您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-10-08 11:38
一、菱形袋与砖形盒的无菌包装
用来制作无菌包装的菱形包装袋纸,有薄薄的一层聚乙烯膜,该薄膜在200℃的高温用机器覆在纸上。显然,这层薄膜覆盖在纸上的加工过程就相当于消毒过程,但仍可能在随后的搬运、包卷、印刷、运输过程中重新沾污。据说用于巴氏灭菌牛奶的菱形包装袋用纸,再感染菌的程度为0.02个/厘米2。如果这些普通的菱形袋包装纸不经重新杀菌消毒,直接用来包装无菌牛奶,那么只能得到90%的无菌包装品。换言之,有10%的包装品已被染菌,这一数字比通常的灭菌产品允许的限额大得多。必须设法解决由于包装所造成的10%再染菌问题。
菱形袋使用双氧水灭菌,是让包装纸穿过双氧水浴。为了防止因灭菌产品在任何一个可能密封处渗漏而造成无菌率的下降,菱形包装袋纸须先在纸的一面用聚乙烯薄膜复合。覆有塑料薄膜的包装纸,随后穿过双氧水浴做进一步杀菌。约1.1升双氧水可以消毒5000个包装袋用纸。浸渍后,让纸坯在两个挤压辊中通过来除掉纸上过量的双氧水。纸表面留下薄薄的一层液膜,纸筒成型后,采用热压方式使其纵向开口处密封。整个工艺包括一个管状加热器,该加热器由纸筒外另一套管和约1米长围状加料管的电热元件所组成。纸筒的内壁在加热(430℃)5s后,双氧水就分解为氧和水蒸气。新生态的氧有着极强的杀菌能力。结果,使灌装段上部创造了一种干燥和无菌的环境。通过加料管,将灭菌牛奶导入刚经杀菌消毒的干燥且无化学药品的纸筒中。用一副加热钳子,从纸筒的两头向中间移动,并紧紧地压在一起。这种齿合器在两头进行横向封口,结果一个个菱形袋就制成了。这就是连续成型、灌装、封口的牛奶无菌菱形包装的生产工艺原理及大致过程。
无菌砖形盒纸的消毒杀菌原理与无菌菱形袋相同,也是靠双氧水的热化学作用。不过,在砖形盒包装机内双氧水浴本身加热到80℃,并在整个操作过程中,保持这一温度,因而纸不必在双氧水浴中处理之后,再次加热。由于双氧水一点都不加稀释,浓度极高,故氧化性极强,再者处理时间也长,达8~9秒之久,这些因素结合在一起,砖形盒纸的杀菌效果应该是很好的。
二、金属罐、塑料瓶的无菌包装
无菌包装系统主要包括包装容器输入部位、包装容器灭菌部位、无菌充填部位、无菌封口部位、包装件输出部位。但为适用不同的包装容器和包装材料,无菌包装系统的结构也不同。
(一)无菌罐装包装系统
图1所示为无菌罐装包装系统,在这系统中产品与包装罐分别进行消毒灭菌。包装罐由传送带送入机器,然后通过消毒灭菌部位,在此部位包装罐被过热蒸汽消毒灭菌,蒸汽的温度约为200℃,但此蒸汽不是饱和蒸汽,因此这种蒸汽的杀菌效果与热空气相类似。包装罐经过消毒灭菌后,到冷却部位,在此部位过压无菌空气降低包装罐的温度。当包装罐通过充填部位时,预先消毒灭菌的产品在充满过压无菌空气的无菌环境下,充填入罐。然后加上已经过消毒灭菌的罐盖,接口处用特殊设备焊合起来。最后将已封入产品的包装罐由输送带输出。

图1 无菌罐装包装系统
1—包装罐灭菌部位;2—充填部位;3—包装罐盖灭菌部位;4—封罐部位。
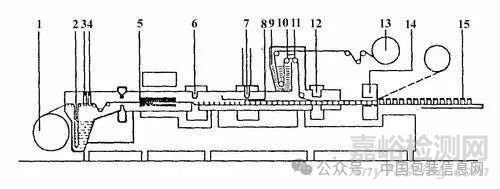
图2 塑料瓶无菌包装系统
1—材料卷筒;2、9—过氧化氢槽;3—吸气吸液工;4、11—干燥空气;5—加热元件;6—热朔材料成型(用无菌空气);7—无菌充填部位;8—充填区域(无菌通道);10—负压干燥;12—真空封口;13—铝材料卷筒(上盖);14—冲剪模;15—输出。
(二)塑料瓶无菌包装系统
图2所示为塑料瓶无菌罐装系统,这个系统采用过氧化氢对包装材料进行化学灭菌,两个塑料卷筒(一个做容器体,一个做容器盖)分别送入系统。卷筒1提供底部材料,卷筒13提供上盖材料。材料经过过氧化氢液洗涤,然后通过3、4两段,在那里过氧化氢或其中一部分因负压而分解,而后由4、11两个干燥器作用而使过氧化氢全部分解。干燥部分也被应用于软化塑料。成型器6使容器成型,成型后的容器通过充填区域8。充填部位保持在过压无菌空气下,充填后容器离开充填部位进入封口部位12。同时上盖的材料通过过氧化氢槽9,再经加热元件10除去氧化合物,然后封口。密封后的包装件输出系统。
(三)塑料袋无菌包装系统
图3所示为塑料袋无菌包装系统。在该系统中两个卷筒塑料薄膜上下合在一起,然后封成各自独立的小袋子。根据塑料材料的种类,可对这些包装袋采用不同的方式灭菌。已经过灭菌的产品用无菌针注进这些预先杀菌的包装袋内,满袋灌装后,在灌装点以下封口,完成无菌包装,输出无菌包装件。
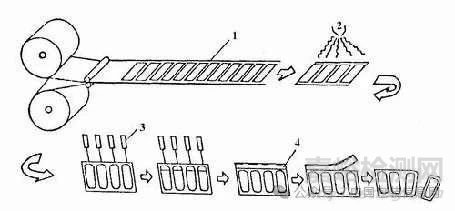
图3 塑料袋无菌包装系统
1—制袋;2—灭菌;3—无菌充填;4—封口。

来源:Internet


