您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-01-08 09:15
环氧乙烷灭菌验证的内容、方法、步骤
一次性无菌医疗产品的环氧乙烷灭菌验证的主要内容应根据国家标准:GB18279.1-2015 《医疗保健产品灭菌 环氧乙烷 第 1 部分:医疗器械灭菌过程的开发、确认和常规控制的要求》中的规定;同时环氧乙烷是有毒的易燃易爆气体,应特别注意有关的安全性和有效性。
一、验证前准备
1、验证方案
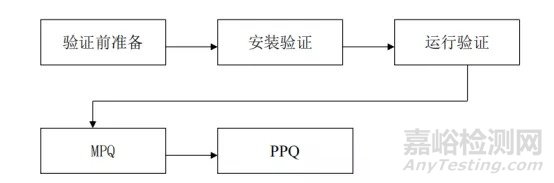
环氧乙烷灭菌验证一般应包含编制验证计划、选用验证方法、确认检验或试验方法、评价验证结果等方面内容。其中编制验证计划时确定验证的步骤是非常重要的。通常的验证步骤是:
2、人员
应当由有资格的人员来从事环氧乙烷灭菌验证过程中的操作工作、微生物检验工作、设备管理工作及计量器具的管理工作。负责上述工作的人员应根据工作需要分别接受过相应内容的培训:设备的安装、操作、维护;计量器具校准;物理性能及微生物性能鉴定。
人员的资格培训应建立相应的培训情况记录,每套环氧乙烷灭菌设备的操作人员应至少两人,并取得设备操作上岗证。
3、产品灭菌的适用性
灭菌前应根据环氧乙烷灭菌的特性分析产品对环氧乙烷灭菌的适用性(方法验证)。产品的灭菌适用性包括:
产品:
由产品的用途决定产品是否需要灭菌;
产品材料的物理、化学性能:
环氧乙烷灭菌的环境不应改变材料的物理化学性能。
产品结构:
产品结构应使环氧乙烷灭菌气体能够到达需灭菌位置。环氧乙烷灭菌的条件不应改变产品的结构。
产品残留量:
产品经环氧乙烷灭菌后的 EO 残留水平将会影响产品对灭菌的适用性。解析后 EO 残留量应符合标准。
产品再灭菌性:
当产品需要再次灭菌时产品的物理化学性能不受影响,产品的 EO 残留量仍符合相关要求。
产品最难灭菌部位:
根据产品的设计确定灭菌剂最难达到的部位(在最难位置放置菌菌片,可以用坑性对比、也可以采用特殊结构实现)。
4、包装
1)包装说明:
应包含包装名称、包装材料、包装结构说明及包装的印刷。应证明包装上的印刷不会因灭菌而产生不良影响。
2)包装的物理化学性能:
证明包装经环氧乙烷灭菌后其物理、化学性能能够达到包装设计的预期要求。
3)包装的封口强度:
应证明产品包装在灭菌环境下封口强度能保证包装的正常功用。
4)包装的阻菌性:
应证明产品的包装能确保灭菌后的产品不会受外界微生物污染源的影响。
5)包装的储存验证确认;
6)包装的运输试验;
7)包装的老化试验;
8)再次灭菌的影响:
9)包装应有利于湿度和环氧乙烷的穿透;
应证明产品的包装经再次灭菌后其物理化学性能、封口强度、印刷等均保持其正常功用。
5、化学指示物
化学指示物的选用应符合 GB18282.1-2015 标准要求,并审核供货商资质。
6、生物指示物
生物指示物的选用应符合 GB18282.2-2015 标准要求,并审核供货商资质。
7、灭菌剂
灭菌用环氧乙烷应符合 GB13098-2006 标准要求;质保单、灭菌剂配方、生产日期、有效期限、保存条件等产品资料并核实。
8、产品的初始污染菌
产品在灭菌前必须进行产品的初始污染菌测试,确定产品从包装完毕至灭菌循环开始前的最长滞留时间。
9、加湿用蒸汽
加湿用蒸汽须保证不能成为新的微生物污染源,建议用去纯化水,若不能达到,可以进入包装的状态去评估。
二、安装验证
1、设备的相关技术资料
需提供设备的使用说明书、产品合格证、安全规程、维护保养计划、常见故障与排除一览表、主要技术图纸(安装图、管道图、电气图)、备品备件表等主要技术资料。
2、计量器具校验
灭菌设备上的主要计量器具,如:温度传感器、压力传感器、湿度传感器等,在灭菌验证过程中要保证其相应的准确性,其精度符合等级要求。计量器具必须在规定的鉴定周期内使用。计量器具的使用必须具备计量器具生产许可证、计量器具产品合格证及相关的合格证明材料。(传感器送检测合格不代表安装在设备上也合格,最理想的方式是在线校准)。
3、灭菌器供应商的资质证明
需提供灭菌器供应商的工商营业执照、医疗器械生产许可证、医疗器械产品注册证和医疗器械卫生许可证。
4、环境要求
灭菌车间须达到防爆要求;应安装防爆排风扇;车间远离明火至少 30 米以上;应离开办公区及其他生产区;环氧乙烷储存钢瓶应固定支撑、连接地线、专用房间并通风阴凉;车间空气中环氧乙烷的浓度应≤2mg/m3(GB11721-89 标准)。
控制室应为正压通风室,室内设有的报警装置应完好有效, 室内压力的指示和气源风机的开停均应正常有效
5、管道的安装
灭菌器各种管道应根据其功能标色区分,并在显著位置有相应标志。灭菌器各管道的连接应保证密封、无泄漏。各管道间应保证相应的平行、等距、垂直连接。灭菌器管道与相应的控制系统、辅助系统间应按安装位置图正确安装。
6、电器控制系统的安装
灭菌器中开关、按键、指示灯、控制仪表、指示仪表、传感器等电器的安装应正确,电器控制系统应可靠接地。可通过启闭开关、按钮,检查仪表显示的正确性加以验证。
防爆电气设备的技术文件应齐全,并具有防爆工程安装质量控制记录和安装质量合格结论报告。
7、计算机系统的安装(若有)
检查主机、显示器、打印机、UPS、控制机箱的可靠安装、正确连接和正常运行。
三、运行验证(1)
1、辅助设备的运行验证
辅助设备包括真空系统、气泵、循环泵、加药系统、加热系统(水箱、电热管)、蒸汽发生器(若有)、开关门系统等,根据各辅助设备应有的工作特性,分别接通电源试运转,验证各辅助设备运转的有效性,并根据设计确认,进行限挑战验证。
2、电器控制系统的运行验证
电器控制系统包括加热系统、压力系统、气化系统,需验证加热(水箱)温度、灭菌温度、灭菌压力、气化器温度(若有)的上下限控制,要求各仪表控制正确、可靠。
3、报警系统的运行验证
应验证灭菌室超高温报警,灭菌室超高压报警,气化器(若有)超高温报警,灭菌剂(若有)超低温报警,计时器超时报警及开关门报警(若有)。要求报警装置正确、有效。
4、计算机系统的运行验证
应验证计算机系统各部件,包括主机、显示器、打印机、UPS、控制机箱等运行的正确性,要求能正常运性,达到预期功能。
四、运行验证(2)
1、真空速率试验
验证真空度达到-15Kpa、-50Kpa 所需的时间,要求抽-15Kpa 时≤6min,抽-50Kpa 时≤30min。
注:本指南中所指的压力均指相对压力。
2、正压泄漏试验
验证灭菌器柜体在正压状态下的密封性。在空载、温度恒定的条件下,加正压至+50Kpa(高于灭菌过程最大压力),保压 60min(可根据实际情况应适当延长),观察柜体压力变化,要求泄漏率≤0.1Kpa/min(此要求略低,大设备可适当提高要求)。有些大型设备灭菌工艺无正常情况,可降低正压要求.
3、负压泄漏试验
验证灭菌器柜体在负压状态下的密封性。在空载、温度恒定的条件下,预真空至-50Kpa(高于灭菌过程最大压力),保压 60min(可根据实际情况应适当延长),观察柜体压力变化,要求泄漏率≤0.1Kpa/min(此要求略低,大设备可适当提高要求)。
4、加湿试验
加湿能力可以和空间温湿度均匀性一起做。
5、灭菌室箱壁温度均匀性试验
验证灭菌室箱壁温度均匀性是否符合要求。
1)温度探头应均匀分布于整个灭菌器中,考虑设备进水回水冷热点。
2)根据标准要求得少于下传感器数量:
a)灭菌器柜室可用体积≤1 m3时,至少 3 个;
b)灭菌器柜室可用体积≥3 m3时,体积每增加 1m3时,增加 1 个测点;
3)启动加热/循环系统,在到达灭菌工艺所需温度(如 50℃)时,记录所有传感器的温度值。
4)所有温度传感器间与验证要求温度的偏差≤±3℃。
5)空载灭菌室箱壁温度均匀性验证的温度传感器分布须有示意图表示。
6、灭菌室空间温、湿度均匀性试验
验证灭菌室空间温湿度均匀性是否符合要求。
1)在空灭菌室内放置规定数量的温、湿度传感器,温度探头应放置于能代表温度变化最大的部位。
2)根据标准要求不得少于以下传感器数量::
a)灭菌器柜室可用体积≤1m3时,至少 3 个温度,2 个湿度传感器,均匀分布;
b)灭菌器柜室可用体积>3m3时,体积每增加 1 m3时,增加 1 个温度测点;
c)灭菌器柜室可用体积>5m3时,体积每增加 2.5 m3时,增加 1 个湿度测点;。
3)启动加热/循环(自动),在到达灭菌工艺所需温度(如 50℃)时,记录所有传感器的温度值,并找到冷点热点。
4)标准要求所有温度传感器满足设定温度偏差≤±3℃。
5)空载灭菌室空间温、湿度均匀性验证的温度传感器分布须有示意图表示。
7、灭菌室满载温、湿度均匀性试验(可以与微生物验证一起做,第一次验证时此验证有利于寻找灭菌工艺)
验证灭菌室满载时温度均匀性是否符合要求。
1)在灭菌室满载的条件下,将规定数量的温度传感器(计算方法同上)均匀地分布在灭菌负载包装箱内,启动加热/循环系统,在到达灭菌工艺所需温度(如 50℃)时,记录所有传感器的温度值。
2)应规定所有温度传感器间温度的最大偏差并对数据行分析。
3)灭菌室负载要有装载模式图。
五、微生物性能验证(MPQ、PPQ)
微生物性能验 证在运行验证合格后进 行。它验证现用环氧乙 烷灭菌工艺是否符 合
GB18279.1-2015《医疗保健产品灭菌 环氧乙烷 第 1 部分:医疗器械灭菌过程的开发、确认和常规控制的要求》标准。
对新产品、新材料、新包装、新工艺的使用,通过灭菌验证为灭菌工艺的制定提供依据。
PCD: 过程挑战器具, 设计成对灭菌过程具有确定的抗力,用于评估过程性能的器具。
IPCD: 内部 PCD 被用来证明指定的产品已达到无菌保证水平。放置于产品内部或销售包装内的
PCD 是一个内部的 PCD.
EPCD: 放置于产品销售包装之间或装载的外表面上的 PCD 是外部 PCD。外部 PCD 只是用来日常
生产过程的微生物监测。
产品族: 可以用规定的过程条件灭菌的,类似加工特性的产品系列.
加工组: 能一起灭菌的不同产品或产品族的组合.
影响环氧乙烷灭菌的因素很多,主要有温度、环氧乙烷浓度、相对湿度、时间等。
1、温度
环氧乙烷的杀菌作用、灭菌时间、对物品的穿透能力与温度密切相关。在一定的范围内,随着温度的升高,环氧乙烷的杀菌作用加强,同时也能增强其穿透力和缩短灭菌作用的时间。一般口罩常用的合适温度为 50±5℃(透析包装可走上限,非透析包装走下限)。温度每提高 10℃灭菌时间缩短一半。
1)加温系统温度与均匀性
环氧乙烷灭菌柜以热水循环方式加热,每年都应做运行确认。
2)处理(负载试验)应在受控条件下进行一段时间的预处理和(或)处理,使被灭菌物品内达到规定温度和相对湿度。它同以下因素有关:
产品;规格(长*宽*高);数量(箱);总载量(<70%);
堆放:装载物品不能接触柜壁,有一定距离间隔,作图示。
小包装材料:大小、厚度;
中包装材料:大小、厚度、含小包装数;
大包装材料:尺寸、含中包装数;
水箱温度(℃);被灭菌物品的温度(℃);
3)根据鉴定的实践经验,通常进行这类测量的温度传感器数量与空载时相同。
4)温度和湿度传感器应装入单个包装箱内和其他拟放入灭菌器中任何形式的包装内。
5)温度传感器应放置于能代表温度变化最大的部位,如靠近柜室不受热的位置或柜门和靠近蒸汽或气体入口位置。其余的温度探头均匀分布于整个灭菌器中,并作图示。
6)全部灭菌时间内,被灭菌物品应达到规定的最低温度,在气体作用期间的任何指定时间,产品上的温度波动范围应小于或等于 10℃,湿度应不超过±15%。
7)温度的设定要考虑对灭菌物品、包装及印刷的影响。
8)通过试验要得到不同位置升温速率,要表明温度最低点与最高点的位置,同时要探求温度与灭菌效果的关系。
9)环境温度的影响,我国的环境温度变化很大,不同地区、不同季节环境温度影响预处理所需时间。
10)规定经最长允许时间预处理后被灭菌物品的温、湿度。
11)灭菌温度参数确定,应根据环境温度,被灭菌物品的温度、升温速率、时间等确定。
12)从预处理区内移出被灭菌物品到灭菌周期开始经过的最长时间。(通常认为移出时间 60min或更少为可行。
13)短周期采用常规温度,半周期采用工艺下限温度、全周期采用上限温度。
2、预真空
预真空度的大小决定残留空气的多少,而残留空气可直接阻止环氧乙烷气体、热、湿气到达被灭菌物品的深层、内部。所以灭菌过程尤其是加湿前真空度对灭菌效果影响巨大,为使 EO 在灭菌器柜室和被灭菌物品内均匀分布达到可以重现,加入灭菌剂之前必须控制柜内残留空气的含量。采用高度真空排出空气有利于 EO 气体进入产品内部(透析包装)。而对于那些不能承受高度真空排出空气的产品,采用低真空,更长的灭菌时间。
预真空要考虑以下因素的影响:
1)对被灭菌物品,包装的影响;
2)环氧乙烷的均匀性;与被灭菌物品堆放,灭菌柜设计可能有关。
3)负压灭菌与正压灭菌;
4)对湿度的影响;
5)设定真空度与达到该真空度所需时间(真空速率);
6)真空持续时间(保压)。
3、加湿
湿度影响灭菌效果,当湿度为 0%RH 时,没有灭菌效果,湿度为 99。9%RH 时效果极差,在 40-75%RH的实验室数据,湿度影响无规律:
1)只充许采用蒸汽作为加湿方式;
2)加入蒸汽不得成为新的污染源。
3)加湿前排除冷凝水;
4)加湿是为了补偿真空损失的水;
5)湿度有利于环氧乙烷穿透。
6)加湿也应当挑战,短周期正常加湿,半周期下限,全周期上限。
7)加入蒸汽时湿度与压力升高的关系
8)非透析包装无论如何加湿也不能改变产品内的湿度。
4、环氧乙烷浓度
口罩灭菌工艺不适合采用较低浓度,灭菌浓度提高一倍,灭菌时间缩短一半,超过一定深度不再缩短时间。
1)环氧乙烷加入量、加入时所需的时间、达到最高压力时间与换气前的最终压力。
2)灭菌柜内的环氧乙烷浓度
环氧乙烷的浓度可以用间接法或直接法来监测。间接法可用称重法和压力测量法计算其浓度;直接法可直接采样用气相色谱及远红外分析的方法测得其浓度。
a)称重法:假设环氧乙烷和稀释气体均匀分散地进入容器并没有气体从腔体漏出,称取气体钢瓶在加 EO 前后的重量差异,计算出环氧乙烷浓度。
b)压力测量法计算环氧乙烷浓度
在初次充气的气体达到温度平衡时灭菌柜内环氧乙烷浓度的理论计算是理想气体定律为基础。引入 E.O 后,灭菌器内 E.O 浓度计算方法:Americon National Standand ST24-1992
计算公式:E.O 浓度=(K*P)/(R*T)
K:E.O 稀释常数
P:引入 E O 后压力上升值
R:气体常数
T:引入 E.O 后,箱体内绝对温度
c)气相色谱法(GC)
d) 红外分析
大多数气体具有一定特征远红外光谱,可用鉴别气体并测定所含气体量。
3)环氧乙烷对不同包装、被灭菌物品的穿透性,在灭菌周期,观察环氧乙烷穿透包装与被灭菌物品到达内腔所需时间与含量。
4)灭菌周期完成后,进入被灭菌物品小包装内环氧乙烷的量,由此可以验证生物指示剂、化学指示剂与灭菌柜内环氧乙烷均匀性。
5)环氧乙烷的解析曲线
灭菌周期完成后,被灭菌物品在一定条件下(温度、时间、通风),可由环氧乙烷残留量消失与时间(天)的曲线,得出残留量达到标准所需时间。
检测方法:化学法;气相色谱法(CE 要求)。
不同季节的环氧乙烷消失曲线不同。观察被灭菌物品,在不同季节(温、湿度)消失的浓度与时间(天)曲线。注意样品的保存。
5、换气
抽真空,去除灭菌剂应根据对产品与包装的影响,设定规定压力(速率与时间)。
换气的次数与加入清洁空气至大气压力。
应基本去除灭菌柜内的环氧乙烷。
出料应开启排风系统,保护操作员工避免吸入环氧乙烷。
6、通风(解析)
产品应放置在规定条件下,持续通风一段时间。
通风可在灭菌器内和(或)单个柜室或房间内进行。
EO 及其反应产物的残留物可能是有害的。生产厂必须认识到产品中可能有残留物存在。温度、停放时间、强制气体循环、装载特性、产品与包装材料都对通风的效果有影响。
测定通风区温度分布的方法,应与推荐的测定预处理区温度分布的方法相同。应测定通风区的
气流速度和气流分布图。
通风:
a)时间和温度;
b)柜室内和(或)房间内压力的改变(如有改变);
c)空气或其他气体所换气速度;
d)被灭菌物品的温度和;
e)柜室内和(或)空间内产品的摆放方式和分隔形式。
7、微生物
除非能证明与以前经确认的产品、包装或被灭菌物品摆放方式等效,否则必须采用新的或更改过的产品、包装、被灭菌物品摆放方式、设备或过程参数进行微生物性能鉴定。对等效性的证明,应形成文件。
对适用生物指示物应做出规定,并形成文件。
应规定 IPCD、EPCD 的形式。
微生物学性能鉴定必须通过对符合 GB 18281.2 的生物指示物灭菌,证明该灭菌过程适合产品灭菌。
应把这些指示物放置在整个被灭菌物品中具代表性的部位,所选的周期条件对微生物的杀灭力低于通常指定灭菌周期的杀灭力,达到保证无菌。
如果模拟产品灭菌的过程监测器材和指示物一起用于 EO 灭菌的常规监测,则对过程监测器材的适合性应予证实。
EO 灭菌指示物应在预处理(若采用)前放置于被灭菌物品中,并且在整个灭菌周期中保持在该位置。(也有企业进灭菌柜前放置)
应规定产品的生物负载,并形成文件。相关的国家标准将包括微生物确认方法和常规控制方法。
生物指示物应放于产品中最难灭菌的位置,若产品的设计不能将生物指物放于其最难灭菌地方,则应采用能提供已知数量活芽胞的芽胞悬液给产品染菌,芽胞悬液应符合 GB 18281.2 标准。
使被染菌的产品表面芽胞均匀地分布于被灭菌物品中,但放置点应包括灭菌条件下最难灭菌的地方。用于生物学性能鉴定的生物指示物的数量应能验证整个被灭菌物品的微生物灭活。放置点的选择可与进行温度监测的位置相同,要想深入了解过程的有效性,应将两个生物指示物放置于每个热电偶的附近。根据已鉴定的实践经验,通常进行这类微生物学试验宜采用以下生物指示物数量:
a)产负载体积小于等于 1m3时,至少 5 个,日常监控为 3 个;
b)灭菌器柜可用体积 5m3至 10m3时,每增加 1m3,应增加 3 个生物指示物,日常监控为验证的一半;
c)灭菌柜可用体积大于 10m3时,计算方式例如:18 m3 产品装载: 10 × 3 + (18 − 10) ×
1 = 38,MPQ 时,至少用 38 个 BI。日常控制: 38/2 = 19, 至少用 19 个 BI。
方法:半周期法
本方法是在除时间外所有其他过程参数不变情况下,确定无存活菌的 EO 最短作用时间。规定的作用时间应至少为最短灭菌时间 2 倍。还要进行能让存活菌复苏的短周期运转,以证明复苏技术的可靠性。
应确定在确认研究中用于复苏生物指示物的条件,并形成文件。在确定培养时间时,应考虑到EO 灭菌后芽胞有可能延迟生长。
生物指示物的培养时间:7 天,自含式培养周期 48 小时(需 RIT 验证,国内标准无相关认可规定)
8、生物指示物的生长检验
灭菌后生物指示物应及时转入培养基中进行培养,或采用自含式菌片,建议二种品牌 BI 进行验证。
取出被灭菌产品中生物指示物,应避免交叉污染与实验室污染(假阳性)使用自含式 BI 能解决假阳性问题。
经培养后生物指示物的普通肉汤培养基出现混浊,并符合枯草杆菌的特征,判为长菌。
根据微生物性能确认试验及得到数据,并对数据进行分析。
作为验证灭菌工艺与制订灭菌工艺依据。
培养基作阴性对照,BI 做阳性对照。
理想结果 :
短周期:产品无菌,IPCD 阳性率低于 EPCD 阳性率
半周期:IPCD 合格、EPCD 合格或 EPCD 可低比例不合格。
全周期:EPCD 全部合格。
9、二次灭菌对产品影响的验证
由于一次灭菌的失败,必须对产品进行第二次灭菌,第二灭菌对产品是否有影响呢?
应根据标准对产品进行感官、物理、化学各项指标检验。特别对 EO 残留量和 EO 反应产物进行监测,需要贮存多少天才能下降到安全水平,产品才能放行。
9、 残留验证
应对产品残留进行检测,按 GB/T14233.1-2008 标准方法进行试验。符合标准要求发行,
建立解析曲线。
10、车间空气中 EO 浓度测定
报警器
车间应有排风装置,或灭菌柜内微负压排风系统。降级工人出货风险。
11、尾气处理
根据国家法规应有尾气处理装置。请环保部门测定
有需要可以发邮件给 my_name1125@hotmail.com 索取。
12、噪音
请环保部门测定
目前国内一些口罩生产商的灭菌工艺:
透析包装、有预热、解析间
预热温度 50±5℃
预热湿度 40-85%RH
预热时间 15H
转移时间 小于 1 小时
灭菌温度 50±5℃
真空度 -70Kpa
保压时间 10min
加湿压力 1Kpa 或者不小于 45%RH
保湿时间 10-30min
加药量 40Kgpa 或 600mg/l
灭菌时间 300-420min
清洗真空度 -70Kpa
清洗次数 5 次
通风时间 5min
解析温度 45±5℃
换气次数 4min/13min
解析时间 24-48H
透析包装、有预热、氮气置换工艺
本套工艺对设备要求非常高,参考请注意!
预热温度 50±3℃
湿度 40-85%RH
预热时间 15H
转移时间 小于 1 小时
灭菌温度 53±5℃
氮气转换 -90Kpa
置换次数 1 次
真空度 -90Kpa
保压时间 10min
加湿压力 2Kpa 或者不小于 45%RH
保湿时间 10min
加药量 35Kpa 或 600mg/l
灭菌时间 270-360min
氮气清洗 -90Kpa
次数 2 次
清洗真空度 -90Kpa
清洗次数 5 次
通风时间 5min
无需解析(以最终残留检测结果为准)
非透析包装、无预热、无解析间
灭菌温度 45±3℃
保温时间 1~5H 加药前产品内最低温度应升到 32 度 ---通过前面负载温湿度均均性找出 真空度 -18~-25Kpa 部份包装比较差的企业-15Kpa
保压时间 10min
加湿压力 2Kpa 或者不小于 45%RH 建议使用脉动湿度控制加湿
保湿时间 10-30min
加药量 45Kpa 或 800mg/l
灭菌时间 420-480min
清洗真空度 -15Kpa 回空大概在-3kpa,清洗真空速率和放空速率应较低
清洗次数 5 次
通风时间 30min 灭菌柜开门排风风机多排一段时间后再出货。
自然解析:增加通风有利于环氧乙烷释放,解析时间会比较久。
灭菌过程中的压力不得低于短周期验证的最低压力。
注:同一种产品可以有很多灭菌工艺。
不同的产品也可以使用同一种工艺。(加工组 ISO11135-2014)
追加等效: YY/T 1268-2015 环氧乙烷灭菌的产品追加和过程等效
很多企业现有灭菌工艺,可在对比上述工艺之后依据 YY/T 1268-2015 将产品追加到已有的产品组中。将待追加产品与灭菌验证所使用最难灭菌的产品先根据标准中的附录 A 进行对比回答,若答案全是“否”,可直接追加至原有产品族中。若回答是,则需评估待选产品相关特性相比于已确认的产品是否更有利于灭菌,更有利于灭菌也可直接追加至原有产品族。
也可参考 ISO11135-2014 规范性附录 E 单批放行

来源:Internet


