您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2020-02-13 17:56
胶料收缩率是模具型腔尺寸设计的基础。硫化后出模的制品,当冷却到室温后制品尺寸要小于型腔尺寸,即胶料产生了收缩,其收缩量的相对值一般在1~2%,有的达3%以上。可见要获得尺寸精确的制品,必须根据胶料收缩率来确定型腔尺寸。
橡胶胶料收缩率
1.收缩率的基本概念
胶料收缩率是指制品硫化后从型腔内取出冷却到室温的尺寸与制品对应型腔尺寸之差同制品实际尺寸的百分比,即;
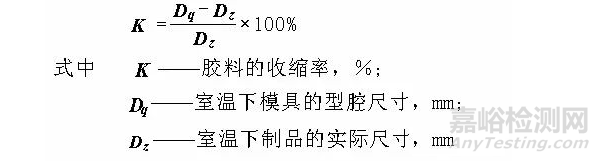
这里应指出,实际上胶料的收缩率应考虑金属的热膨胀。但用(13-1)式计算值与实际差异不大,故工程上可按(13-1)式计算。
2.产生原因
①温度变化引起的收缩 由于制品温度降低,橡胶大分子热运动减轻,造成分子间距离变小,使制品体积减小。
②化学变化(硫化)引起的收缩 橡胶分子链发生交联,使线型分子变为空间网状结构,限制了橡胶大分子的运动,同样造成分子间距离变小,使制品体积减小。
③分子链取向引起的收缩 分子链取向会使分子间的距离变小,造成体积减小。
3.影响收缩率的因素
①含胶率和胶种 含胶率愈高收缩率越大。就胶种而言,它们的收缩率顺序是:K天然胶<K丁苯胶<K顺丁胶<K丁睛胶<K丁基胶<K硅橡胶<K氟橡胶。
②硬度 硬度愈大,收缩率愈小,许多工厂都习惯用硬度来计算收缩率,采用的经验公式为:
K=2.8-(0.015~0.02)A,%
式中 K——直径方向的收缩率,%,
A——硫化胶的平均邵氏硬度。
③胶料加工工艺 胶料的可塑度越大,停放时间越长,坯料形状越接近制品,收缩率越小。
④制品形状大小 收缩率随制品尺寸的增大而减小。环状制品的内径收缩率大于外径收缩率。
⑤制品断面结构 金属件、夹织物构成了制品的骨架,由于骨架限制了胶料的自由收缩,因此有无骨架,其收缩率是不同的,如图13-5所示。对含金属骨架的制品,其收缩率往往受骨架的限制,因此制品尺寸因收缩而增大或减小,要视具体结构而定。对夹织物制品其收缩率很小,一般在0.4%左右。
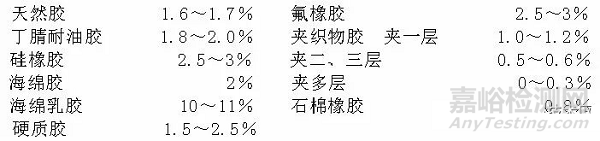
下面是部分工厂在设计橡胶模具时所取的橡胶收缩率,供设计时参考:
4.收缩率的确定方法
①经验法 采取查表(所以又称查表法)或由经验而确定胶料收缩率的方法。
②比较法 对于尺寸精度要求较高而生产批量较大的制品,采用结构和尺寸相近制品的模具,加工出所要生产制品,测得制品和模具对应部位尺寸后,经计算确定胶料收缩率的方法。
③试验法 对于尺寸精度要求非常高、且生产批量较大的制品,采取经验法确定收缩率设计、加工出模具,由此模具加工出制品在经计算而确定出收缩率的方法。

来源:Internet


