您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2024-05-08 16:11
G18NiMoCr3-6低合金高强度铸钢经调质处理后具有较高的强度、良好的塑性和韧性,可用于生产轨道交通中的关键零部件。但合金钢的砂型铸造易受铸件尺寸、壁厚、原材料、气候、操作方法等因素的制约,铸件经常出现缩松、砂眼、气孔、夹杂等铸造缺陷。对于铸件表面较大的缺陷,在热处理前可对其进行补焊。为了严格控制G18NiMoCr3-6钢缺陷的补焊质量,必须进行焊接工艺评定,以验证焊接及焊后热处理工艺的正确性。某单位制备了焊评试验用焊接接头,其母材材料为 G18NiMoCr3-6铸钢,焊材选用CHE857CrNi低合金高强钢焊条,采用焊条电弧焊焊接,焊后接头的宏观形貌如图1所示。对焊后接头整体进行调质热处理,其工艺为:900℃,3h,油冷+560℃,3h,油冷。在对焊接接头进行力学性能测试过程中,发现试样的低温(-40℃)冲击性能不合格。研究人员采用一系列理化检验方法查明了G18NiMoCr3-6铸钢焊接接头低温冲击性能不合格的原因,以避免该类问题再次发生。
1、 理化检验
1.1 力学性能测试
在图1所示位置的焊接接头上取力学性能测试试样,依据GB/T 2651—2008 《焊接接头拉伸试验方法》对试样进行拉伸试验,其中冲击试样为夏比V型缺口,缺口位于焊缝金属上,缺口面平行于接头。依据GB/T 2650—2022 《金属材料焊缝破坏性试验 冲击试验》对试样进行低温冲击试验,结果如表1所示。由表1可知:焊接接头的拉伸性能满足标准要求,试样的低温冲击吸收能量的平均值仅为8.8J,远低于技术要求(≥27J)。


1.2 宏观观察
冲击试样断口的宏观形貌如图2所示。由图2可知:断口齐平,呈银白色结晶状,可见放射状条纹,无纤维区和剪切唇,仅存在放射区,为宏观脆性断裂;断口A区放射纹较细腻,B区放射纹粗糙。试样在摆锤冲击力的作用下,缺口侧(A区)受拉应力,不开口侧(B区)受压应力,当裂纹进入压应力区时,压缩变形对裂纹起到了阻滞作用,使裂纹扩展速率变慢。

1.3 化学成分分析
在焊接接头的垂直于焊缝处取样,对试样进行化学成分分析,结果如表2所示,可见焊缝金属的化学成分满足焊材产品标准对熔敷金属的要求。

1.4 扫描电镜(SEM)及能谱分析
冲击试样断口的SEM形貌如图3所示。由图3可知:裂纹源区呈沿晶断裂特征,断口晶粒大小与淬火加热时的奥氏体晶粒大小相当;裂纹扩展区均呈“冰糖块状”的沿晶断裂形貌,存在沿晶二次裂纹和少量准解理花样;断口晶面上存在大量析出物,其中包括较大颗粒析出物和较小颗粒的析出物薄壳,还有夹杂物及夹杂物脱落后留下的显微孔洞。

对断口晶面上的较大颗粒析出物和准解理区域的金属基体进行能谱分析,结果如图4和表3所示。由图4和表3可知:析出物主要含有 Fe、C 等元素,其中C元素质量分数为15.92%,Fe元素质量分数为83.42%,Si、Mn、Cr、Ni等元素含量较少;金属基体的C元素含量远低于析出物,Si、Mn、Cr、Ni等元素含量均高于析出物,可以推断析出物主要为Fe3C。


将断口处焊缝金属磨抛后,观察夹杂物的SEM形貌,并对夹杂物进行能谱分析,结果如图5所示。由图5可知:夹杂物呈球状,主要含有O、Al、Mn等元素,夹杂物为球状Al、Mn氧化物。

1.5 金相检验
对焊缝金属抛光面进行金相检验,结果如图6所示。由图6可知:焊缝金属中含有大量球状夹杂物;焊缝金属显微组织为回火索氏体,晶界清晰,可观察到条状析出物和球状夹杂物沿晶界分布。

1.6 回火工艺试验
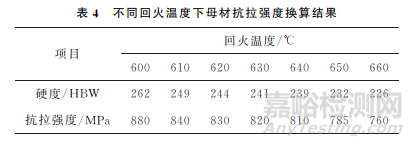
采用相同材料、相同焊接工艺制备回火试验用接头,接头整体经900℃淬火后,垂直于焊缝将其切割成7块,用不同温度回火,保温3h,油冷。分别对不同回火温度下的焊缝金属及母材的冲击性能和布氏硬度进行测试,结果如图7所示。由图7可知:在640~660℃回火温度下,焊缝金属及母材的冲击吸收能量不小于27J;在同一回火温度下,母材的硬度均低于焊 缝 金 属。为保证焊接接头的强度满足要求,将母材硬度近似换算成抗拉强度,结果如表4所示,可见在600~650℃回火温度下,母材的抗拉强度满足标准要求。

2、 综合分析
根据上述理化检验结果可知:焊接接头的拉伸性能满足标准要求,焊缝金属的化学成分满足焊材产品标准要求。焊缝金属的显微组织为调质后的正常回火索氏体,但在晶界分布有大量球状夹杂物,促进了晶界的弱化。在560℃ 回火温度下,冲击试样断口呈沿晶断裂特征,在焊缝金属断裂晶面上沿原奥氏体晶界析出了大量Fe3C薄壳,降低了晶界的结合力,使材料的韧-脆转变温度升高,导致焊接接头冲击试样在-40℃的环境下发生脆断,断裂性质为典型的高温回火脆性断裂。
高温回火脆性又称可逆回火脆性,在640~660℃回火温度下,焊接接头的冲击吸收能量为37.2~53.6J,满足技术要求。说明在640~660℃回火可以避开回火脆性温度,提高材料的韧性,这也是第二类回火脆性的典型特征。
3、 结论及建议
G18NiMoCr3-6铸钢焊接接头低温冲击性能不合格的原因为:焊缝金属在560℃回火时产生了高温回火脆性,沿原奥氏体晶界析出了大量Fe3C薄壳,弱化了晶界结合力,同时沿晶界分布的球状夹杂物降低了材料的低温冲击性能。
建议重新制定回火工艺参数,避开高温回火脆性温度,在640℃回火可以使焊接接头的拉伸性能和低温冲击性能同时满足标准要求。

来源:理化检验物理分册


