您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-06-21 12:53
汽车轻量化是大势所趋,铝合金替代传统钢材已成为轻量化重要的技术途径。汽车属于耐用消费品,用车环境复杂多变,为满足消费者使用需求,整车制造厂要研究铝合金替代件的品质管理要件。文章以汽车覆盖件常用的6000系列铝合金板材材料特性评价为例,从定量及定性两方面介绍了评价铝合金板材的指标与验证方法,可作为汽车制造厂的研究参考。
关键词:铝合金;汽车覆盖件;材料特性;评价方法
我国作为汽车产销大国,汽车产业是国民经济的支柱产业。根据中汽协发布的数据[1],2022年汽车产销分别完成了2 702.1万辆和2 686.4万辆[2]。其中新能源持续爆发式增长,产销分别完成了705.8万辆和688.7万辆,规模已连续8年蝉联全球第一。随着中国汽车产销量的不断攀升,节能环保已凸显为汽车行业发展的重要课题。汽车轻量化技术是解决节能环保课题的有效手段之一,相关研究表明,如果小汽车整备质量能够削减100 kg,相当于每百公里油耗可降低大约0.7 L[3];如果整车质量减重达到10%时,电能消耗可削减5.5%,续航里程可增加5.5%[4]。在汽车制造中,材料轻量化是实现汽车轻量化的重要技术途径。铝合金材料具有较高的比强度和比刚度,有良好的塑性和耐腐蚀性能,已成为汽车轻量化的主流材料。
车用铝合金的应用
根据合金元素的含量不同,可将铝合金归类为不同族类。按照国家标准《变形铝及铝合金牌号表示方法》(GB/T 16474-1996)[5],变形铝材按其化学成分分为不同系列牌号,以四位字符表示,如表1所示。
表1 铝合金牌号表示方法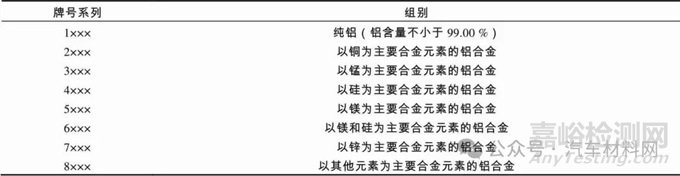
根据材料加工工艺与方法的差异,车身用铝合金材料系列分类如图1所示。4000系列铝合金硅含量高、熔点低、熔体流动性好,在汽车行业主要用于制造铝合金焊接添加剂,如钎焊板、焊条和焊丝。此外,该系列合金具有较高的耐磨性和耐高温性,还被用于制造活塞和耐热零件。8000系列铝合金主要是铝箔,电池行业运用较多。
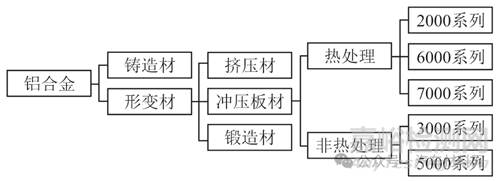
图1 车用铝合金材料分类
汽车铝合金覆盖件的应用特点
汽车属于耐用消费品,消费者非常看重汽车部件材料的耐久性及可靠性。作为轻量化材料而广泛应用的铝合金,其性能既要满足高效率的工业生产要求,也要保证汽车使用过程中的各种品质性能满足顾客的需求。例如:5754、5182和5052牌号铝合金,具有密度低、抗拉强度高、延伸率高、疲劳强度好特点,广泛应用于车身内板;6016、6022、6111、6181等牌号铝合金可热处理强化,具有良好的冲压成形性,在成形表面不容易出现罗平线,主要被应用于车身外板;7003、7075等牌号铝合金强度、耐磨性及韧度更高,多应用于前纵梁等零部件[6]。
其中对于车身覆盖件(车门外板与机舱盖外板),由于除了强度、耐久性外,还有消费者能直接看到的零部件,因而其加工性能、成形性能(造型)、与涂料兼容性等还需要重点考虑以下方面。
1)良好的成形性。铝合金板材主要用作汽车冲压车身板和零部件,要让板材在各种复杂的冲压变形应力状态下具有较高的成形空间,材料要具备屈强比低、成形性能好、成形极限高的特点。
2)保持表面光滑。铝合金板应具有良好的翻边延展性,成形后表面光滑,不会出现罗平线,不会造成冲压成品涂装后光泽不一致的现象。
3)良好焊接及结构胶的附着性能。为了满足零件焊接工艺的性能要求,要求铝合金板材具有良好的焊接性能。同时,不同零件之间有很多结构胶连接,也要求板材具有良好的附着性能,满足各种型号结构胶的涂布。
4)良好烘烤硬化性。板材在冲压变形前较软,成形性要好,但在冲压成形零件烘烤后,成品屈服强度明显提升。高的烘烤硬化性将会赋予零件高的抗凹痕性能。由于铝合金的烘烤硬化性和钢的明显不同,而传统汽车企业的油漆烘烤工艺是针对钢板设计的,因此,铝合金板的烘烤硬化性要与钢板油漆工艺兼容。
5)一定的抗时效稳定性能。铝合金板出厂后,在整车厂冲压生产前不可避免要经历一段储存和运输的时间。如果板材的抗时效稳定性差,冲压性能就会变差,出现皱皮现象甚至拉裂,影响汽车外板的表面质量。
铝合金板材试验方法及评价指标
在汽车生产制造中,将车身覆盖件的工业应用要求转化为定性或定量的技术指标,进而成为整车生产厂对铝合金板材的评价依据,参考如下。
3.1 机械特性
试验方法:材料机械特性评价通常采用单向拉伸试验方法,单向拉伸试验是一种普遍试验方法,用于评价板料的力学性能及冲压成形性能。通过拉伸试验可以测得材料的屈服强度、抗拉强度、总伸长率、弹性模量E、加工硬化指数以及这些指标在板面内的各向异性值。通过单向拉伸试验可绘制材料塑性变形过程的应力-应变曲线,直观地看出材料的应力-应变关系。
参考标准:JIS Z 2241(测试片:JIS Z 2241 No.5);
评价指标:屈服强度≤145 MPa;抗拉强度≥175 MPa;延伸率≥24%(在所有方向都能满足)。
3.2 化学成分
试验方法:X射线荧光光谱仪是一种快速的、非破坏式的物质测量方法,其原理是X射线管通过产生入射X射线(一次X射线),来激发被测样品。受激发样品中的每一种元素会放射出二次X射线(又叫X荧光),不同的元素所放射出的二次X射线具有特定的能量特性或波长特性,同时还与这种元素在样品中的含量有关。探测系统测量这些放射出来的二次X射线的能量及数量或者波长。然后,仪器软件将探测系统所收集到的信息转换成样品中各种元素的种类及含量,评价指标如表2所示。
表2 铝板化学成分品质管控基准
3.3 微观组织
试验方法:金相组织观察主要是指利用显微镜、将试样放大100~1 500倍率来研究金属及合金组织的一种方法。先对试样进行取样、镶嵌、打磨、抛光及腐蚀,然后用金相显微镜观察得到的金相组织形态,再利用金相显微镜自带的拍摄系统对所观察的金相组织进行拍照观察。
评价指标:组织均一,无粗大析出物、偏析带等。结晶粒径:45 μm以下。
3.4 面粗度
试验方法:采用触针法,利用针尖曲率半径为2 μm左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,还可用记录器记录被测截面轮廓曲线。
评价指标:光面(冷轧态)(Mill Finish, MF):0.1 μm≤Ra≤0.7 μm;电火花钝化纹理(Electron Dis- charge Texture, EDT):0.1 μm≤Ra≤1.5 μm。
3.5 疲劳特性
试验方法:参考《金属平面弯曲疲劳测试方法》(JIS Z 2275),对金属试样反复施加与板面正交的弯曲力矩,研究板材经受循环负荷作用的断裂过程、从而评定材料的疲劳强度。
评价指标:循环次数107,耐久比在0.4以上。
3.6 弯曲性
试验方法:用附加10%预变形(标点间50 mm)的JIS Z 2241 5号,相对弯曲半径R/t≤0.5,弯曲180°,主要观察试样在弯曲试验后的表面是否会产生裂纹。
评价指标:弯曲表面无有害的裂痕。根据限度样品判定,如图2所示,L/C/D方向都满足要求。

图2 弯曲表面限度样品
3.7 成形表面品质
试验方法:参考JIS H 4000第5.1项,通过Φ100的圆筒加工测试将平面预变形6%,用磨砂纸研磨圆筒部,通过目视确认。
评价指标:成形后表面品质,不出现限度样本中不可接受的等级表现,如图3所示的波纹图案、橘皮图案。
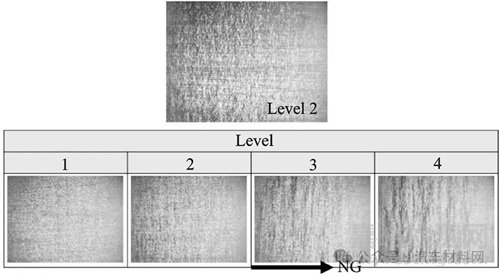
图3 成形后表面品质限度样本
3.8 BH特性
试验标准:根据JIS Z 2241,预应变5%在烘烤温度170 ℃保持20 min。
判断基准:屈服强度≥180MPa、抗拉强度≥240MPa、延伸率≥16%(所有方向都能满足)。
3.9 时效检验
可热处理强化的6000系铝合金是理想的轻质汽车车身外板材料,其最大的特点是可在低屈服强度的固溶处理T4状态下供货,具有良好的冲压成形变形能力。其时效强化可借助最终的烤漆固化处理同时进行,进一步提高了材料的性能,具有良好的最初成形性和最终使用性能。一般而言,板材采购周期设定为3至6个月为宜。实际应用时,需要将铝板材料放置一段时间后,再对机械特性、烘烤硬化特性、弯曲性关键指标进行试验检证,确认材料特性是否符合标准要求,并以此时效周期来指导铝合金板材采购周期时间的设定。
结论
整车制造厂导入铝合金板材覆盖件时,需要对铝合金板材进行系统的材料特性研究实验,重点对机械性能、微观组织、化学成分、面粗度、疲劳特性、弯曲性能、成形表面品质、BH特性、时效性等指标进行确认,作为板材性能的重要评价依据。此外,整车制造厂还需要对板材的点焊性能、表面处理性能、车体各种型号密封胶的适合性进行验证,最终综合评价铝合金板材是否满足整车量产要求。
参考文献
[1] 中国汽车工业协会,中国汽车技术研究中心有限公司,北京汽车集团有限公司.中国汽车工业发展报告(2023)[M].北京:社会科学文献出版社,2023.
[2] 张袁.汽车用铝合金板料冲压成形性研究[D].合肥:合肥工业大学,2013.
[3] 徐肖.铝合金冲压成形工艺研究[J].现代制造技术与装备,2019(1):83-84.
[4] 王鸿波,何昌协.铝合金车身板材在汽车轻量化中的应用[J].世界有色金属,2018(7):186-187.
[5] 中国国家标准化管理委员会.变形铝及铝合金牌号表示方法:GB/T 16474-1996[S].北京:中国标准出版社,1996.
[6] 张琪.汽车覆盖件用6xxx系铝合金板材的研究、产业化现状及发展趋势[J].有色金属加工,2020,49(1): 1-5.
来源:期刊:《汽车实用技术》 作者: 钟坪和

来源:Internet


