您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-04-27 23:53
一、引言
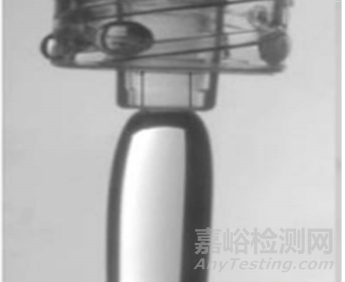
目前,大型注塑零件在汽车上面的应用越来越多,并且出于降低成本的考虑,免喷涂注塑制 件的应用范围越来越广,但是这也对注塑件的外观质量要求越来越高。在汽车保险杠、仪表板、 门板和其他较长的内饰件等大型零件上,出现了一种外观缺陷,其特征是垂直于流动方向出 现一条一条的纹路,看起来就像是老虎皮上的花纹一样,俗称虎皮纹或斑马纹,如下图所示。


二、虎皮纹的形成原因分析
当高聚物熔体从小孔、毛细管或狭缝 中挤出时,挤出物的直径或厚度会明 显大于口模的尺寸,这种现象称为挤 出物胀大或出模膨胀. 1893年美国生 物学家Barus首先观察到了这一现象, 所以又称Barus效应,亦称出模膨胀。例如聚苯乙烯在175-200℃温度以较 快速度挤出时,直径膨胀可达2.8倍。
如下图,薄板尺寸为400X50X2mm,模型采用3D网格,网格边长为0.5mm, 从充填时间图上看不出来有什么异常。
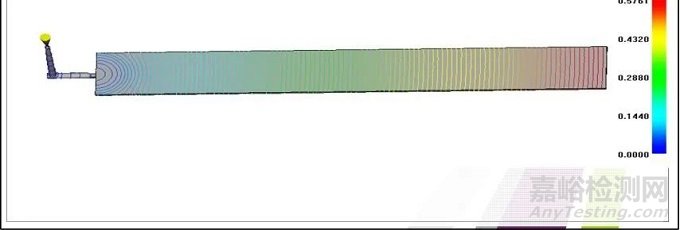
下图是流动前沿温度,可以发现,随着流程长度增加,温度等高线越来越密,说明温度变化越来越明显。

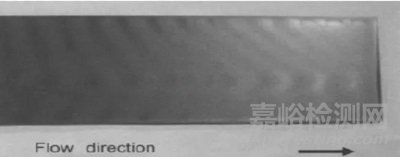
从下面这张实物图片上来看,与流动前沿温度图上等高线变密区 域比较类似。但是具体等高线变化疏密程度要达到多少才会出现 虎皮纹则还无法下定论。
理论分析
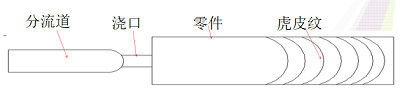
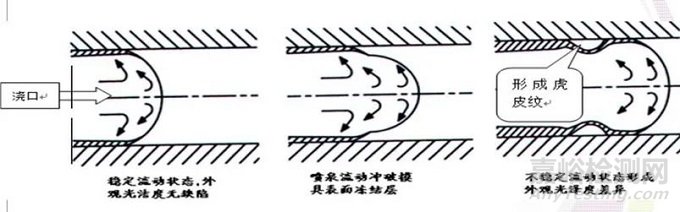
在注塑成型时,熔体在流动过程中,制件较薄,型腔空隙较小,模温过低,流动过程中制件结构造成流动波动或者流程过长,射速较快等,都会造成熔体前沿阻力增大,熔体流动明显减速或出现停滞,此时充填的区域外观光泽差,且较窄,该区域通常距离浇口有一定距离才出现。随着注塑压力的施加,热的熔体不断从浇口涌来,具有粘弹性的塑料熔体开始吸收并储备能量,当能量积聚到一定程度时,即可突破熔胶前沿的阻力,熔体开始急速膨胀,跳跃推进,此时新充填的区域外观光泽好,且较宽。这就形成表观上的光泽度出现差异,从而形成虎皮纹。
塑料熔体流动形成虎皮纹的机理研究
塑料熔体流动形成虎皮纹的分析
当塑料熔体通过较小的浇口时,会在浇口处受到较大的流动阻力而使塑料在流道和浇口 处发生较大的体积压缩和弹性变形,一旦通过浇口进入空旷的型腔后,就会由于流动阻 力突然变小而导致塑料熔体发生弹性回复而体积膨胀,从而导致熔体流动前沿的压力和 流速产生较大的波动,并导致流动前沿发生膨胀跳跃现象,表观上就会形成虎皮纹。
塑料熔体的粘弹性越强,这种现象越容易 出现。粘弹性较弱的材料就很少会出现虎皮纹 现象。比如玻纤增强材料、尼龙、PBT等材料 成型过程中很少有虎皮纹现象,而添加了 EPDM、POE等橡胶成分的PP材料,则非常容 易出现虎皮纹缺陷。原因就在于橡胶成分越多, 熔体的粘弹性形变越大,越容易出现出模膨胀 效应而导致虎皮纹。
三、解决措施
3.1、注塑工艺方面:
1)降低注射速度

某汽车零件采用50%注射速度出现虎皮纹。采用15%注射速度后虎皮纹消失
2)提高塑料熔体温度和模具温度
目前比较先进的急冷急热模温技术可以完全消除注塑零件表面的各种缺陷,但是很少有人把该技术应 用在pp材料零件上,主要原因可能还是制造成本方面存在一定压力。
3.2、模具结构和注塑机方面
1)扩大浇口截面厚度和宽度和流道直径,浇口厚度必须要达到零件壁厚的 0.8~0.9倍,浇口宽度尽量做到30mm宽以上;
2)增加浇口数目,尽量减少流长比;
3)尽量采用尺寸和截面积逐渐扩大的直浇口、侧浇口或扇形浇口,避免使用截 面积逐渐缩小的潜伏浇口、点浇口(参考下面图5,实践中发现潜伏浇口和点浇口 或者很小的侧浇口都很容易产生虎皮纹);
4)模具排气尽量做到良好,可以实现高速注射并且避免由于困气导致的流动 前沿出现外观质量缺陷;
5)采用控制精密的注塑机,避免产生压力和速度的波动。
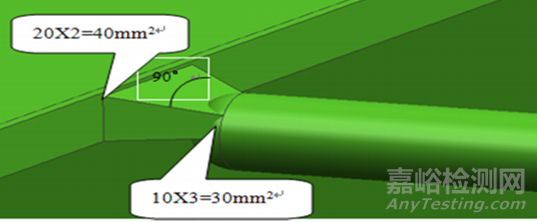
关键在于浇口的横截面积应该逐渐增大。至少也不能逐渐减小。
开放式热流道浇口尺寸 有些热流道浇口小端直径如果小于Φ3,也会造成很大的流动阻力,导致塑料 熔体被压缩,产生较大的弹性形变。塑料进入型腔后也会发生较大的体积膨 胀,从而容易形成虎皮纹。

3.3、塑料材料方面
1)减小塑料中橡胶弹性体成分的含量;
2)减小橡胶成分在塑料中分散后的粒径,或者添加橡胶成分 与基体树脂的相容剂,有利于消除虎皮纹缺陷。
3)提高材料的流动性;
某仪表板表面虎皮纹,反复调机都无法消除,该项目拖延了3多月都无进展,最后换用流动性更好的材料才彻底消除。
注:有时候提高材料流动性也无济于事,曾经遇到融指是100多(230°C/5公斤)的热塑性弹性体,在注塑薄壁产品的时候,在有的模具上有虎皮纹,有的模具上就没有。
4)采用分子量分布较宽的材料可以有效减少虎皮纹现象出现的几率。
四、总结
据大量统计结果表明:影响塑料件品质的因素中,模具设计和产品结构设计是否合理占据了70%左右的因素,注塑工艺和注塑机占据了20%的因素,材料占据了10%的因素。虎皮纹的形成与模具、注塑工艺、塑料材料三者都有 一定关系,很多时候需要三个方面都进行优化改进才能取得良好的效果,而对模具和产品结构进行优化改进则能起到事半功倍的效果,并且更换流动性更好的材料后也能有很好的作用。
注:本文着重从出口膨胀机理来解决虎皮纹,可以结合熔体破裂机理,一起来解决虎皮纹的问题。

来源:Internet


