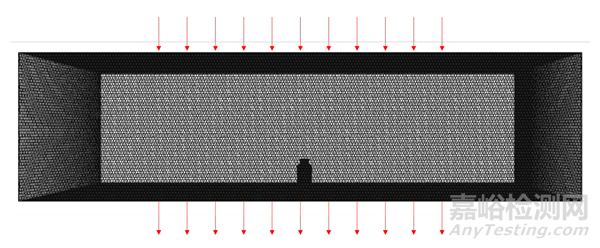
图2 网格模型
3、结果分析
3.1温升曲线结果分析
选取西林瓶瓶口上部(Bottlepoint-1)、西林瓶颈部(Bottle-point-2)、西林瓶瓶身中部(Bottle-point-3)、西林瓶瓶内边缘(Bottle-point-4)、西林瓶瓶内底中心(Bottle-point-5)、西林瓶瓶底中心(Bottle-point-6)六个测点跟踪其温升曲线,如图3 所示。
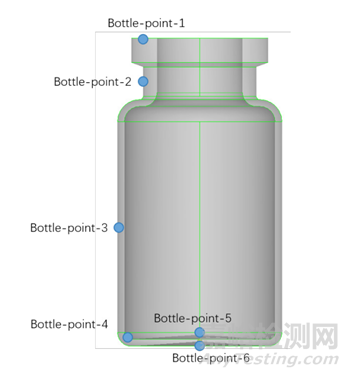
图3 瓶身温度测点
图4 所示为热风 320 ℃, 风速0.45 m/s,初始环境温度 25℃工况下的温升曲线,图5 为某一时刻的温度分布云图,由图4、图5 可以得出瓶底升温趋势明显低于瓶口上部、瓶颈部、瓶身中部及瓶内边缘。Bottle-point-6 曲线与Bottle-point-5 曲线几乎重合,说明西林瓶瓶底中心和西林瓶瓶内底中心在热风下升温趋势一致,并且升温最慢,为西林瓶升温时的温度最低点,与实际生产中温度表象基本一致,也就是说只有保证瓶底的温度(最冷点)才能确保去热源的有效性,基于仿真模拟结果最冷点达到 300℃需要约 7 min。图6 为西林瓶附近的速度分布矢量图,由图6 可知,气流在经过西林瓶时,会绕过瓶身,并对瓶壁进行快速的加热,瓶底由于气流流速小,加热最慢。
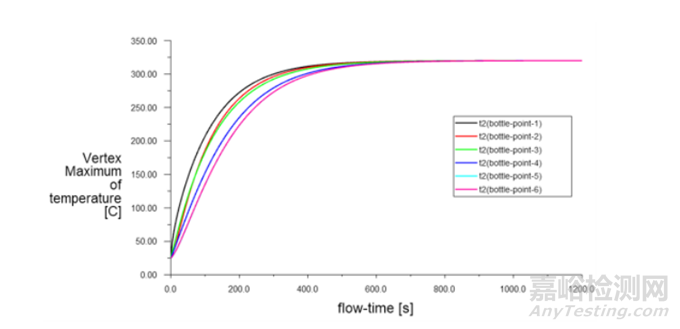
图4 T入口 =320℃ V入口 =0.45m/s 初始环境温度:25℃温升曲线
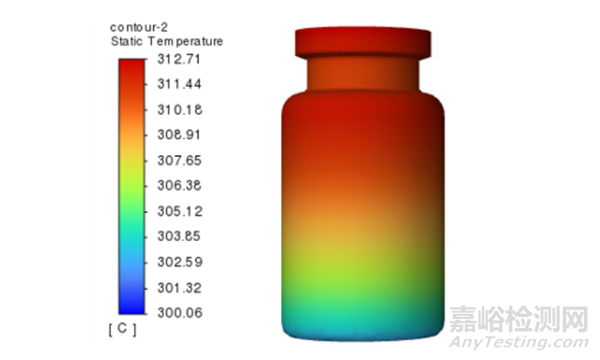
图5 温度分布云图
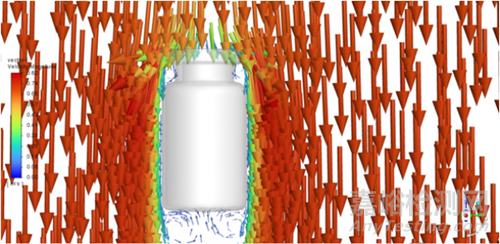
图6 速度分布矢量图
图7、图8 分别为对隧道烘箱测试时采用热风为 320℃,风速 0.45m/s工况时的实际试验现场图,以及所获得的不同测点的温度温升曲线图,由图8 可知,烘箱温度要达到 300℃需要约 8 min 左右,该值与仿真模拟值相比略大,主要原因在于模拟时简化为单个西林瓶在稳定风温风速下的受热情况,没有考虑到烘箱的结构、瓶子的排列方式及预热段、冷却段对加热段的影响。但是,仿真分析出的西林瓶升温趋势及受热情况对实际生产具有相当大的参考价值,对风温、风速及网带运行速度的合理选择具有重要的指导作用。

图7 试验现场图
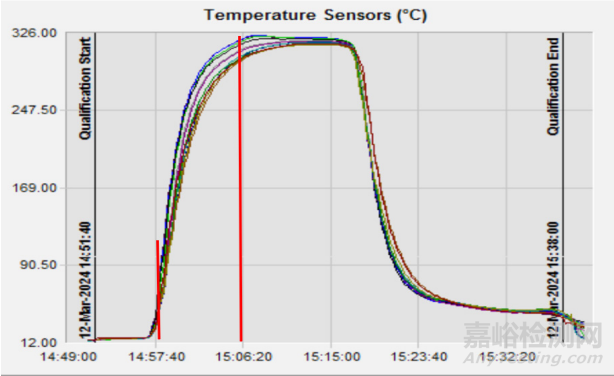
图8 试验结果
3.2不同工况下西林瓶温升分析
西林瓶温升会随着入口风温、风速的不同而有一定的差异。图9 和图10为相同风温(300℃),不同风速下的温升曲线,由图可知,西林瓶在热风温度为 300℃的情况下很难快速升温至灭菌所要求的温度,需要花费至少 12 min的时间才会非常靠近 300℃,且随着风速的增大,花费时间会减少。对比图10 和图11 相同风速、不同风温下的温升曲线,随着风温的增大,西林瓶最冷点达到 300℃花费的时间减少明显,风温为 320℃,风速为 0.7 m/s 工况时的升温时间为 320 s 左右。另外,综合以上模拟结果可知,随着温度升高,风速加快,西林瓶的温升曲线更加陡峭,且温度增大时,表现的更加明显。然而,随着温度的升高,实际的设备能耗也会增加,同时,西林瓶不同位置的升温差别也会逐渐加大,从而出现受热不均匀极易导致破瓶的风险,因此工业生产需要综合考虑。
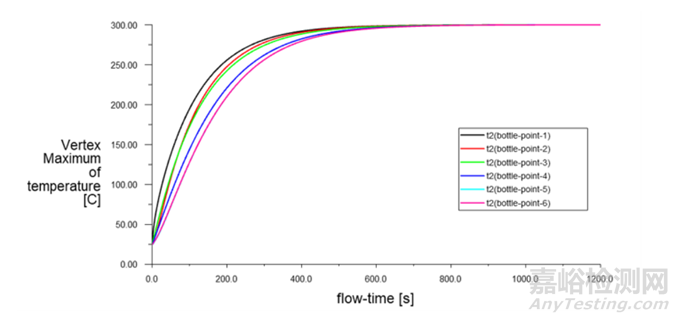
图9 T入口=300℃ V入口=0.45(3)m/s 初始环境温度:25℃温升曲线

图10 T入口=300℃ V入口=0.7(3)m/s 初始环境温度:25℃温升曲线
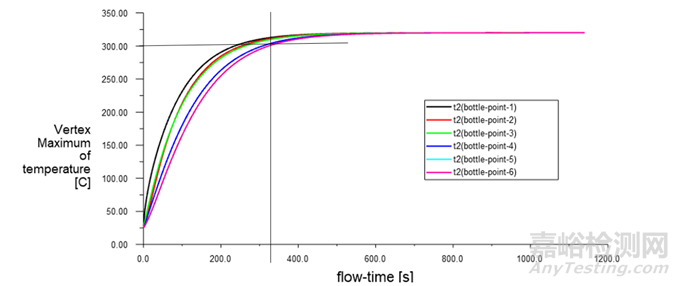
图11 T入口=320℃ V入口=0.7(3)m/s 初始环境温度:25℃温升曲线
3.3不同规格西林瓶温升分析
同一款隧道烘箱实际需满足多种规格西林瓶的温升需求,分别对2 ml,20 ml,100 ml 三种规格的西林瓶进行温升模拟分析,分析工况:T入口=320℃,V入口=0.7 m/s,初始环境温度:25℃,图12 是三种规格西林瓶的示意图。
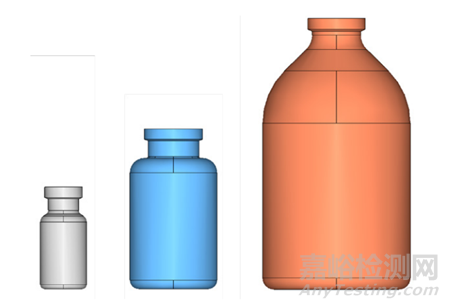
图12 不同规格西林瓶示意图
由图13、图14 可知,不同规格的西林瓶均表现出瓶口及瓶身升温较快,瓶底升温最慢的趋势。但是,随着西林瓶体积的增大,不同测点的升温趋势差别较大,且升温达到 300℃所花费的时间变长,其中 100 ml 升温时间约为 1271 s,20 ml 升温时间约为 435 s,2 ml 升温时间约为 316 s。

图13 不同规格西林瓶温度分布云图


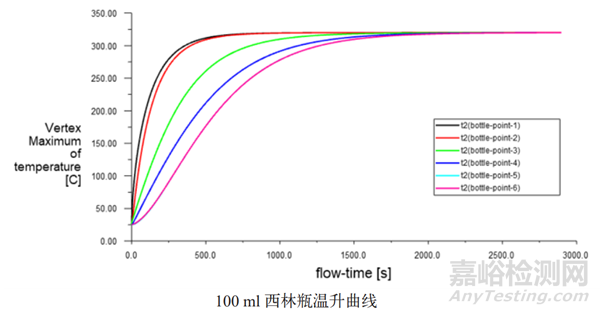
图14 不同规格西林瓶温升曲线
4、结 论
本文基于 CFD 仿真技术对隧道灭菌烘箱西林瓶升温进行模拟,依据分析结果可得出以下结论:
(1)CFD 仿真技术可辅助隧道灭菌烘箱关键结构参数的设计,并辅助工艺参数的优化选型,为工业生产提供参考;
(2)随着风温、风速的加大,西林瓶升温时间缩短,但受热不均匀的情况加剧,破瓶风险增大,且能耗增加,因此实际生产中应选择合理的风温、风速;
(3)不同规格大小的西林瓶,其升温时间及趋势差异较大,实际生产中针对不同瓶型应选择不同的工艺控制参数。
参考文献
[1] 王志奇,邹玉洁,刘柏希,等 . 热图 14 不同规格西林瓶温升曲线风循环隧道烘箱的流场模拟及结构优化 . 过程工程学报,2020,20(5):531-539.
[2] 王 炳 刚, 于 颖, 卢 存 义 . 基 于fluent 的西林瓶升温曲线模拟 [J].化工与医药工程,2014,35(3).
[3] 万明伟 . 层流热风灭菌隧道烘箱的设计与研究 [D]. 西安 : 陕西科技大学,2012.
[4] 王福军 . 计算流体动力学分析 [M].北京 : 清华大学出版社,2004: 120-124.
本文作者王志刚,东富龙科技集团股份有限公司,仅供交流学习。

来源:制药工艺与装备


