您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-08-15 18:02
随着航空发动机进口燃气温度的不断提高,仅仅依靠提高材料的承温能力和采用隔热措施等方法已经无法满足涡轮叶片的服役需求。目前,采用复杂气冷内腔结构来改善发动机涡轮叶片的散热能力已成为先进发动机制造的关键技术。在此过程中,陶瓷型芯的制备成为铸造具有复杂气冷内腔结构叶片的核心技术。陶瓷型芯的主要作用是形成叶片内部冷却通道,应具有良好的化学稳定性和热稳定性、较低的线膨胀系数、合适的气孔率以及易于从铸件中脱除等特点,其性能和质量直接影响着空心叶片的质量。燃气轮机技术的不断发展对陶瓷型芯的性能优质化和形状复杂化有了更高的期望,传统的铸造方法已经无法满足该需求。近年来,增材制造技术受到人们的关注,并为陶瓷型芯的制备提供了新的解决方案。相比传统的铸造方法,增材制造技术可以通过层层堆叠材料来直接成型内腔复杂的零件,不仅缩短了研发周期,还可以更好地控制产品的尺寸精度。
目前,应用于陶瓷型芯制备方面的增材制造技术主要包括选区激光烧结技术、光固化技术、直写成型技术和黏结剂喷射技术。其中,黏结剂喷射成型又称为微喷射3D打印(Micro-Droplet Jetting 3D Printing),该技术的工作原理如下:将设计好的零件在计算机软件上进行切片处理,设定每一层行进的路径和各打印参数;打印设备通过辊轮在打印平台上铺上一层粉体材料,喷头根据计算机设定的位置将黏结剂喷射到粉末上,使其黏结在一起;打印平台下降一个层厚的高度,通过辊轮铺设下一层的粉体材料。如此循环,逐渐完成整个零件结构的打印。打印完成后,通过脱粉、烧结等后处理工艺,对打印的零件进行进一步加工。相比于其他工艺,黏结剂喷射技术有以下独特的优点:
(1)制造成本较低;
(2)喷头可以在多个位置同时进行打印,生产效率高;
(3)可以通过调整喷头的温度、喷嘴的形状、喷头的速度等参数来控制陶瓷型芯的质量以及性能;
(4)适用于多种材料的型芯制备;
(5)需要的原料粉末相比于丝线、板材等更容易获取。
然而,目前黏结剂喷射技术在制备陶瓷型芯方面还存在着不足之处,包括以下几个方面:
(1) 不同的粉末需要选择不同的黏结剂,这增加了材料选择和调试的复杂性;
(2)制备的试样在烧结过程中由于黏结剂的挥发会产生孔隙,导致相对密度较低;
(3)制备速率相对较慢,每一层都需要时间干燥;
(4)喷射过程中黏结剂会飞溅到周围区域,导致制造出的试样表面粗糙,影响最终产品的质量;
(5)由于使用黏结剂,在后处理过程随着温度升高,陶瓷颗粒之间的黏结力增强,孔隙逐渐减少,导致零件整体收缩,影响零件的尺寸度。黏结剂喷射技术存在的不足可以通过改变制备工艺参数来进行改进。
为了给相关研究人员提供参考,作者主要对粉末、黏结剂、成形工艺和后处理工艺这4个方面的参数对陶瓷型芯抗弯强度、尺寸精度和表面质量的影响进行了综述,并提出了未来的发展方向。
1、 粉末的影响
粉末的性质对于陶瓷型芯的强度、尺寸精度和表面质量具有重要影响,其中粉末的平均粒径和粒径分布是关键影响因素。通常较细的粉末可以减少阶梯效应带来的影响,提高分辨率,使得零件的 表面质量提高。然而,当粉末过于细小时,在制备型芯时粉末会发生团聚, 导致型芯表面粗糙度增加。由细小颗粒组成的平滑粉末床 ,可以减少颗粒与黏结剂之间的相互作用 ,避免产生液滴飞溅或颗粒喷射,从而提高型芯的尺寸精度。
同时,细小的粉末可以产生较薄的打印层,减少黏结剂在垂直渗透方向上的距离,促进黏结剂在粉末层中的渗透,从而提高层间黏合程度,提高零件的强度。MOGHADASI等研究发现,以TP80陶瓷细粉(粒径小于53μm)、中粉(粒径在53~ 90μm)和粗粉(粒径在90~150μm)为原料,采用黏结剂喷射技术制备的陶瓷试样的抗弯强度和相对密度明显不同,其中细粉的烧结性好,以细粉为原料制备的试样抗弯强度最高,中粉流动性好,以中粉为原料制备的试样的相对密度最高,但当粉末粒径进一步提高时,相对密度又会因烧结性能的下降而降低。
MANOTHAM等在此基础上研究了平均粒径为3μm的细粉末和平均粒径为1.65μm的超细粉末组成的混合粉末对黏结剂喷射陶瓷型芯致密性及力学性能的影响,发现当超细粉末的质量分数超过30%时,陶瓷型芯的致密性和强度降低。ZHOU等研究发现,与粒径为30~110μm的磷酸钙粉末相比,粒径小于20μm的磷酸钙细粉末所形成的松散粉末床会导致黏结剂喷射生坯的表面质量和抗弯强度降低。LU等研究发现,在黏结剂喷射过程中,与粒径为20~45μm,45~75μm,75~150μm的粉末相比,粒径小于20μm的TiNiHf粉末可以产生更高强度的网状结构生坯,并且生坯表面更光滑。PARK等研究了质量分数100%的常规莫来石珠(平均粒径为250μm) 、50%常规莫来石珠和50%锆石粉(平均粒径为43μm)、50%常规莫来石珠和50%莫来石粉(平均粒径为16μm)对黏结剂喷射陶瓷型芯性能的影响,发现莫来石珠混合莫来石粉制备的陶瓷型芯的抗弯强度最高,其次是莫来石珠混合锆石粉,纯莫来石珠制备的陶瓷型芯的抗弯强度最低。这是因为不同粒径分布的混合粉末可以增加陶瓷型芯的填充密度,提高无机黏结剂的涂敷率,从而提高陶瓷型芯的力学性能。
2、 黏结剂的影响
黏结剂要求与打印头兼容、具有低的黏度以便从喷头中喷出,同时黏结后应具有高强度以及绿色无污染的特点 。影响陶瓷型芯强度、表面质量和尺寸精度的黏结剂参数主要包括黏结剂的物理化学性能、添加剂的种类、黏结剂的液滴速度、黏结剂的饱和度以及固体黏结剂的体积分数。目前,研究重点主要集中在黏结剂的饱和度和添加剂种类方面。黏结剂的饱和度对陶瓷型芯性能的影响主要体现在其黏度和流动性上。当黏结剂的饱和度较高时,较大的黏度可以更好地满足陶瓷型芯的尺寸精度和稳定性要求。通过向黏结剂中添加各种添加剂,如凝固剂、助流剂、保温剂、润滑剂、pH调节剂等可以改善黏结剂的特性,进而改善陶瓷型芯的质量。
ZHAO等以CaO粉末为前体材料、纳米氧化锆无水乙醇溶液悬浮液为黏结剂,采用黏结剂喷射技术制备陶瓷型芯,研究了黏结剂饱和度对陶瓷 型芯性能的影响,发现在1300℃烧结温度下,随着黏结剂饱和度从10%提高到100%,陶瓷型芯的抗弯强度从7.2MPa增加到14MPa。VAEZI等研究发现,当黏结剂饱和度由90%增加到125%时,黏结剂喷射陶瓷型芯的抗弯强度提高,但尺寸精度和表面质量下降。
因此,采用黏结剂喷射技术时,需选择合适的黏结剂饱和度,以获得最佳性能和表面质量的陶瓷型芯。HUANG等尝试用无机胶体黏结剂替代树脂和纳米颗粒悬浮液等常规黏结剂,对比研究了不同饱和度下无机胶体黏结剂和常规黏结剂制备陶瓷型芯的打印质量,发现在100%的饱和度下,用含质量分数35%碱式碳酸锆的无机胶体黏结剂,在1600℃温度下烧结的陶瓷型芯表现出最佳的打印质量。这是由于在打印过程中无机胶体黏结剂具有更好的流动性和润湿性,促进了颗粒之间的黏结。付培国等用纳米TiO2无水乙醇分散液作为黏结剂,采用微喷射黏结工艺和烧结工艺制备CaO陶瓷型芯 ,发现随着黏结剂喷射量的增加 , 陶瓷型芯坯体的收缩率和表面粗糙度减小 , 同时致密性、抗弯强度和抗吸湿性提高。HUANG等将不同含量的碱式碳酸锆(ZBC)添加剂加入到无机黏结剂中,研究了ZBC含量对喷射后陶瓷型芯性能的影响,发现当ZBC质量分数由0增加到35%时,1500℃下烧结得到陶瓷型芯的密度增加,抗弯强度由60MPa提高到79MPa,线性收缩率从20%降低到13%。这是由于随着ZBC含量的增加,黏结剂的表面张力降低,流动性和湿润性提高,飞溅现象减少,同时ZBC在烧结过程中分解产生的ZrO2颗粒填充空隙,使得表面形貌更加均匀,进而对陶瓷型芯的力学性能产生影响。
ZHAO等开发了2种纳米氧化锆添加方法的打印工艺,一种方法是将纳米氧化锆悬浮液加入到黏结剂中,另一种方法是直接将纳米氧化锆与CaO粉末混合作为前体粉末材料,结果表明:纳米氧化锆和CaO会反应生成CaZrO3,从而提高陶瓷型芯的强度;将纳米氧化锆加入黏结剂中形成的CaZrO3层的厚度和完整性优于直接混合在CaO粉末中,得到的陶瓷型芯具有更高的尺寸精度、表面质量、相对密度、抗弯强度以及抗水化性能,这是由于将纳米氧化锆悬浮液作为黏结剂可以实现纳米氧化锆与CaO的均匀分散。赵火平等采用纳米氧化锆分散液代替常规有机黏结剂作为喷射溶液,当分散液的喷射体积与粉层空隙体积之比从0增加到1.75时,由于纳米氧化锆分散液中的颗粒填充了粉层空隙,坯体的相对密度增大,烧结线性收缩率减小6%~8%,表面粗糙度减小57%,抗弯强度和硬度分别提高了124%和187%。
综上,增加黏结剂饱和度可以显著提高陶瓷型芯的抗弯强度和相对密度,但可能导致尺寸精度和表面质量的降低。在黏结剂中添加纳米颗粒悬浮液后可以使陶瓷型芯获得更好的尺寸精度和抗弯强度。另外,与常规黏结剂相比,无机胶体黏结剂具有更好的流动性和润湿性,可促进颗粒之间的黏结,从而在烧结过程中形成更致密的结构,进而改善陶瓷型芯的表面质量和性能。
3、 成形工艺的影响
影响黏结剂喷射陶瓷型芯质量的成形工艺参数包括铺粉层厚、打印方向、铺粉速度、烧结温度、喷头高度等。在采用黏结剂喷射技术制备陶瓷型芯时,铺粉层厚应高于粉末的最大粒径,在黏结剂饱和度固定时,随着铺粉层厚的增加,陶瓷型芯的质量降低,并且当铺粉层厚和黏结剂饱和度同时增加时,陶瓷型芯的质量并未得到明显改善,这是因为加入过多的黏结剂会导致粉末床表面的塌陷和变形。赵火平等研究了在以质量分数55%酚醛树脂溶液和水玻璃溶液为黏结剂条件下,喷头高度(1.0~4.5mm)对黏结剂喷射陶瓷型芯质量的影 响 ,发现当喷头高度为1.5mm时,陶瓷型芯的尺寸稳定性最好,尺寸误差都控制在0.2mm之内,当喷头高度过高时,黏结剂液滴的喷射精度低,导致陶瓷型芯的尺寸精度变差;同时发现随着铺粉层厚的增加,陶瓷型芯的相对密度减小,烧结收缩率增加,因此抗弯强度降低。
随着铺粉速度的增大,铺粉器前端粉末易在已成型粉层上表面形成拱桥结构,导致新粉层的相对密度降低,使得所制备的陶瓷型芯抗弯强度下降。FARZADI等提出,合适的铺粉层厚和打印方向可以提高陶瓷型芯的抗弯强度和尺寸精度。李乔磊等研究发现,随着烧结温度的升高,硅基陶瓷型芯的打印面表面粗糙度先降后增。
综上:随着喷头高度的增加,陶瓷型芯尺寸精度降低;随着铺粉层厚或铺粉速度的增大,陶瓷型芯抗弯强度下降;随着烧结温度的升高,表面质量呈先提高后降低的趋势。
4、 后处理工艺的影响
黏结剂喷射制备的生坯力学性能不足,通常需要进行后处理。然而,常用的脱粉、烧结等后处理会对陶瓷型芯的质量产生负面影响,如脱粉会影响表面粗糙度,而烧结会导致陶瓷型芯收缩,影响尺寸精度。为此,一些研究者采用化学蒸汽渗透(CVI)、聚合体浸渍工艺(PIP)、反应熔融渗透(RMI)等技术对黏结剂喷射陶瓷型芯进行致密化,随后进行烧结以改善其性能和尺寸精度;在PIP和 RMI的致密化过程中,通过浸渍无机黏结剂或者 涂敷无机黏结剂来强化陶瓷型芯。3种致密化工艺 的对比结果如表1所示。
表 1 不同致密化工艺的对比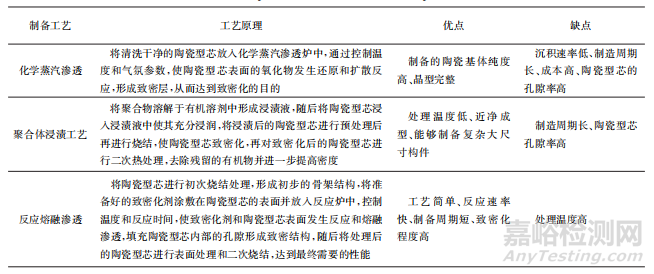
一些研究者还采用无机黏结剂浸渍、硅溶胶室温浸涂处理等方法对陶瓷型芯进行致密化。KIM等研究发现,对黏结剂喷射陶瓷型芯进行一次无机黏结剂浸渍后,陶瓷型芯的抗弯强度达到5.8MPa,比未浸渍前提升2MPa以上,经2次无机黏结剂浸渍后抗弯强度变化不大,而经过3次无机黏结剂浸渍后抗弯强度达到了(12.5±0.9)MPa。
这是由于颗粒上的玻璃相数量随着浸渍次数的增加而增加,因此烧结后型芯的抗弯强度提升。PENG等提出了硅溶胶室温浸涂处理和高温烧结相结合的方法,研究发现:随着硅溶胶浓度和浸涂时间的增加,黏结剂喷射工艺制备的氧化铝陶瓷型芯的力学性能和表面质量显著提升;当浸涂时间为90s,硅溶胶质量分数达到30%时,氧化铝陶瓷型芯的最大抗弯强度达到44.8MPa,顶面表面粗糙度从6.87μm降至5.70μm,侧面表面粗糙度从7.55μm降至6.46μm。
5、结束语
采用黏结剂喷射技术制备陶瓷型芯时具有制备速率快、工艺简单、粉末利用率高等优点,但是制备出的陶瓷型芯在抗弯强度、尺寸精度和表面质量方面还有很大的提升空间。细小的粉末颗粒可以促进黏结剂渗透,提高型芯抗弯强度;不同粒径粉末混合可以提高型芯的填充密度和黏结剂的涂敷率,进而增强型芯的抗弯强度。提高黏结剂的饱和度、在黏结剂中添加纳米悬浮颗粒可以提高型芯的抗弯强度和表面质量,无机黏结剂相比于传统黏结剂可以更好地促进粉末颗粒之间的黏结。随着喷头高度的增加,陶瓷型芯的尺寸精度降低,随着铺粉层厚或铺粉速度的增大,陶瓷型芯抗弯强度下降,随着烧结温度的升高,型芯的表面质量呈先提高后降低的趋势。多次浸渍或浸涂致密化剂可以使型芯的抗弯强度和表面质量提升。基于上述研究结果,未来的研究应主要集中在:
(1) 探索开发更高性能的黏结剂和粉末材料,以改善制备过程,增强打印件的力学性能;
(2) 进一步研究工艺参数的优化和控制方法,包括铺粉层厚、喷头高度、铺粉速度、喷射量等参数的优化,以实现更精确和稳定的打印效果;
(3) 开发更有效的脱粉和致密化等后处理方法以及表面处理技术,以提高打印件的抗弯强度、尺寸精度和表面质量;
(4) 开发更高精度、更高速度的打印机,优化喷头设计,改进粉末供给系统,提升打印过程的自动化水平。

来源:机械工程材料


