您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-09-03 21:20
01、对危险的识别及防护的设计
机器设备运行中,因其相关部件对操作者产生了伤害(如注塑机、液压机合模动作时的模板对操作者身体的挤压伤害),把这种现象的存在称之为危险,把该部件所在的区域称之为危险区域。并根据这些危险导致的伤害程度、操作者在操作设备时面临这些危险的时间和频率以及避免这些危险的可能性,可对危险确定等级。
在完成一台机器的风险识别和确定其危险等级后,就必须采取相应的措施来降低风险,如结构设计改进、安全防护措施增加等。
与危险等级相应,采取的措施也需达到相应的安全等级,才能真正降低风险的发生,实现安全。
对一台具体的设备,其所存在的危险、危险等级,应采取的安全措施以及这些措施应达到的安全等级在相应的安全标准中都有明确的规定,以液压机为例,一台四柱压力机存在哪些危险、应采取哪些措施参照《GB28241-2012 液压机 安全技术要求》标准内容4 风险评价5 安全要求和措施 ,基本就能搞清楚,生产厂家只需严格参照执行就可以了。是否按标准要求做了,做的是否规范,监督检验机构将按 《GB28241-2012 》标准内容 6 安全要求和/或措施的检验条目进行检验,其检查的项目、内容、方法在标准中都有列明,检查结果将非常明了。
基于以上描述,生产企业确需研究、吃透标准,以标准引导设计,实现机器的安全!
02、具体的技术方案
标准中明确了危险、危险区域和应采取的防互措施,但并没有规定实施这个措施具体的技术方案,这需要设计人员根据设备的实际情况进行方案设计。
在注塑机安全标准和液压机安全标准中,都明确模具区域是危险区域,对该区域须采取防护措施,但由于加工工艺的不同,显然设计方案是不同的。
2.1 在注塑机行业中,对此区域的防护措施是加装移动屏蔽门。
确认屏蔽门关闭,合模动作才能启动,屏蔽门打开,不能执行合模动作。
技术设计的核心是:屏蔽门关闭状态如何真实的被确定
A:电气安全回路
具体的做法是在门的两端加装两个行程开关,其动作模式为
一个正动作:滚轮被压,信号系统由断开状态变为闭合状态
一个负动作:滚轮释放,信号系统由断开状态变为闭合状态
此两路信号被输入到双通道、四级安全模块中进行判断确认。
这样门的状态就被两路独立的信号所确定:只有两路信号同时闭合时,门才被确认是关闭的,由安全模块输出信号(系统安全)给控制系统,此时安全回路处于安全待机状态,若控制系统给出合模动作指令,则合模动作启动,完成工艺作业。
除此之外的任一组合均视之为门未关闭之危险状态(无论是门确实被打开了、其中任一行程开关故障了,还是安全模块本身出问题了),安全模块均不会输出安全信号(4级安全模块自身具有双路冗余,交叉检查功能),此时安全回路是断开状态,即使控制系统发出合模指令,执行机构也不能启动合模动作,从而保证操作者的安全。
此设计充分考虑了双路信号冗余、交叉检查的安全设计理念,安全水平符合标准要求之II型安全模式。
但在实际中,依然可能存在安全漏洞:在本次屏蔽门关门后,合模作业完成。本轮循环安全。
此时由于种种原因,出现了两个行程开关的触点同时粘连的现象。
打开屏蔽门,本应断开安全回路,但由于双路信号仍然保持闭合,安全模块会误判为系统安全,保持安全回路的待机状态,此时,若有人启动合模指令,危险就会发生,进而酿成重大安全事故。
为避免这种事件的发生,标准中要求:对像合模区域这样的高危区域必须有独立于电气系统的液压安全回路来冗余,并实现和电气安全回路的互检!
B:液压安全回路
具体的做法是在门闭合端加装一个行程开关,其动作模式为
滚轮被压,信号系统由断开状态变为闭合状态
此信号被输入到带位置检测功能的安全阀中进行确认判断
其工作模式同安全模块一样,只是安全阀的安全输出形式是:信号闭合,安全阀线圈得电,阀芯动作,油路打开,油路安全系统处于待机状态。反之,阀芯退后,油路关断,合模动作停止。
此设计安全水平为标准要求之I型安全模式
当然,这个系统中也存在行程开关的触点粘连,导致安全功能失效的可能。
但系统通过电气安全系统和液压安全系统双路冗余来保证屏蔽门这项安全防护措施的有效性,其安全性大大的提高了。毕竟三个行程开关同时粘连的概率比一个、两个同时粘连的概率存在数量级的差别!
C:冗余的两套安全系统的互检回路
在上述电器安全回路和液压安全回路中,双通道4级安全模块、安全阀自身带
有双路互检功能,以其为逻辑判断中心搭建的安全回路自然也具备双路冗余及互检
的功能。
但电器安全回路和液压安全回路这两套独立的安全功能系统如何实现互检呢
技术上的做法是把一套系统安全功能的是否完好,作为下一次循环时,另一套安全
系统启动的前置条件。
如:液压安全回路在这此循环结束后,其安全阀阀芯应该退回初始位置,此状
态信号一方面是液压安全回路下一次的启动条件,同时将此信号(一般取一个闭合
信号)接入安全模块的启动端,则安全阀安全功能是否完好就成了安全模块启动的
前置条件:只有安全阀安全功能完好,且安全屏蔽门关闭,电气安全系统启动,电
气安全回路进入待机状态。
如果在上一次循环中,液压安全回路安全功能失效,则安全阀阀芯未回到初
始位置(无论是误判,还是阀芯卡死),则电气安全回路的启动端不能闭合,本次
循环无法启动,电气安全回路处于开路状态(此时液压安全回路是否启动均不能
影响电气安全回路的状态),合模动作无法启动,安全得到保障。
反之,电气安全回路对液压安全回路的检查原理一样。
上述模式就是《GB22530-2008 橡胶塑料注射成型机安全要求》要求的III型
在具体实施中如何要求,要看检查机构对危险评估的尺度把握。
3. 安全模式
5.1.3.3III型保护装置互锁活动防护装置上的两个彼此独立的互锁装置,其中一个装置与二型保护装置一样,经由控制电路发生作用(电气安全回路),另外一个互锁装置通过位置检测器直接或间接作用于动力回路(液压安全回路)。当关闭活动防护装置时,位置检测器应启动动力回路:当打开活动防护装置时,位置检测器应准确直接地被活动防护装置激活,同时由第二个切断装置中断动力回路。活动装置的每次动作,两个互锁装置的作用是否准确至少被监控一次,因此两个互锁装置中任何一个故障都将被自动识别,防止进一步发生危险动作(标准原文)。
这就是注塑机合模区域安全措施的具体实施方案,详情见下图。
-安全门监控电路(符合GB22530-2008标准Ⅲ型保护装置要求)
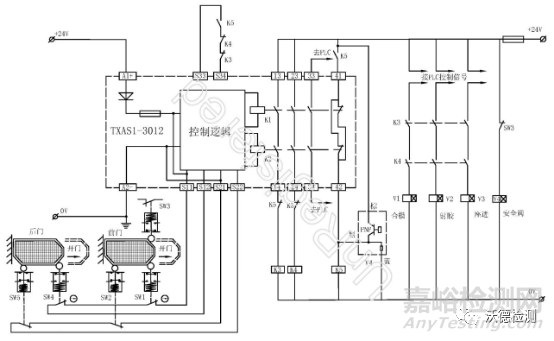
SW1:安全门限位开关(强制断开动作机构,正动作)
SW2:安全门限位开关(负动作)
SW3:第二个互锁防护装置(液压阀)的位置检测器K3、K4:接触器K5:安全继电器或具有强制断开动作机构的继电器(如TXAJ1-22)V4:安全阀 其监控信号为阀芯退至初始位置时(油路截止)输出闭合PNP信号
在液压机行业中,其合模区域的安全措施是通过加装安全光幕来实施的其技术方案的核心为安全光幕未被遮挡如何得到真实的确认。同样的,我们可以通过两套安全功能彼此独立、又具备互相检查功能的,由电气安全回路和液压安全回路共同组成的安全系统来实现。具体做法可参照前述方案。
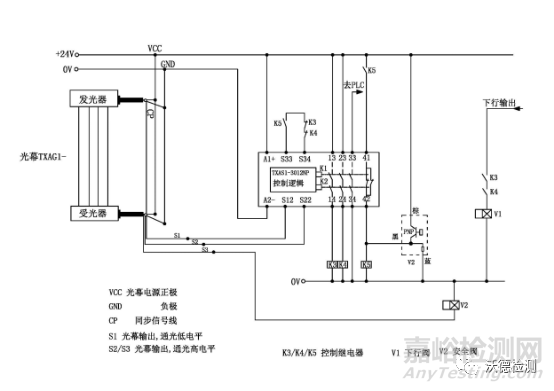
这里有两点说明
A、安全光幕是否被遮挡,其输出的状态信号必须是彼此独立的,而不是一个信号的多个抽头,也就是说,通到安全模块、安全阀上去的信号必须事实上是多个彼此独立的信号,而不是一个事实信号的多个接点。这一点是整个系统安全性的基础,否则,系统误判的可能性将大大飙高!显然一个信号故障的可能性要远远大于三个彼此独立信号同时故障的概率!鉴别光幕输出信号独立性的办法也很简单:通光时,通过技术手段断开一路输出,看未操作的其他几路信号输出是否有变化,若有变化,则这些输出事实是同一个信号,其安全等级是低的,是不能满足标准要求的!若无变化,则输出是彼此独立的信号!
B、关于两套独立安全系统的互检在《GB28241-2012 液压机 安全要求》中的描述不同与《GB22530-2008 橡胶塑料注射成型机安全要求》:在注塑机安全标准中,是否具备互检功能是以安全等级的形式提出的,而在液压机的安全标准中,并未这样提出。5.4.1.5 冗余和监控的液压机控制系统应由两套独立的功能系统组成,每套系统都应具有独立的停止危险运动的能力。一旦通过监控系统检测到任一系统的失效,就应阻止行程动作;如果一套系统能够检测出自身的故障并且阻止下一个工作循环,则不需要更进一步的监控。(标准原文)
在具体实施中如何要求,要看检查机构对危险评估的尺度把握。

来源:Internet


