您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-05-09 15:06
迷宫轴是某飞机发动机上的关键零件之一,在发动机工作时主要起到阻尼减振作用,对材料提出了较高的要求。目前该零件材料为GH500高温合金,是以镍-铬-钴为基的时效强化型高温合金,加入铝、钛沉淀强化,并用钼固溶强化,合金有较好的耐热腐蚀性能和长期组织稳定性,其使用温度一般不超过870℃,短时可达980℃;适用于制造燃气涡轮发动机的涡轮转动部件及承力件。因此,对材料为GH500高温合金的零件热处理工艺参数控制,尤其是对高温持久性能指标提出了更高的要求。
1.零件存在的问题
(1)零件的加工情况及性能要求
该迷宫轴的材料为GH500,目前采用的加工路线为:锻造成型 →固溶(箱式电阻炉)→车工→钳工→车工→时效(真空炉)→三道磨工→钳工→荧光检查→标印→检验→入库。迷宫轴的零件示意如图1所示。
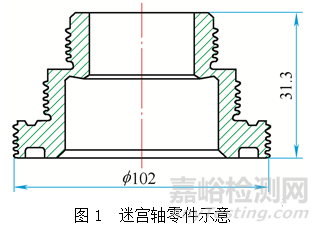
零件时效后的性能要求:100%检查硬度HV30≥340,并按技术文件检测室温拉伸性能和870℃光滑持久性能,具体性能指标如表1所示。
(2)存在的问题
某生产批次(共24件)迷宫轴在时效处理后,从毛坯(编号1#)中取力学性能试棒进行力学性能检测。发现:室温拉伸性能、硬度结果均符合技术要求,而870℃光滑持久性能出现严重偏低的情况(要求为≥50h,实际34.2h,重取为20.7h、23.4h),不符合相关技术条件的要求。
后又从该批零件中随机抽取一件零件剖切后(编号2#)进行高温持久性能检查。具体数据如表1所示。
表1 不合格批零件力学性能数据
|
检测项目 |
要求 |
1#(毛坯) |
2#(剖切零件) |
||||
|
初取 |
重取 |
剖切零件 |
|||||
|
室温 拉伸 性能 |
σb/MPa |
≥1100 |
1370 |
— |
— |
— |
— |
|
σ0.2/MPa |
≥750 |
920 |
— |
— |
— |
— |
|
|
伸长率δ(%) |
≥10 |
18 |
— |
— |
— |
— |
|
|
断面收缩率ψ(%) |
实测 |
22.8 |
— |
— |
— |
— |
|
|
硬度 |
HV30 |
≥350 |
— |
— |
— |
— |
— |
|
高温 持久 性能 |
试验应力 |
≥216 |
216 |
216 |
216 |
216 |
216 |
|
870℃光滑持久/h |
≥50 |
34.2 |
20.7 |
23.4 |
115.8 |
86.6 |
|
|
伸长率δ(%) |
≥9 |
22 |
21 |
26 |
40 |
28 |
|
2.原因分析
材料的成分决定组织,组织决定性能。为分析零件出现的高温持久性能不合格的问题,对零件的成分和组织做了相应分析。
(1)成分分析
对1#(毛坯)和2#(剖切零件)分别进行了成分复测分析,并和GH500名义成分进行对比分析。如表2所示。
表2 性能试棒化学成分(质量分数) (%)
|
元素 |
Ni |
C |
Cr |
Co |
Mo |
Al |
Ti |
|
要求 |
余 |
≤0.12 |
18~20 |
15~20 |
3.0~5.0 |
2.75~3.25 |
2.75~3.25 |
|
1#(毛坯) |
余 |
0.093 |
18.90 |
18.71 |
4.05 |
2.93 |
3.15 |
|
2#(剖切零件) |
余 |
0.098 |
19.40 |
18.97 |
4.07 |
3.00 |
3.20 |
|
元素 |
B |
Zr |
Mn |
Si |
S |
Cu |
Fe |
|
要求 |
0.003~0.008 |
≤0.06 |
≤0.75 |
≤0.75 |
≤0.015 |
≤0.1 |
≤4.0 |
|
1#(毛坯) |
0.006 |
<0.06 |
<0.20 |
<0.20 |
0.0029 |
<0.10 |
<1.00 |
|
2#(剖切零件) |
0.007 |
<0.06 |
<0.20 |
<0.20 |
0.0030 |
<0.10 |
<1.00 |
由表2结果表明:1#(毛坯)和2#(剖切零件)的材料成分均无明显异常。可见材料的化学成分不是导致该批零件高温持久性能不合格的原因。
(2)晶粒度分析
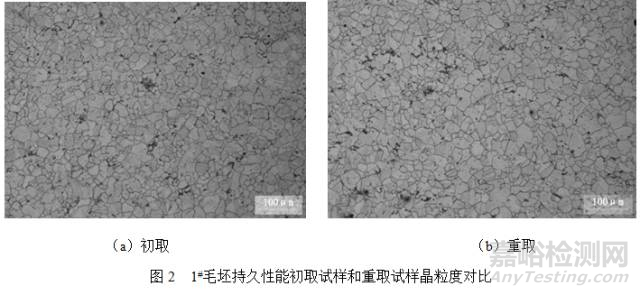
对1#(毛坯)持久性能试棒的初取试样和重取试样进行晶粒度检查,如图2所示。由图2可见,1#(毛坯)持久性能初取试样和重取试样的晶粒度无明显差别,均为7~8级。
为进一步分析高温持久性能不合格的原因,对1#毛坯不同部位再次取样,分析不同部位晶粒度的均匀性以及变化情况。如图3所示。
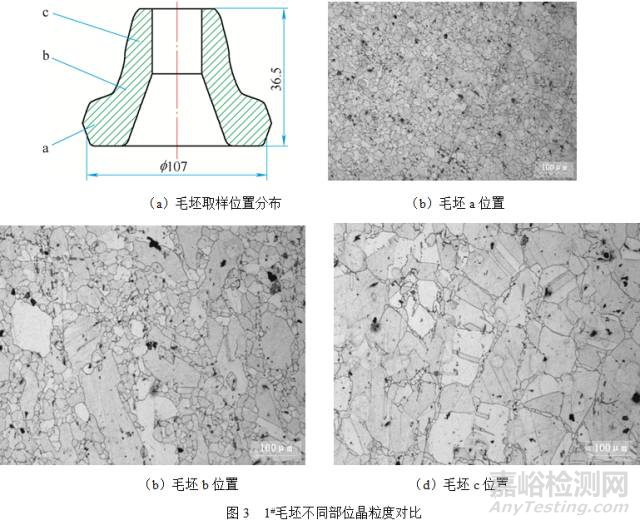
由图3可见,同一件毛坯,位置a的晶粒度为7~8级;位置b从金相上显示为7~8级的晶粒中夹杂着4~5级的晶粒,个别晶粒达3级,存在混晶现象;位置c大部分为4~5级晶粒度,局部存在7~8级晶粒。由此可见,1#毛坯不同部位的晶粒度大小存在明显差别,从3级到8级变化,局部存在混晶现象。
对高温持久性能合格的2#(剖切零件)进行晶粒度检查。如图4所示。由图4可见,2#(剖切零件)晶粒度为均匀4级。
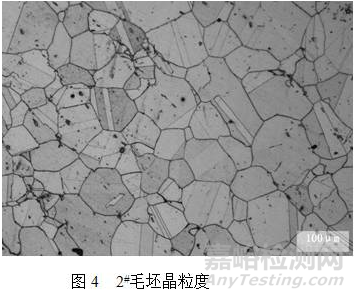
由以上分析可以看出:时效后870℃持久性能偏低的毛坯晶粒度为7~8级,分析其毛坯不同部位晶粒度的均匀性和变化情况,发现局部存在混晶现象。而高温持久性能合格的零件晶粒度为4级。
可见,锻件晶粒度不均匀,或者说晶粒度偏细是造成零件870℃持久性能不合格的主要原因。
3.解决方法
由原因分析可知,要改善零件的870℃持久性能,就必须调整零件的晶粒度,要调整晶粒度,就必须通过重新固溶来改善零件局部晶粒不均匀的状况,而后再进行时效强化,从而达到零件的使用性能要求。但是,目前零件已经过精加工,余量较少,返修时,必须要考虑零件变形、氧化皮等负面影响。因此,必须在设备、工艺制度等几个方面慎重选择。
(1)设备选择
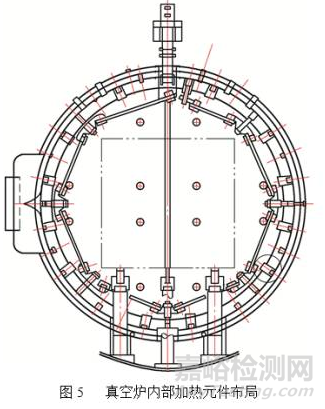
按原工艺,零件固溶应在普通箱式电阻炉中进行,但是,目前零件已到时效工序,尺寸基本加工到位,加工余量很少且零件变形要求高。由于固溶温度高,在普通空气炉中进行高温固溶时易产生氧化皮。而真空加热设备主要是在真空环境中,以辐射加热为主,能够抑制氧化作用,得到光亮表面,且在700℃以上具有很好的炉温均匀性,零件变形较小,冷却速度可控等一系列优点。
返修选用的真空炉加热元件为钼片加热,薄片装的钼片成环形环绕在炉壁内保证了高温加热时的炉温均匀性。图5是真空气淬炉的加热元件布局示意。
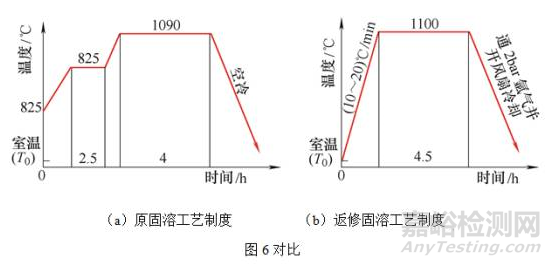
(2)原固溶工艺
固溶:箱式炉,≤825℃进炉,在850℃±10℃,保温2~3h,升至1090℃(热电偶跟踪)4~5h,散开空冷。
一次时效:真空炉,845℃±10℃,24h~24.5h 随炉冷至400℃开始通氩开风扇冷至≤150℃出炉空冷(真空工作压强为133.3×10-1~133.3×10-3Pa)。
二次时效:真空炉,760℃±10℃,16h~16.5h随炉冷至400℃开始通氩开风扇冷至≤150℃出炉空冷(真空工作压强为133.3×10-1~133.3×10-3Pa)。
(3)返修补救工艺
固溶:真空炉,以10~20℃/min的速率升至1100℃±10℃,保温4h~4.5h通氩2×105Pa开风扇冷至≤150℃出炉空冷 (真空工作压强为133.3×10-1~133.3×10-3Pa)。
一次时效、二次时效处理工艺不变。
时效后,除进行100%零件硬检、20℃拉伸和870℃光滑持久性能检查外,增加了试料晶粒度检查,验证零件补充固溶后晶粒局部不均匀状况的改善情况。
原固溶工艺制度与返修固溶工艺制度的区别如图6所示。
(4)装炉情况
为确保零件受热均匀,装炉时保证零件与零件之间距离为30~50mm,避免零件堆叠、磕碰。
4.结果及分析讨论
通过以上改进措施的实施和控制,对一批零件进行固溶、时效处理后,进行金相显微组织检测和力学性能检测。力学性能结果如表3所示。
表3 力学性能检测结果
|
项目 |
20℃拉伸性能 |
870℃光滑持久性能. |
硬度 |
||||||||
|
σb/MPa |
σ0.2/MPa |
Z(%) |
光滑寿命(τ) |
δ(%) |
HV30 |
||||||
|
要求 |
≥1100 |
≥750 |
≥10 |
≥50 |
≥9 |
≥350 |
|||||
|
实际 |
1305 |
1337 |
929 |
936 |
13.3 |
13.3 |
60 |
60.5 |
24 |
16 |
410~450 |
|
结论 |
合格 |
合格 |
合格 |
合格 |
合格 |
合格 |
|||||
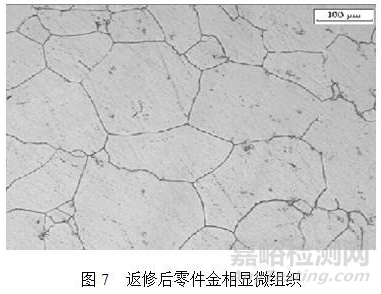
100%晶粒度检查结果为:在零件端面制样进行高倍检查,基体组织正常、晶粒均匀、晶粒度为3级+少量4级(见图7)。符合相关技术要求,结论合格。
(1)该零件在真空炉中进行返修后(固溶、时效处理),零件的室温拉伸、高温持久性能以及晶粒度均满足了发动机使用要求。这是因为真空炉热处理有零件表面光亮、无氧化、零件变形小的等一系列特点,保证了返修零件的表面质量及零件的平面度和内外圆尺寸。并且真空设备在700℃以上有较好的炉温均匀性,且真空固溶时零件摆放间距较大,零件固溶充分保证了返修零件的晶粒均匀。
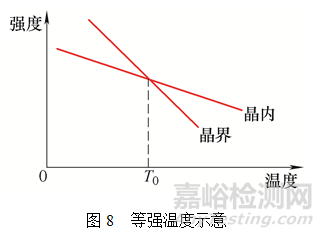
(2)作为材料强化的一种有效手段,晶粒细化是工程应用中较好的强化方法,与其他强化方式相比,细晶强化是唯一的一种在增加材料强度的同时也增加材料塑性的强化方式。不过,由于细晶强化所依赖的前提条件是晶界阻碍位错滑移,这在温度较低的情况下是存在的。而晶界本质上是一种缺陷,当温度升高是,随着原子活动性的加强,晶界也变得不稳定,这将导致其强化效果逐渐减弱,甚至出现晶界弱化的现象。实际上,多晶体材料的强度-温度关系中,存在一个所谓的“等强温度”,小于这个温度时,晶界强度高于晶内强度,反之,则晶界强度小于晶内强度,如图8所示。
因此,对于有特殊要求的迷宫轴零件所用的GH500高温合金而言,为达到满意的高温持久性能,就必须将晶粒度控制到最佳范围。
(3)如何控制零件的晶粒度,使锻件不出现晶粒度不均匀以及混晶现象。不仅要保证后期热处理固溶的充分性,而且在锻造阶段就应该严格控制。建议在以后生产锻件毛坯时,对模具要进行充分余热。如果模具温度较低,首先需要锻造的锻件与较冷的模具接触,晶粒无法正常长大,就保持相对较小的形态,所以会出现部分锻件晶粒度较小。另外,为防止混晶的出现,还应严格控制变形节奏和打击力度,确保变形均匀。这样,才能保证零件再结晶的均匀性,从而保证晶粒的均匀性。
5.结语
(1)晶粒度是影响GH500高温合金高温持久性能的主要因素,当晶粒度控制在3~4级时,高温持久性能良好,符合发动机使用要求。
(2)为获得满足需要的晶粒度,应从锻造工艺和热处理工艺两个方面控制,锻造时,应对模具进行充分预热,严格控制变形节奏和打击力度;热处理时应保证固溶充分。
(3)对于材料为GH500高温合金的少、无余量精密加工零件,若出现高温持久性能偏低,可采用1100℃±10℃、保温4~4.5h、通2×105Pa氩气开风扇冷却的方式在真空炉中返修补救。
文/张莉、文钰、李克、郭占兵,中国南方航空工业(集团)有限公司

来源:张莉/热处理生态圈


