您当前的位置:检测资讯 > 生产品管
嘉峪检测网 2024-10-10 18:17
由于 P3 级别生物安全生产车间内的工艺设备如生物反应器、隔离器、超滤浓缩、高压灭菌器等排出的废水具有一定的生物安全风险,导致其配套安装的活毒废水处理系统(灭菌罐)也应当有相应的生物安全防护措施。对活毒废水处理系统在实际工作中存在的风险点进行了详细的阐述,并根据风险点给出了具体的改进方案和建议。通过对活毒废水处理系统设计、安装及功能等方面的优化,配合辅助设施的使用,从而达到保障系统稳定运行、有效降低生物安全风险、保证疫苗生产人员及环境的安全性的目的。
P3 生物安全生产车间全称叫“生物安全防护三 级生物安全生产车间”,高生物安全风险车间,指用高致病性病原微生物或特定的菌(毒)株生产疫苗的车间。整个生物安全生产车间完全密封,生物安全生 产车间的结构和设施、安全操作规程、安全设备、防护措施能够确保工作人员在处理含有致病微生物时,不受致病微生物的感染,同时通过对生物安全生产车间内空调系统的送、排风控制,保证室内处于负压状 态,从而使生物安全生产车间内部的气体不会扩散到外界而造成污染,保证有毒有害微生物不会外溢。
P3 生物安全生产车间内的生物反应器、隔离器、超滤浓缩、高压灭菌器等工艺设备排出的活性废水也具有一定的生物安全风险,为降低其生物安全风险,设计配套安装有活毒废水处理系统(灭菌罐,见图 1),对有毒废水、废液进行消毒处理后达标排放。
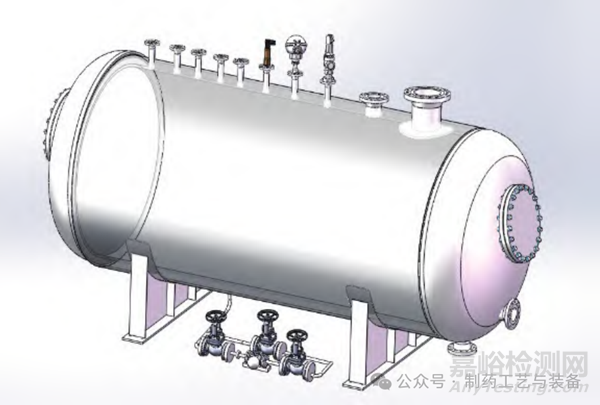
图1 灭菌罐建模图
1、P3生物安全生产车间环境下的活毒废水系统的设计及功能
1.1 P3生物安全生产车间排水、活毒废水处理系统进水管道的设计、安装
P3 生物安全生产车间排出废水内因具有一定的生物安全风险,废水排入活毒废水处理系统,经消毒灭菌后排放。对车间排水、活毒废水处理系统进水管道单独设计,排水管道管径、坡度符合设计要求,确保管道内不存水,直接通向活毒废水处理系统;P3 生物安全生产车间的排水管道与其他区域的排水区分铺设,与建筑物的排水系统完全隔离,避免造成交叉污染,从而降低生物安全风险。
P3 生物安全生产车间设置强制淋浴,在工作人员退出车间时对其表面进行清洁,能够起到保护工作人员的作用;同时,强制淋浴的废水排向活毒废水处理系统,经处理合格后排放,降低了病毒外泄的风险。淋浴间的地面液体收集系统安装有防液体回流的装置,降低了强制淋浴系统被交叉污染的风险。
为尽可能地降低交叉污染风险,P3 生物安全生产车间内每个排水口设计有存水弯或安装防回流装置,如安装密闭阀门、单向阀等,排水管道具有耐压、耐热、耐化学腐蚀的性能要求,安装牢固,无泄漏,便于维护、清洁和检查,从而有效降低生物安全风险。
P3 生物安全生产车间排水管道(即活毒废水处理系统进水管道)上设置通气管道,通气管向上坡度 i 不小于 0.002,能够有效避免排水管道反压造成排水不畅。有压排水管道的通气管道应高于排放口,其高度可根据排放压力设置,通常安装于生产车间的顶部、天台。
同时,为防止有害微生物通过通气管道排入大气,P3 生物安全生产车间排水通气管道出口端设计两级高效除菌过滤器,除菌过滤器的材质通常采用PTFE,其过滤精度不应小于 0.22 μ,且保证通气管口四周通风良好。对高效过滤器定期进行完整性检测、定期更换,并配套在线消毒(灭菌)功能,能够避免更换过滤器时有害微生物外泄的风险。
通风管道上高效过滤器的消毒灭菌方式,通常采用的是 VHP 灭菌。汽化过氧化氢(VHP)生物灭菌技术是一种在常温状态下将液态过氧化氢转换成气态过氧化氢的灭菌消毒方法。利用移动式 VHP 发生器与过滤器预留口进行连接后消毒后,能够快速对过滤器进行消毒处理。因 VHP 灭菌多采用 35% H2O2溶液,在消毒灭菌过程中,汽化 H2O2 被还原成 H2O与 O2,消毒完成后无毒无残留。再配合生物指示卡的使用,能够确保过滤器被消毒完全,对接下来的更换操作无害。如图 2 所示。
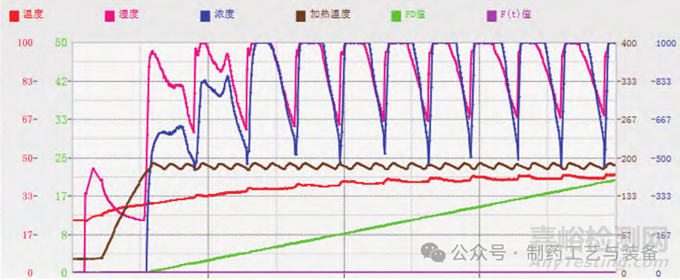
图2 通气管道过滤器在线VHP灭菌曲线图
2、活毒废水处理系统(灭菌罐)的设计及功能
2.1 工作流程
P3 生物安全生产车间环境下的活毒废水处理系统(灭菌罐)的工作流程为注液、加热、保温消毒(灭菌)、排汽、冷却、排水、清洗。

图3 灭菌罐工作流程图
2.2 活毒废水处理系统(灭菌罐)硬件及功能
活毒废水处理系统(灭菌罐)一般由工作内腔、夹套、保温套构成,加热形式普遍为蒸汽加热,蒸汽管道直通内腔通过蒸汽喷射器向腔体内供应蒸汽,同时起到搅拌作用,保证腔内废液的温度均匀性,考虑到生物安全风险,蒸汽管道在进系统前设置单向阀。
系统设置呼吸器及其配套管道,呼吸器滤芯采用除菌级别过滤器滤芯,并具有在线灭菌功能,定期(如一年)对滤芯进行更换,更换前及更换后应进行完整性测试。滤芯在更换前应进行在线灭菌,加热源为工业蒸汽,灭菌温度根据滤芯材质等特点有差异。PTFE 材质的除菌滤芯所采用的灭菌方式为:121℃,灭菌时长≥ 15 min。
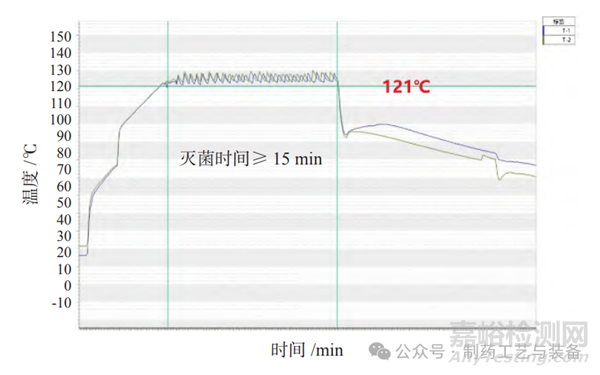
图4 呼吸器在线 VHP 灭菌曲线图
活毒废水处理系统在加热过程中,腔内冷空气由呼吸器过滤后经管道排出。罐内消毒(灭菌)温度≥ 121℃,灭菌时间≥ 15 min。腔内温度探头的设置考虑到最冷点,且不应单一设置,从而保证腔内温度的有效性及代表性。
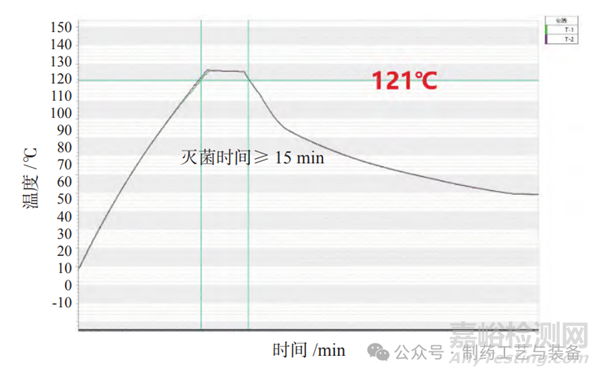
图5 灭菌罐罐体灭菌曲线图
系统在冷却过程中,由管道向夹套内通入冷却水,冷却期间可间歇性向内腔供应压力不低于 2.0 bar的压缩空气以达到搅拌的作用,能够加快废液的冷却过程,考虑到生物安全性,在该压缩空气管道进口设置单向阀。
2.3 活毒废水处理系统里灭菌罐间的配合使用
为保证活毒废水及时处理,活毒废水处理系统(灭菌罐)至少设置 3 台为宜,互为备用,交替循环使用,其中一个处理罐对废液进行消毒灭菌处理时,其他两个灭菌罐处于进液或备用状态,当第一个罐未处理完成,第二个罐进水已满,随即打开第三个罐进水。
2.4 废水取样
在活毒废水处理系统(灭菌罐)中设置取样阀门,可对每个系统单独取样检测,取样阀门应具有在线灭菌功能,在取样前、后对该阀门进行消毒(灭菌),以降低系统及配套区域的生物安全风险。
2.5 活毒废水处理系统(灭菌罐)的应急管道设置
灭菌罐罐底设计无死角应急口 1 个,两罐相连,安装超薄法兰气动球阀。应急管上设置温度传感器、压力传感器及芽孢验证口。工作原理为:当灭菌罐 A故障,需要将废液转入灭菌罐 B,打开灭菌罐 A 应急阀旁的蒸汽阀及灭菌罐 B 应急阀,通入蒸汽与灭菌罐 B 一起加热消毒灭菌 ;当灭菌罐 B 故障,需要将废液转入灭菌罐 A,打开灭菌罐 B 应急阀旁的蒸汽阀及灭菌罐 A 应急阀,通入蒸汽与灭菌罐 A 一起加热灭菌;
应急管道的设计,能够有效保障活水废水处理系统(灭菌罐)在故障时,罐内的有毒废液得到及时、有效地处理,同时也增加了故障处理的可操作性。
2.6 罐内废水泄漏的控制
在活毒废水处理系统(灭菌罐)底部设置围堰,当设备发生故障而导致腔内废液泄漏时,可将泄漏废液集中于相对固定的区域,便于对泄漏的液体进行化学消毒、清理。在围堰内设置漏液报警探头,当发生泄漏故障时,报警装置可第一时间提醒相关工作人员前往应急处置。
2.7 辅助化学消毒装置
在活毒废水处理系统(灭菌罐)设置辅助化学消毒装置,当设备发生故障或其他原因造成罐内废液无法用蒸汽进行消毒时,可启动化学消毒装置,以向灭菌罐内添加化学消毒剂的方式达到消毒目的。辅助化学装置配合应急管道的应用,进一步降低了有毒废液的滞留风险,有效提高了活毒废水处理系统的生物安全性。
3、活毒废水处理系统(灭菌罐)配套设施的设计
3.1 活毒废水处理系统工作区域的设计
活毒废水处理系统(灭菌罐)工作区域应实行P3 生物安全生产车间相同标准的防护管理。
根据《生物安全法》、《疫苗生产车间生物安全通用要求》等法律法规的相关要求,活毒废水处理系统工作区域内各功能房间的压差梯度应满足:涉及病原微生物操作的核心工作间(区)的气压(负压)与室外大气压的压差值应不小于 40 Pa,与相邻工作走廊(或缓冲间)的压差(负压)应不小于 15 Pa,其余房间与室外方向上相邻相通房间的最小负压差应不小于 10 Pa。实例如图 6 所示。
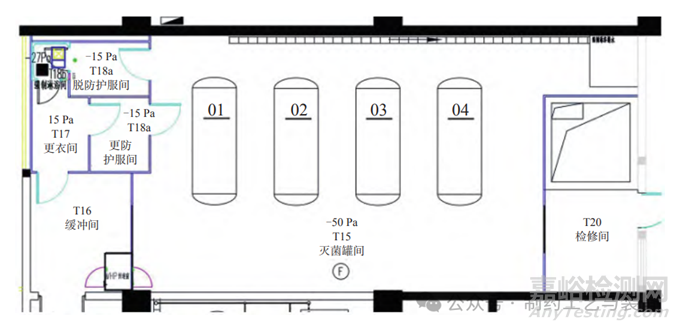
图6 灭菌罐处理区压差梯度图
3.2 活毒废水处理系统的电力供应
活毒废水处理系统(灭菌罐)的控制系统配备UPS,可保证设备在市电断电状态下,控制系统正常运行,所有存储在系统中的用户信息和运行数据均可保存完好,UPS 后备时间应大于 30 min 为宜。
3.3 活毒废水处理系统的压缩空气供应
在外部压缩空气供应故障的情况下,为降低生物安全风险,保证活毒废水处理系统各阀门的正常工作状态,灭菌罐可配套有相对应容量的压缩空气储气罐及其他功能附件,如压力表、减压阀、安全阀等。
3.4 人员、物料进出活毒废水处理系统的要求
因活毒废水处理系统区域为 P3 生物安全生产车间,故工作人员进入活毒废水处理系统区域的需配备相应的防护措施,穿着防护服,佩戴 N95 防护口罩及正压头罩、呼吸机等,为保证发生紧急情况是应急处置的时效性,在 P3 生物安全生产车间域内可配备在有效期内的应急处置防护用品。P3 生物安全生产车间的规范管理以及防护用品的配备,是保障区域内工作人安全的有效措施。
同理,为确保 P3 生物安全生产车间内有害微生物外泄,物料在退出活毒废水处理系统工作区域应经过有效的灭菌措施后方可传出,如高温高压灭菌、VHP 灭菌等。在该区域产生的废弃物做医废处理,也是降低生物安全风险的有效手段之一。
3.5 验证与计量
活毒废水处理系统(灭菌罐)属于特种设备,其制造、使用须符合相关国家压力容器规范要求 ;
为保证设备的消毒有效性,应定期对设备性能进行验证,设备附件(如压力表、压力探头、温度探头等)由具有相关资质的机构进行定期校准。
4、结束语
活毒废水处理系统作为废水排出 P3 生物安全生产车间的最后一道保护屏障,其必要性毋庸置疑。无论是设计还是安装均须严格按照国家相关法律法规及行业标准执行。通过对其设计、功能的优化,能够有效避免有害微生物的外泄。在设备的使用过程中,再通过完善的生物安全管理规程及详细的标准操作规程文件体系作为支撑 ;定期对设备运行状态、各部件运行情况进行详细全面的检查,从而能最大限度地降低生物安全风险,提高对疫苗生产人员、环境的保护力。
参考文献
[1] 国卫办科教函〔2020〕483 号,疫苗生产车间生物安全通用要求 [Z].
[2] 王栋,何蕊,田金强,等,国产化生物安全四级模式实验室建设 [J]. 暖通空调,2020,50(1):10-16.
[3] 张永泽,某生物科技公司废水处理及回用工程实例 [J]. 建筑工程技术与设计,2018,6(13):5109-5110.
[4] 董珊珊,建筑给排水现状及其发展方向 [J]. 建筑工程技术与设计,2017,5(23):5257-5257.
[5] 王冠军,严春炎,武国栋,等,生物安全实验室活毒废水处理工艺研究 [J]. 军事医学,2013,37(1):28-29.
[6] 杨章志 . 疫苗生产企业活毒废水处理—杀菌罐原理剖析 [J]. 医药工程设计,2006,27(1):22-23.
本文作者郭佩超、太祥飞、杜有径、朱毅、吴志超、杨磊,中国医学科学院医学生物学研究所,来源于医药工艺与工程,仅供交流学习。

来源:Internet


