您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2024-09-11 16:04
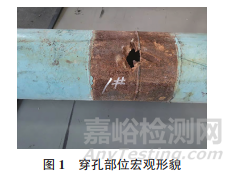
某油田现场输气管道环焊缝部位发生穿孔现象,孔洞直径约为30 mm,焊缝附近外壁有机械损伤痕迹。该输气管线于2015年开始服役,运行时长为8a。研究人员采用一系列理化检验方法分析了该管线环焊缝部位穿孔的原因,以避免该类问题再次发生。
1、理化检验
1.1 宏观观察
输气管道穿孔部位的宏观形貌如图1所示,焊缝内壁腐蚀后的宏观形貌如图2 所示。由图1,2可知:该输气管道泄漏位置为管道下部,腐蚀产物较为密集,颜色呈红棕色,焊缝内壁存在明显的未焊透现象。

1.2 壁厚测量
用超声波测厚仪对穿孔管段环焊缝两侧进行环向壁厚测量,环焊缝每侧的壁厚测量点为8个,均匀分布于360° 环向管壁上,测量结果如表1所示。由表1可知:环焊缝两侧管子壁厚的平均值为5.20~5.21mm,厚度偏差在GB/T 8163—2008 《输送流体用无缝钢管》规定的范围内,符合供货条件。

1.3 化学成分分析
在穿孔管段管体上取样,用直读光谱仪对试样进行化学成分分析,结果如表2所示。由表2可知:管体材料的化学成分符合GB/T 699—2015 《优质碳素结构钢》对20钢的要求。

1.4 金相检验
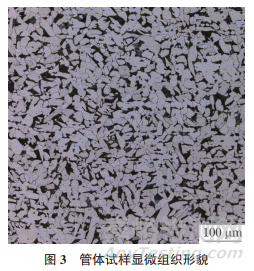
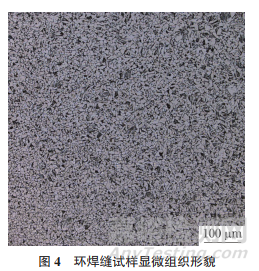
在穿孔管段管体以及环焊缝穿孔部位附近取样,依据GB/T 13298—2015 《金属显微组织检验方法》,用激光共聚焦显微镜对管体试样进行观察,用超景深数码显微镜对环焊缝试样进行观察。管体试样的显微组织形貌如图3所示,可以看出管体试样的组织为铁素体+珠光体。环焊缝试样的显微组织形貌如图4所示。由图4可知:环焊缝的组织为铁素体、珠光体+铁素体,属于20管线钢的正常组织。
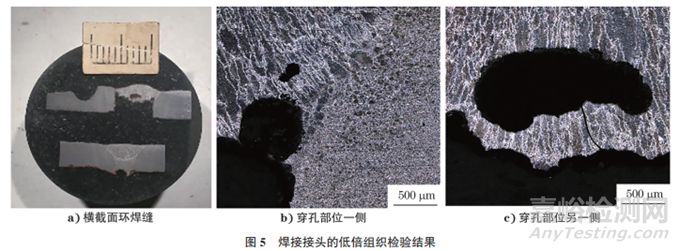
用光学显微镜及图像分析系统对焊接接头进行低倍组织检验,结果如图5所示。由图5可知:焊接接头横截面环焊缝可见未焊透缺陷和内腐蚀痕迹;穿孔部位两侧的组织为针状铁素体+贝氏体。
1.5 力学性能测试
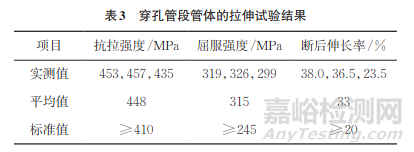
在穿孔管段管体上截取纵向拉伸试样,依据GB/T 228.1—2021 《金属材料 拉伸试验 第1 部分:室温试验方法》,用材料试验机对试样进行拉伸试验,结果如表3所示。由表3可知:管体的拉伸性能符合GB/T 8163—2008的要求。
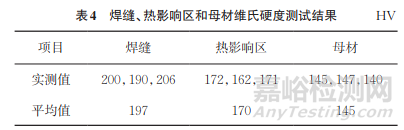
在穿孔管段的焊缝、热影响区和母材上取样,依据GB/T 4340.1—2009 《金属材料 维氏硬度试验 第1 部分:试验方法》对试样进行维氏硬度测试,结果如表4所示。
1.6 扫描电镜 (SEM) 及能谱分析
在管段泄漏部位附近环焊缝上取样,用扫描电镜对环焊缝内表面进行分析,结果如图6所示。由 图6可知:焊缝存在未焊透痕迹。
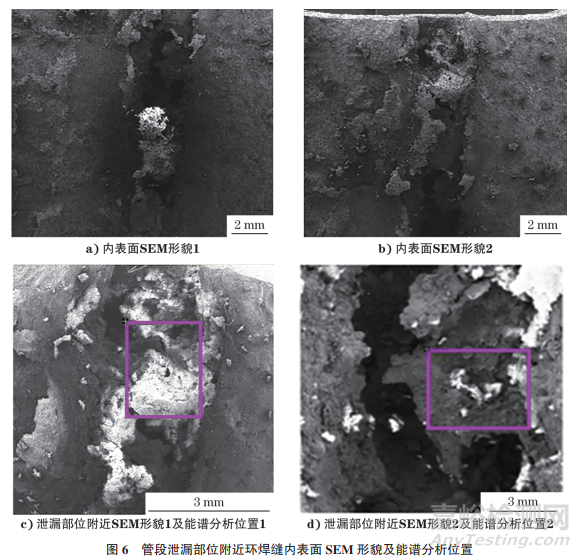
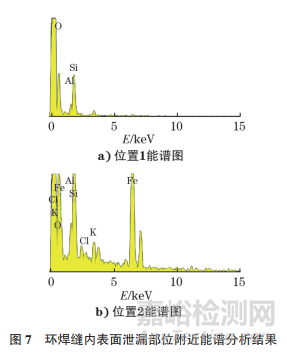
对环焊缝内表面泄漏部位附近进行能谱分析,分析位置如图6c),6d) 所示,分析结果如图7所示。由图7可知:环焊缝内表面泄漏部位附近附着物主要成分是硅的化合物、铝的化合物、铁氧化物、氯化物等沉积物与腐蚀产物。
2、综合分析
由金相检验结果可知:管体材料的组织均为铁素体+珠光体,焊缝熔合区组织为针状铁素体+铁素体+贝氏体,环焊缝热影响区组织为铁素体、珠光体+铁素体,均属于正常组织;环焊缝可见未焊透和内腐蚀痕迹,焊缝附近有机械损伤痕迹。管体材料的化学成分和力学性能均符合标准要求。
未焊透的焊缝与固体沉积物形成缝隙,极易发生沉积物缝隙腐蚀。对现场工况进行调查,发现现场管道中输送的介质是含水天然气,介质属于酸性流体,介质中夹带有固体细颗粒,固体细颗粒沉积后与焊缝内表面形成缝隙,存在缝隙腐蚀现象。
缝隙腐蚀形成条件为缝隙宽度一般不大于0.1mm,并且有介质在缝隙中。缝隙腐蚀发生在金属和合金中,容易钝化的金属和合金更易引起腐蚀,腐蚀介质包括酸性、中性和淡水介质,介质中含有Cl-,更容易引起腐蚀。腐蚀过程为:缝隙内逐渐缺氧阶段,前期缝隙宽度较大,发生吸氧腐蚀,对水中溶解氧进行消耗,随着腐蚀产物的增多,缝隙宽度越来越小,引起缝隙内缺氧,缝隙内外构成氧浓度差电池,其中阳极为缝隙内部金属表面,阴极为缝隙外部自由表面;Cl-迁移进入、溶液pH下降,随着缝隙内缺氧阶段的持续进行,金属Fe在缝隙内部持续溶解,引起缝内溶液中Fe2+浓度升高,为了使得电荷平衡,缝隙外部的阴离子就会迁移进入缝隙内部,缝隙内前期已经形成的氯化物与硫酸盐等金属盐类发生水解反应;随着水解反应的不断进行,缝隙内pH持续下降,pH下降促进了缝隙内金属Fe溶解,相应的缝隙外部临近表面的氧还原速率变快,加剧了缝隙内金属的腐蚀。
通过上述分析可知,环焊缝内壁泄漏部位附近表面物质主要成分为Fe3O4、FeCl2以及Fe(OH)2,与能谱分析结果基本一致。天然气夹带的固体颗粒沉积后与未焊透焊缝内表面构成缝隙,在含水酸性介质作用下发生缝隙腐蚀。
3、 结论及建议
输气管道环焊缝部位发生穿孔的原因为:未焊透焊缝与天然气中的固体沉积物构成缝隙,在含水酸性介质作用下发生缝隙腐蚀,焊缝阳极溶解,导致管道发生腐蚀穿孔。
建议定期清洗管道,避免结垢;对焊接工艺进行控制,并进行焊后检验,防止出现未焊透现象。
作者:王冬林 1,2,冯娟 3,杨坤1,2,闫凯1,2
单位:1.中国石油集团工程材料研究院有限公司;
2.北京隆盛泰科石油管科技有限公司;
3. 延长油田股份有限公司 子长采油厂
来源:《理化检验-物理分册》2024年第7期

来源:理化检验物理分册


