您当前的位置:检测资讯 > 生产品管
嘉峪检测网 2024-08-22 20:51
随着现代制药工艺、制药设备以及制剂技术的不断进步,越来越多的药物剂型得到蓬勃发展。比如:片剂中的缓释片、控释片、双层片以及多层片等;靶向制剂中的脂质体、纳米粒以及微球等;胶囊剂中的肠溶胶囊、软胶囊以及微囊剂等。同时,为了充分发挥不同药物之间的协同作用,进一步提高药物疗效,减少不良反应,改善患者服药的顺应性(避免出现漏服、错服现象),越来越多的复方制剂应运而生。但在复方制剂的开发过程中,常常面临两种 API 的相容性较差,采用常规的制剂生产工艺或剂型进行试制,容易导致产品含量降低、杂质增加,将在一定程度上影响产品的稳定性、安全性甚至疗效。在上述诸多药物剂型中,双层片(或多层片)恰能良好地解决复方制剂的这一常见问题。将从双层片的压片原理、单/ 双层压片机之间的转换、双层压片机的压片技术及常见问题进行阐述,以供本行业技术人员共同学习讨论,促进双层片压片技术的发展。
双层片剂型在复方制剂、缓释制剂以及分剂量制剂中的应用越来越广泛,并越来越受到患者的青睐。在未来的新药研发中必将占有重要的一席之地,而双层片压片技术无疑是这一剂型广泛应用和快速发展的核心技术支撑。深入研究双层片压片技术,开发更具优势的双层片新剂型,克服目前双层片压片技术存在的技术瓶颈和不足之处,应该是双层压片机和双层片剂型开发人员共同关注的重要课题。
1、双层片压片原理阐述
双层片顾名思义是由两层药粉经过两次或多次施压压制而成的片剂,每层一般含有不同的药物或辅料。双层片的压片原理与普通片剂(单层片) 的压片原理类似,但并不是两次压片过程的简单叠加。双层片压制时,首先通过压片机第一层加料系统完成第一层(底层)药粉过量充填,然后利用第一层计量导轨提升下冲将中模中第一层过量的药粉顶出,随之将被第一层刮粉器刮除,刮除的药粉可收集后重新利用或被直接吸除,然后经过第一层预压系统(或主压系统)完成第一层药粉的压制。与普通片(单层片) 不同的是正常情况下第一层药柱在第一层出片工位并不提升出片,而是直接过渡进入第二层加料系统中。待第一层真空清理装置清理台面后,同样利用压片机第二层加料系统完成第二层(上层)药粉过量充填,然后利用第二层计量导轨提升下冲将中模中第二层过量的药粉顶出,随之将被第二层刮粉器刮入回粉凹槽中。刮除的药粉可随着冲盘的周期性旋转,通过导粉装置回流进入第二层加料系统中回采利用。同时填入第二层药粉后的中模随之经过第二层预压系统和主压系统,最终完成双层片的压制成型。
2、压片机单/ 双层压片功能的转换
双层片的生产需要可满足双层片压片条件的压片机,比如:附带双层片功能的单层片压片机和专门的双层片压片机。实际研制或生产中为节约试制成本,提高设备利用率,大多数制药企业常采用附带双层片功能的单层片压片机,经过部分配件、导轨以及模具更换而实现双层片压片功能,从而实现了单双层压片功能的自由切换。
2. 1 压片机导轨的更换
为满足双层片导轨的更换空间需求,需要将对应单层片的部分压片导轨拆除。按照自上而下,从左到右的拆卸顺序,首先将上冲导轨中的单层片(1 号站)主预压间轨、上冲上升轨依次拆除;然后将下冲导轨中的单层片(1 号站)拆卸导轨、出片导轨以及单层片(2号站)填充导轨拆除。拆除完毕后,按照从下到上,从左到右的顺序依次安装双层片相关导轨,首先将下冲导轨中的双层片(1 号站)拆卸导轨传感器支架、出片导轨(含出片气缸)以及双层片(2 号站)填充导轨(平行导轨)安装到位,然后将上冲导轨中的双层片(1 号站)主预压间轨、上冲上升轨依次安装到位,完成压片机单层片导轨到双层片导轨的转换。从上述单双层压片机更换的导轨片段结合双层片的成型过程可知,双层片导轨与单层片导轨不同之处主要在于(1 号站)主预压间轨、上冲上升轨道弧度不同以及(1 号站)出片导轨行程、(2 号站)填充导轨填充深度的不同。为保证第一层药柱在中模中处于合适的位置,双层片主预压间轨、上冲上升轨轨道弧度增大;为满足第一层药柱的平稳过渡和定期取样功能,(1 号站)出片导轨可实现上下行程的移动;为保证第二层药粉具有足够的填充空间,(2 号站)填充导轨填充深度一般明显大于(1 号站)填充导轨。
2. 2 压片机配件和模具的更换
双层片导轨更换后,即可进行双层片配件和模具的更换。首先将双层片(1 号站)主压轮位置下调(比如:将上冲入模深度由 2 mm 调整为 6~8 mm),然后依次将上冲、中模、下冲安装到位,最后依次对 1 号站和 2 号站的相关配件进行安装。1 号站配件安装顺序如下:依次安装(1 号站)加料器、反向刮粉器、第一层吸尘装置组件、导向器、吸尘装置(含吸尘管)、第一层真空清理装置(含刮粉片、第二层回粉导向片、真空管)。2 号站配件安装顺序如下:依次安装(2 号站)刮粉器、第二层吸尘装置组件、第二层吸尘装置、第二层导向器、第二层真空清理装置(含刮粉片、真空管)。上述安装配件中,双层片与单层片的不同之处主要在于:为防止 1 号站加料器填料时的第一层药粉与回粉槽中的第二层药粉产生混淆,双层片 1 号站加料器底板中铜插条为闭口式同时去掉了回粉导流装置;为防止 1 号站计量工位刮粉器刮出的多余药粉进入回粉凹槽,1 号站刮粉器选择反向式;为防止转台上残留的药粉混入另外一层药粉的填充,1 号站和 2 号站加料器在填料前均增加了真空清理装置。其余主要配件(比如:1 号站导向器、2 号站加料器、2 号站刮粉器、台面吸尘装置、2 号站导向器以及 1 号/ 2 号站出片装置)均与单层片配件完全一致。
3、双层片压片操作流程
待双层片导轨、配件以及模具安装完毕后,将压片机单层片压片模式切换成双层片压片模式,并进一步进行双层片压片参数设定(比如:双层片模式选择、压片速度、填料器转速、药粉填充深度、主压力、药片主压厚度、药片预压厚度、主压压入深度、预压压入深度、药片形状、填充导轨深度、双层片第一层取样时 2 号站加料器的开启/ 关闭选择、双层片取样时第一层药柱厚度设定、双层片取样时第一层药片的取样数量等)。上述双层片参数设定中,与单层片压片时设定明显不同的是 1 号站的主压压入深度不再与 2 号站的主压压入深度相同(1 号站明显大于 2 号站,且应当与 1 号站上主压轮旋转刻度一致);2 号站的填充导轨深度不再与1 号站填充导轨深度相同(2 号站明显大于 1 号站,且应当同时满足两层物料的累计填料需求);双层片取样时第一层药柱厚度设定应略小于 1 号站压片主压厚度的设定,以满足双层片第一层药片取样时出片的完整性;双层片取样时第一层药片的取样数量的设定应至少满足药片重量差异(大于等于 20 片)的检测要求,以便于提前预判和定期监控整个压片过程是否正常。
双层片压片参数设定完毕后,空载试机运行正常后,将第 1 层/ 2 层物料依次对应加入 1 号/ 2 号站加料系统中,按照(标准片重 = 标示量 1 / 颗粒含量 1+标示量 2 / 颗粒含量 2)进行试压。通过调节 1 号/ 2 号站填充深度参数依次调整好第一层/ 二层片重后,然后通过调整 1 号/ 2 号站药片主压厚度获得合适硬度的双层片(调整过程中应特别注意第一层药柱压力的调节要适中,既要保证第一层药柱基本成型,又不能将第一层药柱压实)。压片过程中根据需要定期进行第一层药片和双层片的在线采集取样,以监测第一层药片和双层片的重量差异是否均符合要求。其他重点监测项目(比如:片厚、硬度、脆碎度以及崩解时限等)只要按照产品生产工艺规程的要求对双层片进行监测即可。
4、双层片压制过程中的常见问题原因分析与讨论
4. 1 生产速度慢,压片收率低
当压片机转换成双层片模式时,原单层片模式 1号站压制的药片成为双层片的第一层(底层),不再进行出片,整个压片机相当于转变成了单出料压片机,压片效率至少降低一半。另外由于双层片片型和片重一般较大,在药粉填充或压制时,往往需要保证充足的填料时间和压力保压时间。此外在双层片压片过程中,为尽可能地防止压片机转台上残留的药粉混入另外一层药粉的填料过程中,转台上面的吸尘装置、真空清理装置依然需要相对足够的吸尘时间。因此对双层片的生产速度的提升带来了严峻的挑战。
双层片正式压片前(或压片过程中偏离时),需要逐层对各层的片重进行调试,对其中一层的调试会关联影响到另一层。压片过程中对第一层药片的定期取样同样会影响到第二层,比如第一层取样时第二层物料会产生微量填充,然后随着冲盘的旋转被真空清理装置吸除。因此双层片压片过程中会产生更多的损耗。另外由于在压片过程中第一层药柱计量后被刮粉器刮除的药粉被直接吸除(而第二层药粉可以在线回采利用),第一层药粉的损耗率明显大于第二层药粉的损耗率,这种不成比例的损耗会进一步降低产品的收率。
4. 2 两层物料容易产生交叉污染
双层片压片时,两层物料虽各用一套加料系统,但却共用一个冲盘,当吸尘装置(或真空清理装置)除尘效果下降或发生阻塞时,或因压片速度过快,吸尘时间不足时,则容易产生两层物料的交叉污染问题;另由于压片机上冲为第一层和第二层物料压片时所共用,当某一层物料吸附性较强或存在黏冲现象时,同样容易引起两层物料的交叉污染。
为最大限度地防止两层物料的交叉污染,可采取以下措施。(1) 对第一层加料器闭口铜插条加装密封条同时合理调整第一层加料器底板与转台的间隙;(2) 选择填充深度适宜、匹配性更好的填充导轨,只需满足微过量填充即可;(3) 中模安装时尽量保持上表面与冲盘表面齐平;通过适当减少 1 号站和 2 号站预压力大小,以减少预压时药粉从中模中的溢出量;(4) 增加除尘吸力,进一步确保吸尘效果。
4. 3 第一层物料回收困难,损耗大
双层片压片时,由于冲盘内侧回粉通道完全被第二层药粉占据,第一层药粉只能采用反向刮粉器刮除,刮除的药粉沿着吸尘通道运动时由于吸力和重力的作用,极易产生分层现象,因此第一层刮除的药粉通常难以回收利用,一般被直接吸除。因此与第二层物料相比物料回收较困难,损耗相对较大。
4. 4 第二层药柱重量差异大
药片重量差异的大小除了受药物处方组成、物料粒度差异大小、片形模具尺寸的设计选型以及压片模具的精度的影响外,还受压片速度以及压片机反馈调节灵敏度的影响。双层片压片时,由于第二层药片的药粉填充计量始终建立在第一层药柱之上,第二层药柱的计量面的平整性明显比第一层药柱差,同时由于第一层药柱的片厚差异存在以及在第二层药柱在通过第二层计量工位提升计量时造成的第一层药柱弹性收缩影响,综合导致第二层药柱(药片)重量差异常常大于第一层。下面以替米沙坦氨氯地平双层片的重量差异检测结果为例予以说明(见表 1)。
表 1 替米沙坦氨氯地平片质量差异检测结果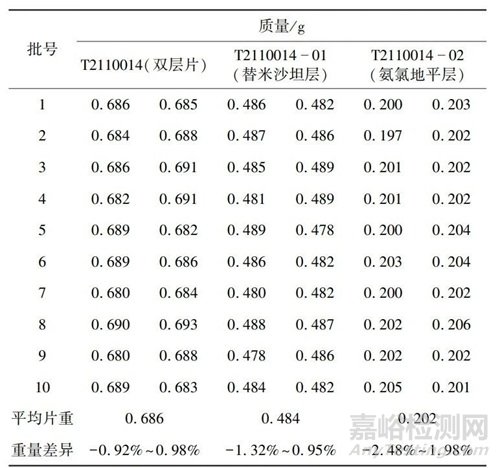
注:替米沙坦层为第一层,氨氯地平层为第二层。
对比表 1 结果可以看出:氨氯地平层的重量差异明显大于替米沙坦层,即说明一般情况下双层片第二层片重的波动大于第一层。
双层片压片过程中,为更加精准控制双层片的片重,进一步减小双层片(尤其是第二层)的重量差异波动大小,可采取以下措施。 比如:选择片形大小适宜且精度较高的压片模具以确保足够的填充深度;合理选择第一层以减小对第二层的装量波动的影响;第一层药片压制时选择高精度低压力压轮,提高第一层的反馈调节灵敏度;选择适宜的压片速度,不宜过快;压片过程加强中间检测(特别是第二层),发生偏离及时调整。
4. 5 双层片压片时如何选择第一层
双层片压片时第一层的选择至关重要,否则可能会影响到第二层的装量以及整个压片过程的顺畅。 第一层选择时,应综合参考单层片重、物料堆密度以及片厚进行选择。 比如:当两层片重接近时,应选择堆密度小的物料为第一层;当两层片重差异较大时,则比较两层物料片重与堆密度的比值,选择比值大的物料作为第一层。 这样选择的目的是给第二层药粉的充填尽量留足充分的填充空间,以减少第二层的装量差异。 特殊情况下,当其中某一层物料存在涩冲现象时,应当选择第二层;当其中某一层物料颗粒差异较大时,应当选择第一层。
4. 6 双层片分界面出现倾斜面原因分析
在双层片压片过程中有时会出现双层片分界面发生倾斜的情况,从而影响双层片的外观甚至导致片重偏离。 通过分析双层片的填充压片过程可知,当双层片压片速度过快、吸尘吸力过大时,可能会使第一层未压实药柱上层的部分物料被吸走,从而导致第一层药柱的上表面不再平整而容易产生斜面;另外当双层片压片速度过快,第一层药柱压制较疏松时,如遇到第二层物料缺料,则由于整个填充面不平整,底面又疏松,此时双层片压制同样也容易产生斜面。
4. 7 高硬度双层片出现两层分裂的原因分析
双层片压片时有时会出现两层分裂,即使将整个素片的硬度大幅度提高,仍然难以解决双层片片层分离的问题。 双层片产生片层分裂的原因是两层药片成型时的结合力不够,特别是当第一层药柱受压过大,硬度较高时,会导致与第二层药粉结合力明显减弱。 因此合理调节第一层药柱受压情况(既满足基本成型,又不能压制过硬) 是解决片层分裂问题的关键所在。另外当双层片中某一片层物料处方中粘合剂用量较少,润滑剂用量较多时,也会进一步影响到与双层片另外一层的结合力。
5、双层片压片技术重要突破点与未来展望
在进行双层片压片时,随着压片速度的提高,每个中模孔填充的时间逐渐缩短,填充的物料越少,故所需要的填充深度越深,当压片速度达到某一上限时,因为中模中存在第一层药柱隔离,会导致第二层物料填充计量时在未达到上限时已经无法再增加装量,从而导致整个双层片压片速度受限。 这无疑对如何实现双层片的高速生产带来一定挑战性。 另外由于双层片剂型特点与目前双层片压片技术水平受限,特别是对第一层物料填充后的余料回收利用率较低,导致目前双层片的压片收率明显低于单层片。 因此解决第一层物料填充后的余料回收利用问题对提高双层片的压片收率至关重要。
通过实验研究、市场调研以及技术咨询了解到,目前将双层片的压片速度和压片收率提高到单层片的压片水平仍然面临着巨大挑战。 但可考虑通过尝试订制非标冲模或通过湿法制粒工艺改善第二层物料的堆密度从而在一定程度上提高压片速度,以及通过实现两层物料同时在线自动回采利用提高双层片压片收率。
双层片已经在众多复方制剂、缓释制剂等复杂剂型中应用成功,并使许多崭新的复方制剂组合成为可能,未来将进一步助力更多的新药复杂剂型的研制成功。 因此双层片未来发展前景将越来越广阔。
参考文献
[ 1 ] 国家药典委员会. 中华人民共和国药典[S]. 2020 年版. 北京:中国医药科技出版社.
[ 2 ] 崔福德. 药剂学[M]. 北京:人民卫生出版社,2007.
[ 3 ] 庄献国. 浅谈双层片压片机[J]. 机电信息,2011(1):29.
[ 4 ] 金蓉,谷福根. 双层片的研究进展[J]. 中国药物应用与监测,2011(12):42.
[ 5 ] 伍善根. 国外压片机技术的战略升级[ J]. 机电信息,2012(1):37.
本文作者张立冬,苏州东瑞制药有限公司先进技术研究院,来源于现代盐化工,仅供交流学习。

来源:Internet


