您当前的位置:检测资讯 > 监管召回
嘉峪检测网 2018-04-18 09:24
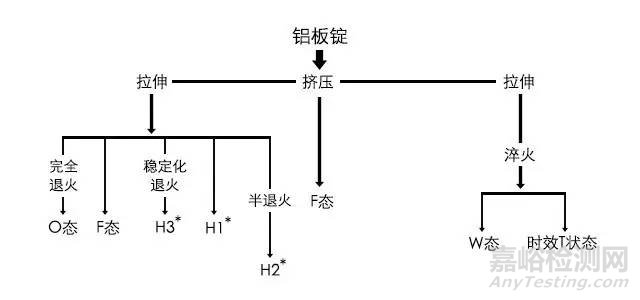
变形铝及铝合金根据具体使用要求的不同采用的加工方式也不同,其主要加工方式包括热加工、冷加工、固溶热处理、时效处理、退火处理等方式。按照不同的加工方式可对铝加工产品的状态归纳如下:
| 状态名称 | 介绍 |
|
H 加工硬化状态 |
适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理 |
|
O 退火状态 |
适用于经完全退火获得最低强度的加工产品 |
|
T 热处理状态 不同于F、O、H状态 |
适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。T代号后面必须跟有一位或多位阿拉伯数字(一般为热处理强化型材料) |
|
W 固溶热处理状态 |
一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段。 |
|
F 自由加工状态 |
适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定。 |
状态图解:
各状态详细解读:
| H状态细分 | |
| H后第一位数字表示加工硬化处理的方法 | |
| H1 |
单纯加工硬化状态 适用于未经附加热处理,只经加工硬化即获得所需强度的状态。 |
| H2 |
加工硬化及不完全退火的状态 适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降低到规定指标的产品。 |
| H3 |
加工硬化及稳定化处理的状态 适用于加工硬化后经低温热处理或由于加工过程中的受热作用致使其力学性能达到稳定的产品。 |
| H4 |
加工硬化及涂漆处理的状态 适用于加工硬化后,经涂漆处理导致了不完全退火的产品。 |
|
H后第二位数字表示材料所达到的硬化程度 一般将硬化程度分为8个等级,1最低,8最高,9代表比Hx8加工硬化程度更高的超硬状态 |
|
| H12 | 加工硬化到25%硬度 |
| H14 | 加工硬化到50%硬度 |
| H16 | 加工硬化到75%硬度 |
| H18 | 加工硬化到100%硬度(完全硬化状态) |
| H19 | 超加工硬化状态。此种材料的抗拉强度应比H18状态材料的高10N/mm2以上 |
| H22 | 加工硬化后部分退火到25%硬度 |
| H24 | 加工硬化后部分退火到50%硬度 |
| H26 | 加工硬化后部分退火到75%硬度 |
| H28 | 加工硬化后部分退火到100%硬度 |
|
H32 |
加工硬化后稳定化处理到25%硬度 |
| H34 | 加工硬化后稳定化处理到50%硬度 |
| H36 | 加工硬化后稳定化处理到75%硬度 |
| H38 | 加工硬化后稳定化处理到100%硬度 |
| H42 | 加工硬化后涂漆的,25%硬度处理 |
| H44 | 加工硬化后涂漆的,50%硬度处理 |
| H46 | 加工硬化后涂漆的,75%硬度处理 |
| H48 | 加工硬化后涂漆的,100%硬度处理 |
| HXXX状态 | |
| H111 | 适用于最终退火后又进行了适量的加工硬化,但加工硬化程度又不及H11状态的产品。 |
| H112 | 适用于热加工成型的产品,该状态产品的力学性能有规定要求。 |
| H116 | 适用于镁含量≥4.0%的5XXX系合金制成的产品。这些产品具有规定的力学性能和抗剥落腐蚀性能要求。 |
| O状态细分 | |
| O1 | 加工后的材料,在大约与固溶热处理相同的温度下保温加热相等的时间,然后缓慢冷却到室温所处的一种状态。 |
| O2 | 为了提高材料的成形性能,进行超塑性加工(SPF)的一种变形处理状态。 |
| O3 | 均匀化处理后的状态。 |
| T状态细分 | |
|
TX状态 (T后0-10数字表示对产品的热处理程序) |
|
| T0 |
固溶热处理后,经自然时效再通过冷加工状态 适用于经冷加工提高强度的产品。 |
| T1 |
由高温成型过程冷却,然后自然时效至基本稳定的状态 适用于由高温成型过程冷却后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品。 |
| T2 |
由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态 适用于由高温成型过程冷却后,进行冷加工或矫直、矫平以提高强度的产品。 |
| T3 |
固溶热处理后进行冷加工,再经自然时效至基本稳定的状态 适用于在固溶热处理后,进行冷加工或矫直、矫平以提高强度的产品。 |
| T4 |
固溶热处理后自然时效至基本稳定的状态 适用于固溶热处理后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品。 |
| T5 |
由高温成型过程冷却,然后进行人工时效状态 适用于由高温成型过程冷却后,不经过冷加工(可进行矫直、矫平,但不影响力学性能极限),予以人工时效的产品。 |
| T6 |
固溶热处理后进行人工时效的状态 适用于固溶热处理后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品。 |
| T7 |
固溶热处理后进行过时效的状态 适用于固溶热处理后,为获取某些重要特性,在人工时效时,强度在时效曲线上越过了最高峰点的产品。 |
| T8 |
固溶热处理后经冷加工,然后进行人工时效的状态 适用于经冷加工或矫直、矫平提高强度的产品。 |
| T9 |
固溶热处理后人工时效,然后进行冷加工的状态 适用于经冷加工提高强度的产品。 |
| T10 |
由高温成型过程冷却,再进行冷加工,然后人工时效的状态 适用于经冷加工矫直、矫平以提高强度的产品。 |
|
TXX状态以及TXXX状态 (表示经过了明显改变产品特性<如力学性能、抗腐蚀性能等>的特定工艺处理的状态) |
|
| T42 | 适用于自O或F状态固溶热处理后,自然时效到充分稳定状态的产品,也适用于需方任何状态的加工产品热处理后,力学性能达到T42状态的产品。 |
| T62 | 适用于自O或F状态固溶热处理后,进行人工时效的产品,也适用于需方对任何状态的加工产品热处理后,力学性能达到T62状态的产品。 |
| T73 | 适用于固溶热处理后,经过时效以达到规定的力学性能和抗应力腐蚀性能指标的产品。 |
| T74 | 与T73状态定义相同。该状态的抗拉强度大于T73状态,但小于T76状态。 |
| T76 | 与T73状态定义相同。该状态的抗拉强度分别高于T73、T74状态,抗应力腐蚀断裂性能分别低于T73、T74状态,但其抗剥落腐蚀性能仍较好。 |
| T7X2 | 适用于自O或F状态固溶热处理后,进行人工过时效处理,力学性能及抗腐蚀性能达到T7X状态的产品。 |
| T81 | 适用于固溶热处理后,经1%左右的冷加工变形提高强度,然后进行人工时效的产品。 |
| T87 | 适用于固溶热处理后,经7%左右的冷加工变形提高强度,然后进行人工时效的产品。 |
|
消除应力状态 (在TX或TXX或TXXX状态后添加“51”、“510”、“511”、“52”、“54”) |
|
|
TX51 TXX51 TXXX51 |
适用于固溶热处理或自高温成型过程冷却后,按规定量进行拉伸的厚板、轧制或冷精整的棒材以及模锻件、锻环或轧制环,这些产品拉伸后不再进行矫直。 厚板的永久变形量为1.5%~3%; 轧制或冷精整棒材的永久变形量为1%~3%; 模锻件、锻环或轧制环的永久变形量为1%~5%。 |
|
TX510 TXX510 TXXX510 |
适用于固溶热处理或自高温成型过程冷却后,按规定量进行拉伸的挤制棒、型和管材,以及拉制管材,这些产品拉伸后不再进行矫直。 挤制棒、型和管材的永久变形量1%~3%; 拉制管材的永久变形量为1.5%~3%。 |
|
TX52 TXX52 TXXX52 |
适用于固溶热处理或高温成型过程冷却后,通过压缩来消除应力,以产生1%~5%的永久变形量的产品。 |
|
TX54 TXX54 TXXX54 |
适用于在终锻模内通过冷整形来消除应力的模锻件。 |

来源:未知


