您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-11-20 12:13
导读
环焊缝质量关系油气管道本体质量和安全运行,根焊是环焊缝的关键部位,准确识别和评判根焊缺陷意义重大。
中俄东线管道建设工程在采用CRC全自动焊接技术的基础上,结合全自动超声波检测技术,对根焊质量进行评估。这一方法在及时准确识别环焊缝根焊缺陷方面发挥了重要作用,从而确保了后续焊接作业的质量和工程建设的顺利进行。
1.全自动超声波检测概述
全自动超声波检测系统根据焊缝坡口的不同分区,由电子系统控制相控阵探头对各个分区进行扫描。每个分区配备了相应的聚焦通道用于检测,检测结果以双门带状图的形式呈现。此外,还结合了TOFD(超声波衍射时差法)和体积通道扫描功能,以增强检测的准确性。
通道代表一个阵元超声波束的剖面数量,每个阵元对应一个通道,以防止相邻几何反射体引起的干扰信号以及相邻波束之间的过度重叠。
根焊检测一般采用一次波扫描根部通道,以PE模式(超声波束自发自收)或PC模式(超声波束一发一收),超声波束全覆盖整个根部区域,波束应垂直于根焊区坡口入射并在根焊区坡口聚焦,同时由根部体积通道检测对体积性缺陷进行识别。
根部体积通道可采用40°~70°的一次波进行扫描,不应采用聚焦波束。
全自动超声波扫查图分为上游通道、上游体积通道、上游根部体积通道、TOFD通道、下游根部体积通道、下游体积通道、下游通道带状图,主要对各通道检测信号进行识别并据此评判根焊缺陷情况。
2.环焊缝坡口及模拟试块
1)环焊缝坡口形式
全自动超声波检测通常根据待检测焊缝的坡口形式和壁厚等参数,将焊缝在壁厚方向划分为2至3毫米高的分区,并按照焊缝检测工艺对试块的坡口进行相应的分区模拟。
中俄东线某段管道的管径为1219mm,壁厚为18.4mm,环焊缝的CRC坡口形式如图1所示。根部坡口的角度为37.5°,高度为1.6mm,钝边高度为1.1mm。

(图1 中俄东线1219mm管道CRC坡口示意图 壁厚18.4 mm)
2)模拟试块根部标准反射体设置
模拟含有根部缺陷的试块用以验证检测工艺。根部标准反射体与根部坡口角度一致,当根部高度不大于2mm时,应选用垂直高度不大于1 mm的方槽或尖角槽。
本次采用高1mm、宽1mm、长10mm的方槽作为根部标准反射体。
根部探头对应发射角度为52.5°的根部熔合线上的反射体。
时间门用来设定超声波扫查范围,滤掉指定区域以外的反射信号,波幅门在时间门范围内采集波幅信号。时间门通常为熔合线前4mm~5mm,但是要延伸到根部底面远侧端部,波幅门通常设置在熔合线前4mm~5mm、中心线后1mm。
当没有反射体信号或者信号在时间门外显示,可提示检测人员对导轨不正、错边和波幅门的虚假信号进行判定等,用来监控导轨位置是否正确。
3.根焊检测信号及判别方法
1)带状图任一侧两个时间门信号不同但连续。一个原因是导轨不正,造成信号在时间门连续的轻微改变。
再一个原因是导轨距离焊缝中心线没有精确到200mm,可能在焊接前没用划线器划线。
如果任一侧的时间门误差大于正负1mm,将被要求重新固定导轨重新扫描,这种差别可以通过根部体积通道扫描进行监控。
2)焊道两边上下游时间门信号不同,可能原因是焊道有分支或焊道成形不良。焊道成形不良通常在钝边通道也有相应的几何反射信号。
如图2所示,钝边总是垂直的,钝边通道如果采用PE模式,该通道的超声波束容易打在根部几何反射体上,一般结合两侧的钝边通道反射信号,根部通道和在时间闸门的位置进行判定,红蓝标尺线之间根部通道时间门较长,钝边通道显示伪像波幅信号,这就是根部的几何反射信号。

(图 2 下游钝边通道显示的根部几何信号示例)
3)在同一侧的带状图时间门不同或者出现跳门。一个可能原因是错边。错边虽不评为缺陷,但必须要正确判定为错边。一般通过检查TOFD通道底面波的分叉现象,错边处显示双底面波形等。
4.超过波幅门信号的识别及判定
1)当根部信号的波幅超过闸门(波幅信号从绿变红)时,首先要检查该信号是否位于熔合线处或中心线以外。
2)检查相应的根部体积通道,以验证或确认该反射信号。相关信号可能在对侧根部体积通道中出现,即上游偏离时间门中心的信号可能在下游侧体积通道显示,反之亦然。
3)检查TOFD通道是否显示近表面的信号。缺陷端点的衍射信号可能接近底面波的不连续线,但底面波可能掩盖根部信号。如图3所示,根据时间门的长短,可以看到根部、钝边和热焊通道中既有根部几何反射波,也有根部未熔合缺陷信号。

(图3 根部通道既有未熔合缺陷信号又有几何反射信号)
4)如果出现根部多通道信号,应检查TOFD底面波信号,以判断是否存在根部开口缺陷或裂纹。
5)如果反射信号出现在闸门中间位置,可能表示坡口未熔合,通常该信号连续、波幅较大且长度较长。如果在钝边通道中也观察到相关信号,则可能存在根部断弧、未熔合、裂纹或错边等问题。如图4所示,红蓝线之间的带状图和根部体积通道明显显示出这是一个根部未熔合缺陷。
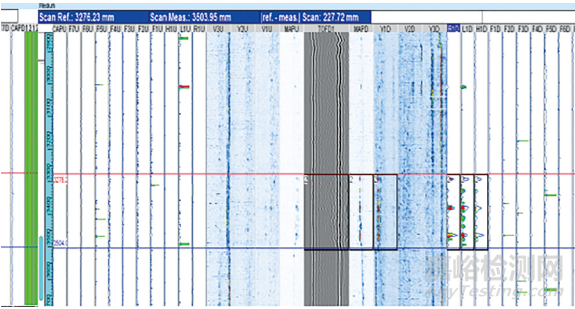
(图 4 根部未熔合缺陷)
5.结论
通过全自动超声波检测,中俄东线某段1219毫米大口径管道建设工程在单日内检测焊口超过75道,且一次合格率高达97.5%,显著提高了检测效率。
在工程初期的全自动超声波检测过程中,检测准备、导轨安装和试块校准等环节尚不够熟练和精确,导致扫查图中出现了许多干扰信号波和几何反射信号,使得根部缺陷的识别和评判变得困难。
最终,通过重新扫查并结合射线检测进行及时验证,确保了根焊缺陷评判结果的准确性,同时积累了全自动超声波检测评图的经验。
判图人员应有效识别根部通道、TOFD通道和体积通道的带状图信号,并结合试块校准图进行综合分析,以准确评判根部焊接质量。
来源和声明
本文来源:AI汇总参考自《全自动超声波检测识别评判根焊缺陷方法》一文

来源:Internet


