您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2019-11-01 15:41
摩擦磨损是自然界的一种普遍现象。摩擦是两配合表面之间由于微区接触而产生的原子或分子间的相互作用所引起的阻碍其相对运动的现象;而磨损是指两配合表面的物质由于相对运动而不断损失的现象。只要存在物体表面间的相对运动就必然会出现摩擦,有摩擦就必然伴随着磨损,可产生磨损的工作条件包括滑动、微振、冲击、擦伤、侵蚀等。
零件磨损通常都伴随着温度升高,其原因或是由于摩擦引起的或是与工作环境有关。一般情况下,耐磨涂层应用在遭受撞击磨损的条件下或腐蚀环境中。因此,作为耐磨涂层必须坚硬、不易破碎,而且具有一定的耐热和耐化学介质腐蚀的性能。但由于磨损原因的复杂性和磨损类型的不确定性,在进行耐磨涂层选择时,必须分析清楚零部件的工作环境。采用热喷涂技术可以增大软基体或已经发生磨损的基体的耐磨损性能。
一般来说,与同类材料的铸造或锻造结构相比,热喷涂涂层结构具有更高的耐磨性能。这是由于在热喷涂过程中粒子经受高速淬火以后,形成了具有一定孔隙的特殊结构,在金属涂层中,变形粒子周围还会形成少量氧化物。涂层所具有的微观孔隙结构不仅有利于零件表面润滑膜的保持,而且能够容纳磨损产生的碎屑,对提高零件表面的耐磨性能有利。
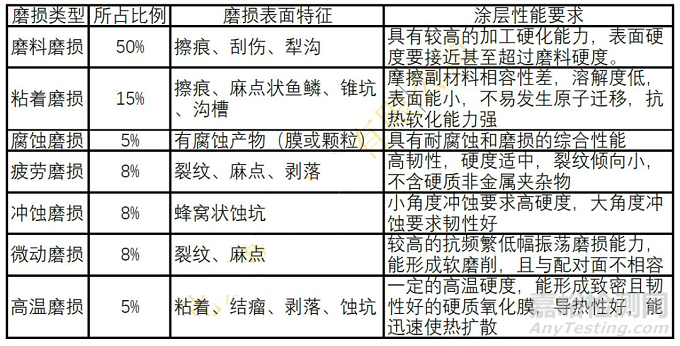
根据摩擦表面的磨损过程及其破坏机理,可将磨损分为磨料磨损、粘着磨损、腐蚀磨损、疲劳磨损、微动磨损、冲蚀磨损和高温磨损,高温磨损实质上是粘着磨损和磨料磨损的综合。各类磨损的特点及其对涂层材料的性能要求见下表所示。
磨损种类、特点及其对涂层性能的要求
一、耐磨涂层性能要求
对耐磨涂层的要求取决于耐磨涂层与基体材料的力学匹配性、化学匹配性、施加载荷的方向和大小以及涂层本身的性能。根据耐磨涂层的应用不同,涂层硬度、化学稳定性、涂层屈服强度、抗裂纹生核与长大的能力等因素都影响涂层的耐磨性能。
1 涂层结合强度要求。
对耐磨涂层的首要要求就是确保涂层与基体有足够的结合强度,为此,基体材料与涂层材料的选择与设计应以确保涂层牢固结合为前提。
1.1 基体应无变形
当耐磨涂层用于高负荷工况时,基体应有足够的硬度和屈服强度,以支承涂层不发生变形。
1.2 涂层与基体材料的弹性模量匹配性
在弹性应变情况下,如果涂层与基体的弹性模量不匹配,在负载时就会在涂层与基体的界面处产生陡变式的应力。若涂层的刚性大于基体,涂层中的应力就会增大。随着载荷和涂层与基体的弹性模量差别增大,应力增大。 下表列出了高速钢与碳化物的弹性模量。
高速钢与碳化物的弹性模量

1.3 涂层与基体材料的刚性匹配性
要使硬质耐磨涂层具有较长的使用寿命,涂层与基体材料的刚性应有合理的匹配。如果在刚性小的基体材料上沉积刚性高的涂层,由于刚性不匹配,就会使涂层中的拉应力增大,导致在涂层中形成裂纹并波及到基体,从而引起涂层发生早期破坏。
1.4 热膨胀系数的匹配性
如果涂层与基体材料的热膨胀系数不匹配,就会因体积变化而产生应力。通常,涂层与基体相比是很薄的,因此,基体的热膨胀基本上不受涂层热膨胀的影响,而涂层的热膨胀则强烈的受到基体热膨胀的影响。涂层与基体由于热膨胀不匹配而产生的热应力基本上都集中在涂层中。热膨胀系数差别越大,涂层中的应力就会越大,产生裂纹甚至剥落的倾向性就越大。这就是许多耐磨涂层尚未遭受严重磨损就发生过早剥落失效的主要原因之一。下表列出了一些碳化物、氮化物涂层材料与钢的热膨胀系数。
碳化物、氮化物涂层材料与钢的热膨胀系数
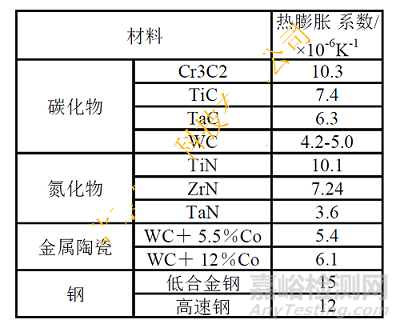
当基体的热膨胀系数大于涂层的热膨胀系数时,在升高温度时产生的应力为拉应力;反之,若涂层的热膨胀系数大于基体时,则为压应力。由表可以看出,大多数碳化物、氮化物及金属陶瓷涂层的热膨胀系数均小于钢,只有TiN、NbN和Cr3C2的热膨胀系数比较接近于高速钢的热膨胀系数,但差别仍不小。
1.5 涂层与基体材料之间的亲和力
涂层与基体之间的亲和力即化学结合能力直接影响涂层与基体之间的结合强度。通常,一种化合物在另一种化合物中的固溶度低时,它们之间的结合强度也弱。只有当涂层与基体之间具有最大的化学亲和力而又不会产生脆性界面相时,涂层与基体的结合强度才最大,才能充分发挥耐磨涂层的作用。提高结合强度,可先采用赛亿科技的DM、Ni95打底材料。
2 涂层耐磨性要求
在前述必须确保涂层与基体有足够牢固的结合条件下,才能进一步提出对涂层耐磨性的要求,这主要包括如下一些内容。
2.1 涂层硬度
提高涂层硬度,有利于增大涂层的屈服强度,防止发生变形;涂层硬度增高,抗磨料磨损性能增强,涂层的磨料磨损速率与涂层硬度成反比。若涂层硬度超过磨料颗粒的硬度,磨料磨损速率急剧下降。因此,在磨料磨损的工况下,涂层硬度应尽可能的高。而在滑动磨损情况下,应考虑使用韧性强的具有单相结构的软涂层,但不能有第二相硬质颗粒存在,否则将引起严重的磨料磨损。
2.2 耐高温磨损性能
当硬质涂层用作耐高温磨损涂层时,不仅要求具有良好的高温红硬性,即具有高的高温硬度,而且涂层与对偶摩擦材料之间的化学溶解度要小。
3 耐腐蚀磨损性能
耐磨涂层在腐蚀性介质中的耐磨性能还取决于涂层在化学介质中的耐蚀性能。许多硬质涂层都具有优异的耐蚀性,特别是氧化物和碳化物等陶瓷涂层是很好的耐腐蚀磨损涂层材料。
4 涂层颗粒之间的结合强度高
硬质涂层颗粒之间应具有高的结合强度。例如,WC-Co金属陶瓷涂层是很著名的耐磨涂层材料,钴对碳化钨等硬质颗粒的润湿性极好,因而使碳化钨颗粒能牢固的粘结在一起,不会发生剥落,在这种前提条件下,才能充分发挥碳化钨硬质相的高耐磨特性。
显然,耐磨涂层的成功应用既取决于涂层本身的耐摩擦磨损特性,还取决于涂层与基体之间性能的合理匹配。
二、耐磨涂层喷涂材料选择
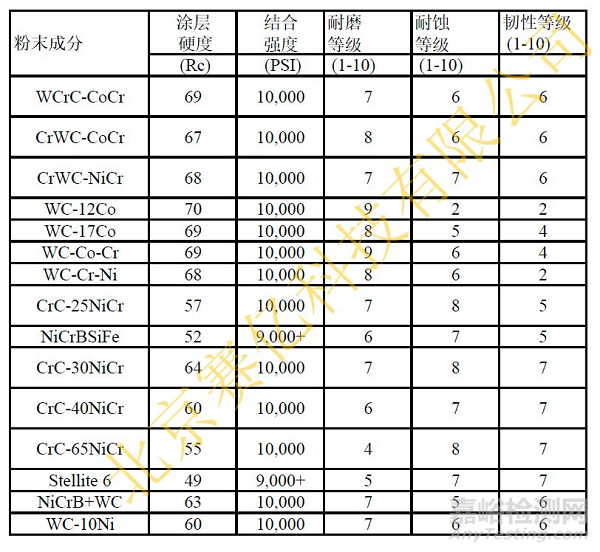
在某些情况下,要求涂层既具有良好的耐磨损性能也要具有非常优良的耐腐蚀特性,例如,在石油、化工、海洋性气氛等环境介质中工作的零部件,如果将涂层耐磨损性能及耐腐蚀性能分为十个等级进行定性评价的话,其结果如表所示。其中,1级表示该涂层的耐磨损性能或耐腐蚀性能最差,10级表示该涂层的耐磨损性能或耐腐蚀性能最优。
常用耐磨涂层喷涂材料选择表
依据耐磨涂层使用环境的差异,应选择不同的喷涂材料及喷涂工艺。
2.1 软支承用涂层
这类涂层允许磨粒嵌入,也允许变形以调整轴承表面。喷涂材料多为有色金属,如铝青铜、磷青铜、巴氏合金和锡涂层等。具体应用零件如:巴氏合金轴承、水压机轴套、止推轴承瓦、压缩机十字滑块等。
2.2 硬支承用涂层
硬支承表面通常在高载荷和低速度工况条件下工作,该类支承一般用于可嵌入性和自动调整性不重要的部位,以及润滑受限的部位。喷涂材料可选用镍基、铁基自熔合金、氧化物和碳化物陶瓷(如Al2O3-TiO2,Co-WC等)、难熔金属Mo以及Mo加自熔合金等。具体应用零件如:冲床减震器曲轴、防擦伤轴套、方向舵轴承、涡轮轴、主动齿轮轴颈和活塞环燃料泵转子等。
2.3 耐磨粒磨损涂层
当使用温度低于540℃时,涂层要能经受外来磨料颗粒的切削和犁沟作用,涂层硬度应超过磨粒硬度;涂层材料可选用自熔合金加Mo或Ni/Al混合粉、高铬不锈钢、Ni/Al丝、SAM、SNM、GY(赛亿科技粉芯丝材型号)等耐磨丝材。具体应用零件如:泥浆泵活塞杆、抛光杆衬套、混凝土搅拌机的螺旋输送器、烟草磨碎锤、芯轴、磨光抛光夹具等。
当耐磨粒磨损涂层的使用温度在538-843℃之间时,涂层要求在高温下有超过磨粒的硬度,还必须要有良好的抗氧化性,可采用铁基、镍基(如NAC、PSB45、ACL等Ni基粉芯丝材)、钴基喷涂材料(如钴基 Cr,Ni,W合金粉,Ni95(Ni95Al5)丝,奥氏体低碳不锈钢,镍、钴自熔合金等)以及Cr3C2金属陶瓷粉;在受冲击或振动负荷时,若温度低于760℃,自熔合金最好;而当侵蚀严重时,最好采用Cr3C2;如主要用于抗氧化,则可采用铁、镍、钴基涂层。
2.4 耐硬面磨损涂层
当使用温度小于538℃时,磨损是由于硬面在较软表面上滑动时,硬的凸出部分使软表面开槽而导致刮出碎屑,此碎屑具有同磨粒一样的作用,这种情况下要求涂层要比配对表面硬,可采用某些铁基、镍基、钻基喷涂材料、自熔合金、有色金属(例如加铁铝青铜)、氧化物陶瓷、碳化钨及某些难熔金属涂层材料。具体应用零件如拉丝绞盘、制动器套筒、拨叉、塞规、轧管定径穿孔器、挤压膜、导向杆、浆刀、滚筒、刀片轧碎机、纤维导向装置、成型工具和泵密封圈等。
当耐硬面磨损涂层的使用温度在540-815℃时,虽基本情况与以上相同,但由于磨损在高温下会加剧进行;所以,须采用钻基自熔合金、Ni/Ai及碳化铬涂层材料。当温度低于 760℃且有冲击负荷时,宜选用自熔合金;温度更高时宜选用Cr3C2涂层;以抗氧化为主则选Ni/Al等。具体应用零件如:锻造工具、热破碎辊、热成型模具等。
2.5 耐微振磨损涂层
由于磨损通常是由不可预计的微振引起的,所以当使用温度小于540℃时,应选韧性较好的涂层,如自熔合金、氧化物、碳化物金属陶瓷、某些Ni,Fe,Co基喷涂材料和有色金属等。具体应用零件如,伺服马达枢轴、凸轮随动件、摇臂、汽缸衬套、防气圈、导叶、螺旋桨加强杆等。
当耐微振磨损涂层的工作温度在538-843℃时,由于工作温度较高,可采用特定的铁基、镍基、钴基材料及金属碳化铬陶瓷材料。具体应用零件如:喷气式发动机的涡轮机气密圈、气密环、气密垫圈和涡轮叶片等。
2.6 耐气蚀涂层
因涂层要承受液体流中的气体冲击,故要求涂层具有良好的韧性、高的耐磨性、耐流体腐蚀、无脆性。可用Ni基自熔合金、含Al 9.5%、 Fe 1%的铜合金、含Ni 38%的铜合金、自熔合金加Ni/Al混合粉、316型不锈钢、超细的Al2O3及纯Cr2O3等、赛亿科技的SAM及SNM粉芯丝材,且所有的涂层都应该经过密封处理。具体应用零件如:水轮机叶片、耐磨环、喷头和柴油机气缸衬套等。
2.7 耐冲蚀磨损涂层
这些涂层要能经受尖锐的、硬颗粒引起的磨损。可采用几种Ni基自熔合金粉、自熔合金加细铜混合粉、SAM、SNM、GY以及镍基材料(ACL、PSB45等)、Al2O3 87%+TiO2 13%复合粉和 Co/WC复合粉。具体应用零件如:抽风机、水电阀和旋风除尘器等。

来源:赛亿


