您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-07-06 16:29
夹杂物概念及分类
1、内生夹杂物
钢在冶炼过程中,脱氧反应会产生氧化物等产物,若这些产物在钢液凝固前未浮出,将留在钢中;
Mn+FeO → Fe+MnO
Si+2FeO → SiO2+2Fe
2Al+3FeO → 3Fe+Al2O3
Ti+2FeO → 2Fe+TiO2
溶解在钢液中的氧、硫、氮等杂质元素在降温和凝固时,或固溶体中析出,最后留在钢锭中。
内生夹杂物分布比较均匀,颗粒也较小,正确的操作和合理的工艺措施可以减少其数量和改变其成分、大小和分布情况,不过一般是不可避免的。
2、外来夹杂物
钢在冶炼和浇注过程中悬浮在钢液表面的炉渣、或由炼钢炉、出钢槽和钢包等内壁剥落的耐火材料或其他夹杂物在钢液凝固前未及时清除而留于钢中。它是金属在熔炼过程中与外界物质接触发生作用产生的夹杂物。
这类夹杂物一般特性是外形不规则,尺寸比较大,也无规律,又称为粗夹杂。这类夹杂物通过正确的操作是可以避免的。
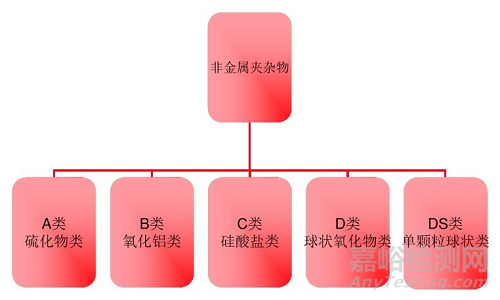
按化学成分分类
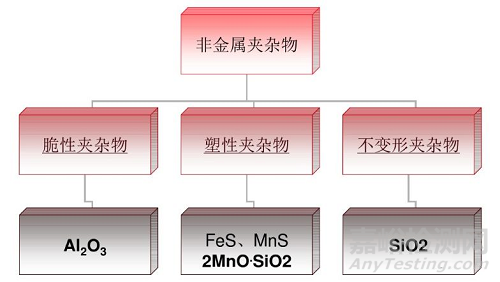
按变形能力分类
按形态与分布分类
A类(硫化物类):具有高的延展性,有较宽范围形态比的单个灰色夹杂物,一般端部呈圆角。
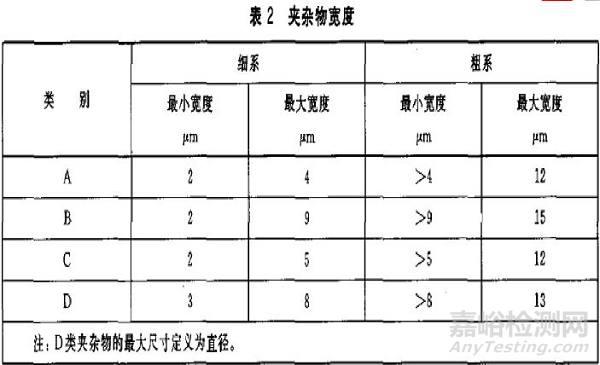
B类(氧化铝类):大多数没有变形,带角,形态比小(一般<3),黑色或带蓝色的颗粒,沿轧制方向排成一行,至少有3个颗粒。
C类(硅酸盐类):具有高的延展性,有较宽范围形态比(一般≥3)的单个黑色或深灰色夹杂物,一般端部呈锐角。
D类(球状氧化物类):不变形,带角或圆形的,形态比小(一般<3),黑色或带蓝色的,无规则分布的颗粒。
Ds类(单颗粒球状类):圆形或近似圆形,直径≥13μm的胆颗粒夹杂物。
非金属夹杂物对钢性能的影响
对使用性能的影响
1、疲劳性能↓
2、冲击韧性↓塑性↓
3、耐腐蚀性↓
对于尺寸小于10μm的夹杂物 促进组织形核,焊接时组织晶粒长大。
(1)由于加入Nb、V、Ti等合金元素,在连铸、加热过程中都会析出,形核C、N化合物(一种微型夹杂物)
(2)钙化处理的硫化物、硅酸盐类以及细小的氧化亚铁
可以细化晶核。有利于钢板的韧性、塑性以及强度
当非金属夹杂物尺寸大于50μm时,降低了钢的塑性、韧性和疲劳寿命,使钢的冷热加工性能乃至某些物理性能变坏。 一般我们钢水中夹杂物尺寸都为大于50μm。 大型夹杂物不利用钢板韧性、塑性以及强度指标。除了这些性能外,还有降低抗酸性能、疲劳性能、表面光洁度以及焊接性能。
对工艺性能的影响
1、 对锻造和冷加工、淬火加热和焊接过程易开裂。
2、 轧制后表面质量以及磨削后零件表面粗糙度降低。
对钢板强度、延伸的影响
当夹杂物颗粒比较大(>10μm),特别是夹杂物含量较低时。明显降低钢的屈服强度,且同时降低钢的抗拉强度;当夹杂物颗粒小到一定尺寸(<10μm)时,钢的屈服强度和抗拉强度都将提高。当钢中弥散的小颗粒的夹杂物数量增加时。钢的屈服强度和抗拉强度都有所提高,但延伸率有很小的下降。
对疲劳性能的影响
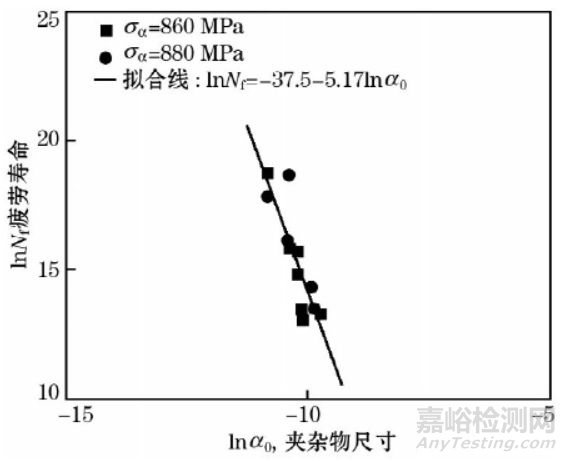
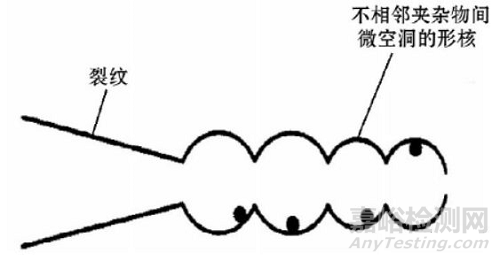
一般认为夹杂物是钢疲劳破坏的起源。结合力弱、尺寸大的脆性夹杂物和球状不变形夹杂物对疲劳性能影响大,而且强度越高,危害性越大,如图1所示。对于高强钢,如果构件表面加工状态良好,裂纹萌生于夹杂物成为主要的疲劳开裂方式。小尺寸的夹杂物可能对裂纹形核影响不大,但是有利于疲劳裂纹扩展。图2为小夹杂物周围的空洞形成和生长示意图,认为韧窝和小于0.5 mm的夹杂物有关。
图1 同一应力水平下的夹杂物尺寸与疲劳寿命
图2 不相邻夹杂物间微空洞形成示意图
失效实例:
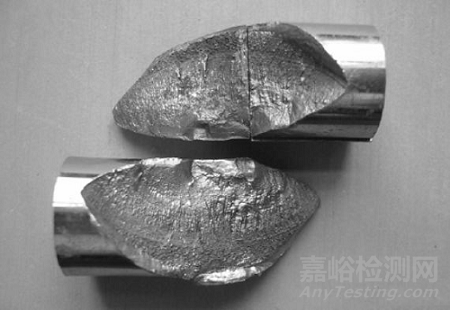
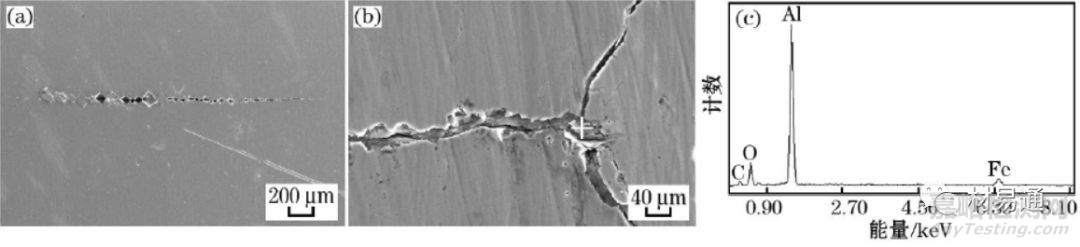
某装备电机弹性轴运行一段时间后断裂,图3为断口宏观形貌,从断口表面宏观疲劳条纹的指向及放射状条纹的走向可以看出,裂纹起始于弹性轴表面,且与轴表面一条纵向条纹相对应。由于裂纹起始部位断口表面磨损严重,原始断裂表面的形态特征不清晰。经对运行一段时间未断裂的弹性轴进行宏观和微观观察,如图4所示,弹性轴表面存在不同
程度纵向裂纹,裂纹发生部位伴有非金属夹杂物,能谱分析结果表明,裂纹中的非金属夹杂物为铝的氧化物。电机弹性轴球状氧化物类夹杂物及单颗粒球状类夹杂物为2.0 级。引起弹性轴过早断裂的主要原因为交变应力作用下,以夹杂物为核心形成疲劳源而发生的疲劳断裂。
图3 断裂电机弹性轴断口宏观形貌
图4 弹性轴夹杂物SEM分析
对耐腐蚀性能的影响
钢中非金属夹杂物是导致钢耐腐蚀性能降低的重要原因。非金属夹杂物与基体钢之间有不同的化学位,与基体钢之间易形成微电池,一旦有环境腐蚀介质存在,就会产生电化学腐蚀,形成腐蚀坑和裂纹,严重者会导致破裂失效。
失效实例:供暖水管过早泄露,材质为Q235B碳素结构钢。图5(a)为泄露水管宏观形貌,在泄露点附近水管表面已发生锈蚀。清除氧化腐蚀产物后,可以看到泄露点所在部位焊缝存在明显沟槽,如图5(b)所示。经过对送检泄露水管和原始水管进行金相、夹杂物、能谱及模拟加速腐蚀试验等综合分析后得出,焊缝部位存在与内表面贯通的氧化物夹杂或复合氧化物夹杂是水管发生局部腐蚀、形成腐蚀沟槽并导致过早泄露的主要原因。在管内含有O2、S、Cl 等腐蚀性介质作用下,非金属夹杂将和与之毗邻的金属铁构成腐蚀电池发生电化学腐蚀导致最终水管泄露。
图5 泄漏水管宏观形貌
对氢致延迟断裂的影响
侵入材料内部的氢或是介质与材料表面电化学作用产生的氢,在一定条件下将不断扩散,较易在陷阱例如夹杂物等缺陷处聚集结合成氢分子,当陷阱处氢分子压力超过材料的强度极限时,形成裂纹核,随着氢的继续扩散、聚集,最终导致材料的宏观断裂。
影响氢致开裂的因素很多,但是对某一特定钢种来说,除去工艺因素的影响外,夹杂物的影响是最主要的。夹杂物是氢的强陷阱,非金属夹杂物(特别是长条状的MnS)周围氢压很高,夹杂物与基体界面的结合强度相对较弱,随着氢压增大会在夹杂与基体界面萌生裂纹。氢致裂纹在夹杂物处形核概率较大。夹杂物级别越多,数量越高时,导致氢致开裂的敏感性越大。
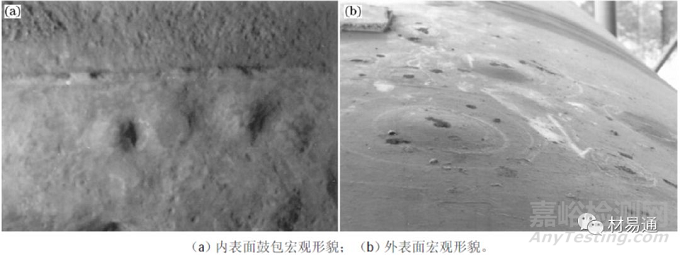
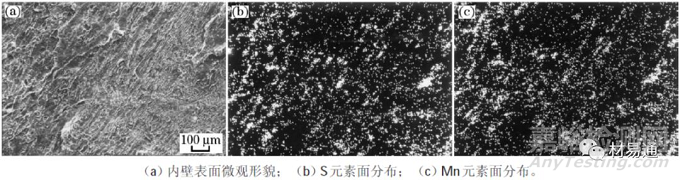
失效实例:某液化石油气公司的200 m3液化石油气储罐,材质为16Mn,板厚24mm,工作压力为1.18 MPa。使用多年后在球罐表面发生开裂鼓包54个,其中20个已经开裂。经金相检验及SEM和能谱分析发现鼓包及附近存在严重的MnS夹杂,鼓包内为氢气。发生鼓包原因是由于阴极析氢反应导致渗入钢中的氢在夹杂物-基体界面缺陷部位聚集并形成鼓包,鼓包表面裂纹是张应力作用下发生的氢致延迟断裂。图6为储罐内外表面鼓包宏观形貌。图7为鼓包内壁表面微观形貌及Mn、S元素面分布图。非金属夹杂物严重是形成氢鼓包及鼓包开裂的材质因素。
图6 储罐鼓包宏观形貌
图7 鼓包内壁表面微观形貌及其Mn、S元素面分布图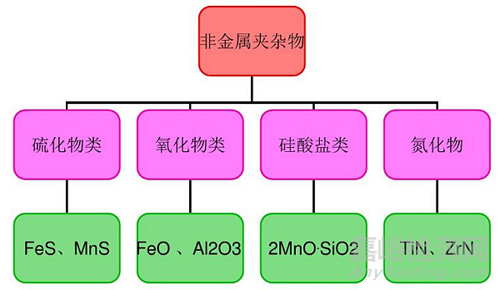

夹杂物控制方法研究现状
1、气泡法去除夹杂物
目前常见的气泡法有钢包吹氩法、中间包气幕挡墙法、增压减压法以及超声空化法。
1.1 钢包吹氩
钢包吹氩是将恒定的氩气通过喷枪吹入钢水中,见图8运动的气泡受浮力向上运动,在此过程中气泡吸附夹杂物使其被去除。
图8 钢包底吹氩示意图
1.炉墙 2.渣 3.塞杆总成 4.钢水 5.Ar气 6.多孔塞
1.2 中间包气幕挡墙
用中间包气幕挡墙技术去除夹杂物是在20世纪末发展起来的。其原理见图9通过中间包底部的排气管或透气装置将氩气送入到钢水中,气泡垂直于钢水移动方向向上移动,形成的气泡对钢水起阻碍作用。钢水流经气幕屏障时,夹杂物微粒被上升气泡捕获,增加夹杂物上浮动力,从而使钢水达到洁净的目的。
图9 气幕挡墙中间包示意图
1.钢床 2.塞棒 3.下渣堰 4.氩气泡 5.气幕挡墙
1.3 增压减压法
1990年初,日本NKK公司提出了增压减压法去除钢中夹杂物的技术。原理见图10,分为3个步骤:①通过增加压力将过饱和的氮气溶于钢水;②快速降压,在夹杂物表面的气泡不断地形核长大;③气泡夹杂物上浮,最终与钢水相分离。
图10 增压减压法原理示意图
1.4 超声空化法
超声空化法是指利用超声波搅拌引起空化作用产生大量微小气泡(直径为几十μm左右),这些气泡向上运动的过程中增大了夹杂物碰撞聚合长大的几率,从而促使钢水中显微夹杂物的去除。
2、电磁净化法
结晶器内电磁场去除夹杂物的方法主要包括电磁搅拌与电磁制动。电磁搅拌是指在电磁场力的作用下,结晶器内的钢水的流场发生改变,消除了再循环区,延长了钢水中夹杂物的滞留时间,提高夹杂物碰撞概率,促进夹杂物在结晶器中心碰撞和聚结、上浮。电磁制动
是指静态磁场产生与钢水流动方向相反的电磁力,降低了结晶器内钢水的冲击深度,防止卷渣。此方法对夹杂物颗粒尺寸无具体的要求,该工艺在电力资源丰富的国家及区域应用较为广泛。
3、夹杂物的改性处理
利用气泡能够带动夹杂物上浮来去除钢中的夹杂物,从而提高钢的洁净度,但是对颗粒细小的夹杂物,尤其是高熔点的氧化类夹杂物的脱除效果并不理想。而这些高熔点氧化物会造成水口结瘤,堵塞水口。这类夹杂物在生产实际中需要经过改性处理加以控制。夹杂物改性的主要原理是在脱氧过程中具有高熔点、脆性特点的夹杂物会被改性成为具有低熔点、塑性特点的夹杂物,夹杂物上浮变得较容易,从而使钢水得到净化,钢材质量得到提高。图11为脆性夹杂物Al2O3的改性处理机制。首先在LF精炼过程中Al2O3会变为MgO-Al2O3或CaO-Al2O3类夹杂物,经过Ca处理后,进一步转变为低熔点系夹杂物,且钢水中的某些元素会向其夹杂物中溶解,在这一过程中Al2O3夹杂物的形态性质都发生了变化,从而改善水口被堵塞的情况。
图11 夹杂物改性示意图
4、夹杂物微细化控制(“氧化物冶金技术”)
有研究者发现,对钢的性能影响最大的夹杂物尺寸是在50μm以上,那些几μm以下的微小夹杂物在凝固和钉扎过程中可作为一些化合物如硫化物、氮化物以及碳化物的异质形核核心,通过控制夹杂物的大小、形状、数量和分布,提高钢材的性能。奥氏体晶粒的形核长大会受到经过高温细化的夹杂物的抑制,从而使晶内和晶界铁素体合理的匹配被控制,既避免了粗大的奥氏体晶粒的形成,又进一步细化结构,提高钢的强度和韧性,这是氧化物冶金的基本思想。该思路是1990年由日本学者首先提出的,这一概念的提出为夹杂物的控制提供了思路,目前在国内外也成为研究热点。新日铁开发了Ti-O处理技术,此项技术是采用钛脱氧钢种,钛氧化物在更高的温度时依然保持稳定,提高了在焊接热循环中的作用,后又开发HTUFF技术,这项技术不仅有Ti-O处理技术的优势,还能改性夹杂物,提高HAZ的低温韧性;另外,新日铁于2004年提出JFE EMEL技术,这项技术是基于合理控制Ti-N比以及B元素含量来改善组织韧性,提高大线能量焊接性;神户制钢的TMCP技术不仅有效利用TiN析出物的KST处理改善了钢的韧性,并且在大热量输入焊接HAZ细化贝氏体组织,减少了MA的岛状硬化组织,实现了“无变形”钢的实用化。
钢中夹杂物控制技术的比较
随着技术的不断改进,去除夹杂物从气泡去除、电磁净化、过滤分离、夹杂物改性等方法到近年来氧化物冶金控制夹杂物的应用,应用的方法越来越多,应用的范围越来越广,使得冶金的功能及处理效果取得长足的进步。不同夹杂物去除技术的比较见表3。由表3可知,对于颗粒较大,易生成的非金属夹渣通常在钢包与中间包内采用气泡去除法,气泡法设备简单,操作容易,成本较低,在工业生产中应用广泛,针对于大型夹杂物的去除效果良好,但对于微小夹杂物的去除效果较弱。电磁净化法适合的工艺较为广泛,操作也灵活,但是设备较复杂,需要的电力资源也比较大,在有着丰富电力资源的国家应用广泛。夹杂物改性针对于高熔点的夹杂物,将脱氧生成的高熔点脆性夹杂改性生成低熔点的塑性夹杂,改变夹杂物的性质,减少高熔点脆性夹杂的危害,去除效果良好,在生产实际中也得到了应用。氧化物冶金技术备受关注,该项技术是一个变害为利的过程,不仅有效地降低了夹杂物对钢材性能的不利影响,而且也避免了去除夹杂物以及改性夹杂物的复杂过程,组织得到优化,产品性能得到改善,尤其是焊接性能,具有重要的应用前景。
表3 不同夹杂物控制技术的比较
结语
(1)通过对钢铁冶炼过程中去除夹杂物的不同手段分析可知,利用气泡法可有效地减少钢中大型夹杂物的数量,生成弥散的微小气泡对去除更加有利,操作简单,设备投资较少。
(2)电磁净化和过滤器还可以去除细小的夹杂物,但设备较复杂,需要考虑电力资源的供应。
(3)夹杂物改性技术的使用将夹杂物的熔点降低,夹杂物颗粒细化,从而夹杂物易于上浮,钢的洁净度有所提高,钢材的性能得到改善。
(4)氧化物冶金技术不需要进行复杂夹杂物去除和改性处理,而是利用其某些细小夹杂物自身的形核特点来优化组织,提高钢材性能,尤其为焊接用钢的发展提供了新思路。
夹杂物控制方法部分出自《钢中非金属夹杂物控制技术发展现状及展望》
作者:郄亚娜




来源:材易通


