您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-03-17 00:03
紧固件在加工制造过程中,由于设计不合理,选材、加工工艺、热处理和表面处理工艺不当,都会造成紧固件的质量不好,产生表面或内部缺陷。下面分别就紧固件由于成形、热处理和表面处理工艺不当导致的缺陷进行详细的介绍。
成形工艺不当造成的工艺缺陷种类较多,例如,成形工艺不当所致粗晶或晶粒不均匀,成形工艺不当所致螺纹流线分布不顺或穿流,螺纹滚压工艺不当造成缺陷,加工工艺不当造成缺陷,成形工艺不当导致裂纹。
成形工艺不当所致粗晶或晶粒不均匀
紧固件缴制成形头部时,头部变形量大小应不在临界变形区内。如果紧固件缴制成形的变形比不当,变形量大小正好在临界变形区内,经热处理后,头部变形晶粒就会长大,由于紧固件杆部未变形,杆部晶粒不长大,造成头、杆处晶粒不均匀。另外一个原因是紧固件各处的变形不均匀使得晶粒破碎程度不一致,或合金局部加工硬化所致。
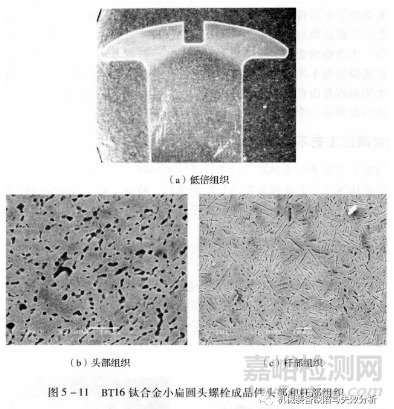
钛合金组织对变形程度的影响非常明显,如钛合金螺栓墩制头部后,在头部和杆部将出现不同的组织特征。下图给出了BT16钛合金小扁圆头螺栓成品件头部和杆部的组织差异。螺栓头部显微组织为双态组织,α相呈细颗粒状,见下图b,杆部显微组织为双态组织,α相呈细针状,见下图c。
耐热钢和高温合金对晶粒不均匀特别敏感,使得螺栓的持久性能和疲劳性能显著降低,螺栓在装配或工作应力的作用下,裂纹在粗细晶粒交界处产生并扩展,特征见下图。

成形工艺不当还会导致粗大晶粒。通常是由于始锻温度过高、变形不足、终锻温度过高、变形量落入临界变形区等引起的。铝合金变形过大形成织构或高温合金变形温度过低形成混合变形组织时也可能引起粗大晶粒。粗大晶粒将降低紧固件的塑性和韧性,也使得疲劳性能显著降低。
成形工艺不当所致流线分布不顺或穿流
紧固件制造工艺要求越来越高,高强度螺栓(钉)已不采用车削加工,多数采用冷敏、热敏成形头部,以提高螺栓的连接强度。螺纹采用滚压,并要求螺栓头部与杆部的金属流线沿头部外形连续分布。只有合格的金属流线,才能提高紧固件的疲劳强度。
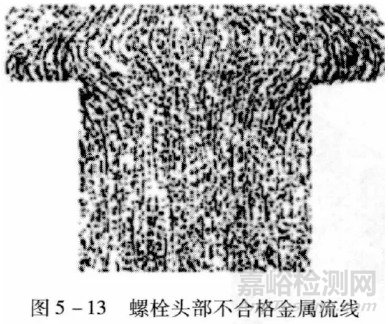
成形工艺不当,造成紧固件头部金属流线不合格,下图给出了螺栓头部金属流线没有沿螺栓头部外形分布特征。
流线分布不顺主要是指流线切断、回流、涡流等流线紊乱现象,是由于锻造模具设计不当、锻造方法选择不合理、人工操作不当而使金属产生不均匀流动等。不合格的金属流线造成紧固件包括疲劳强度在内的多项力学性能降低。
穿流也是流线分布不当的一种形式,是由于原先形成一定角度分布的流线汇合在一起形成。它产生的原因是由两股金属或一股金属带着另一股金属汇流而成的,但与折叠不同,穿流部分的金属是一个整体。
螺纹滚压工艺不当造成的缺陷
紧固件制造工艺要求越来越高,对于尺寸较小的螺纹较多采用搓丝工艺,尺寸较大的螺纹则一般采用滚压工艺或者直接进行滚制成形,特别是对于表面完整性要求较高的材料,如钛合金等。已有的研究表明,螺纹滚压强化是提高螺纹类紧固件疲劳寿命最有效的办法之一。
紧固件搓丝或滚压经常导致的缺陷有折叠裂纹、根部微裂纹、螺纹内部孔洞以及局部破碎。
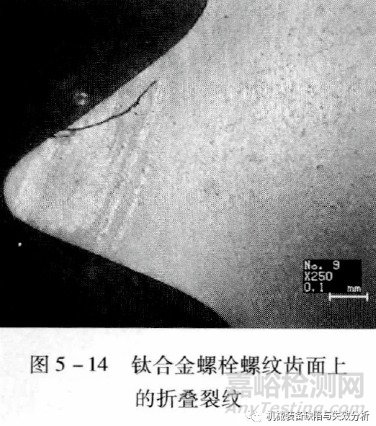
由于工艺参数选择不当、材质不良、润滑不当等原因,在搓丝与滚丝过程中螺纹表面易产生细小折叠裂纹。因此,在进行螺纹滚压参数选择时,应根据螺纹的丝距、材料、硬度等各种数据选定一定的范围,并通过试验确定最终的工艺参数范围。下图为某钛合金螺栓螺纹表面由于工艺不当导致的折叠裂纹。
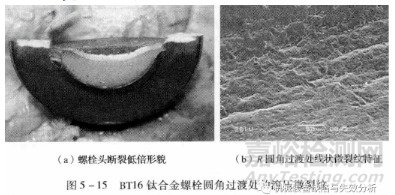
滚压导致的根部微裂纹一般出现在螺栓头与螺杆R圆角过渡处,该处由于R尺寸的影响,对于滚压工艺控制和表面质量控制带来了一定的困难。某BT16钛合金蝶栓在进行装配过程中出现低应力断裂。分析发现,在故障螺栓头和螺杆R圆角过渡处,经过滚压的表面完整性较差,存在大量的周向线状微裂纹,见下图。
折叠裂纹一般具有如下的特征:
(1)折叠裂纹在每个螺纹的位置与形态大致相同;
(2)折叠裂口处比较圆滑,裂口较宽,两侧无冶金缺陷;
(3)折叠裂纹走向与螺纹表面呈一定的夹角,并与流线方向有 关。
搓丝或滚压导致的螺纹根部裂纹,则主要是由于材料过硬或过软导致选择的工艺参数不当所致。由于裂纹位于螺纹的根部,应力集中严重,很容易导致在使用过程中微裂纹的扩展,并最终造成紧固件的早期失效,危害较大。材料过硬和过软容易导致根部微裂纹的原因是:材料过硬时,螺纹根部容易产生冷作硬化;材料过软一般与组织因素有关,如表层铁素体也容易产生根部微裂纹。
孔洞是紧固件搓丝和滚压中出现较为严重的缺陷。孔洞类型包括中心开口孔洞、中心表面孔洞和中心封闭孔洞。
研究者就滚压工艺和滚丝毛坯直径对孔洞缺陷形成的影响进行了较为系统的研究。研究人员采用不同滚丝毛坯直径、滚丝压力和速率进行工艺试验。按直径分为3组,每组40件,两种工艺各20件,分组试验结果如下:
(1)正常毛坯直径
采用正常的滚丝毛坯直径,经正常滚丝压力和速度、加大滚丝压力和速度两种工艺的试验结果见下表:
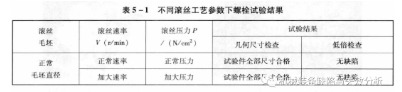
(2)毛坯直径加大0.02~0.04mm
试验件毛坯直径加大0.02~0.04mm,经正常滚丝压力和速度、加大滚丝压力和速度两种工艺的试验结果见下表:

由研究结果可以得出,实际工程应用中,造成孔洞缺陷的主要原因是由于螺栓、螺钉滚螺纹的毛坯尺寸超大,造成搓丝和滚压应力增大,在大滚压应力的作用下,螺栓、螺钉的螺纹端中心出现开口孔洞;如果螺栓、螺钉材料塑性好,孔洞不开口,在螺栓、蝶钉的内部形成中心封闭孔。
滚丝轮为一对等速旋转的刚体,两者间距为螺纹底径,滚丝毛坯直径约为螺纹中径(大于滚丝轮间距),这样止动销在滚丝中必然受到一对大小相等,方向相反的集中压应力而变形,随着滾丝轮旋转而形成螺纹。滚丝毛坯在一对集中压应力的作用下,其中心面的应力值最大,滚丝毛坯直径的大小是直接影响应力和变形的关键。滚丝毛坯直径越大,则受到的压应力就越大,变形也就越大。当这种变形大于材料的塑性指标时,必然产生破坏开裂。变形与破坏的方向随着滚丝旋转不断地改变,形成轴心的放射状裂纹,在零件完成滚丝工序脱离滚丝轮时,由于冷变形的残余应力,回弹开裂成为孔洞。
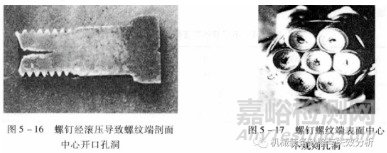
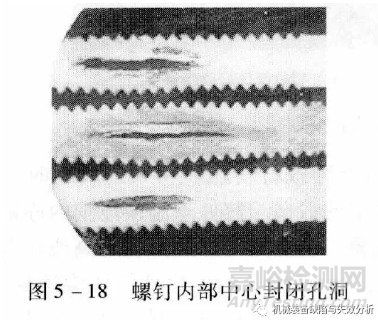
螺钉经滚压导致螺纹端剖面中心开口孔洞,见图5-16。螺钉螺纹端表面中心不规则孔洞,见图5-17。材料塑性好的螺钉出现的内部中心封闭孔洞,见图5-18。
螺纹在搓丝或滚压过程中还有一类由于原材料缺陷导致的局部“破碎”缺陷。这一类缺陷的产生主要是由于原材料内部存在较为严重的夹杂物或残余缩孔所致。
加工工艺不当造成的缺陷
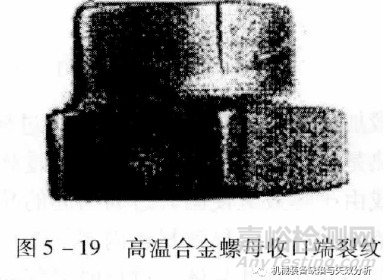
自锁螺母收口尺寸大,在收口应力的作用下,收口端处容易产生微裂纹,受装配或使用应力的作用,微裂纹扩展成宏观裂纹。收口端裂纹的产生,可能与收口所致应力过大有关,也存在由于材质局部粗晶或热处理工艺不当,导致残余应力过大导致的收口裂纹。某高温合金自锁螺母收口端裂纹见下图。
自锁螺母收口处出现裂纹的现象较为常见,除收口所致应力较大外,很多情况与材料的塑性不良有关。这是由于收口裂纹实质上是收口的塑性变形量超过了材料所自受的变形能力。如某型高温合金自锁螺母收口处多次出现裂纹,其原因是收口在时效强化后进行,此时由于时效强化导致材料强度高而塑性低产生开裂,后改为先收口后进行时效强化,这一裂纹现象得以解决。
成形工艺不当导致裂纹或过烧缺陷
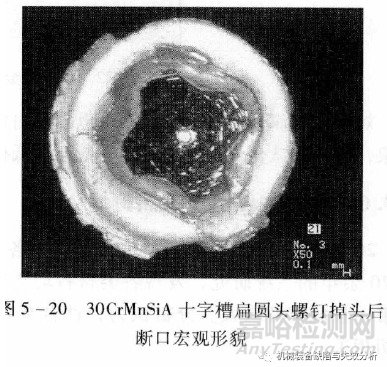
螺栓(钉)、螺母等紧固件采用锻造方式,墩锻温度不当,如墩锻加热温度低,容易产生裂纹,温度高则容易产生过烧。当墩锻温度较低时,裂纹一般出现在变形量大或者应力最大,厚度最薄的地方。这主要是由于这类裂纹通常是由于墩锻时形成的较大拉应力、切应力或附加拉应力引起的。冷锁变形量过大也将产生裂纹。例如,30CrMnSiA十字槽扁圆头螺钉在装配过程中螺钉从头部断裂,见下图,失效分析结果表明,螺钉冷墩十字槽偏深,导致在十字槽根部产生微裂纹,并且对螺钉的强度有一定影响是螺钉掉头的根本原因。
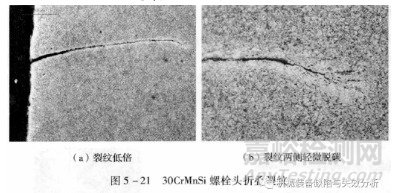
墩锻工艺不当或毛坯表面存在未清理干净的氧化皮也同样会导致折叠裂纹。这类折叠裂纹经过高温后,对于钢来说,一般裂纹两侧会出现脱碳的现象,而对于钛合金来说则会出现富氧层。图5-21给出了30CrMnSi螺栓头热锻成形导致的折叠裂纹及裂纹两侧的脱碳形貌。
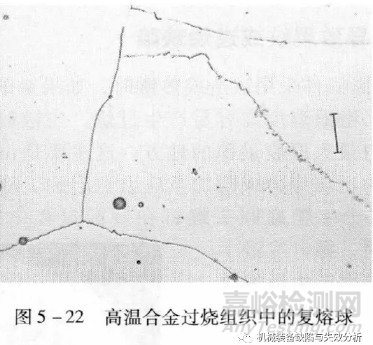
墩锻加热温度过高,局部易产生过热,过热时会导致材料晶粒粗大,严重时产生过亮。过热是指金属材料由于加热温度过高,或在规定的锻造与热处理温度范围内停留时间过长,或由于热效应使温度过高引起的晶粒粗大现象。过烧是指加热温度过高或在高温加热区停留时间过长,导致材料内部低熔点物质熔化,或环境中的氧化性气体渗透到晶界,形成易熔的氧化物共晶体。过烧时局部晶界烧熔,并沿晶界出现小孔洞。过热和过烧没有严格的温度界限,一般以晶粒出现氧化或低熔点相和熔化为特征来判断过烧。不管是过热还是过烧,都使得紧固件产品性能降低,在使用中容易出现早期失效。一般情况下,紧固件材料过热可通过热处理进行性能的组织的恢复,而过烧则只能报废。图5-22给出了高温合金由于过烧导致的低熔点共晶相的回熔特征。
对钛合金而言,墩锻温度高时也容易出现组织不均匀,甚至粗大的魏氏体组织和热剪切现象,这与钛合金的导热率较其他合金低有关。

来源:机械装备缺陷与失效分析


