引言
交通诱导屏出现局部花屏,现场人员发现失效IC有类似虚焊或接触不良现象,对器件加焊后显示恢复正常,初步怀疑是焊接问题。需要查明红色灯控制芯片焊点是否存在异常以及异常的原因。现对NG 和正常PCB光板(用于识别芯片位置)进行测试分析,查找芯片失效的原因。
测试分析
1、外观检查
将失效IC及正常IC外层灌封胶剥离后,对IC引脚焊点进行外观检查。外观检查结果显示,失效IC多个引脚焊点表面均发现异常裂纹现象,正常IC引脚焊点未发现异常现象。
图1. NG IC引脚表面外观检查照片
2、X-Ray观察
利用X-Ray对失效IC和正常IC引脚焊点进行透视观察,结果如图2所示。
失效IC 多个引脚焊点发现开裂现象,正常IC焊点未发现明显异常现象。后续通过切片分析手段,对焊点焊接状况进一步确认。
图2. IC引脚焊点X-Ray透视检查照片
3、剖面分析
对失效IC典型开裂焊点及正常IC焊点进行切片后,利用SEM+EDS对截面进行观察分析,如图3和表1所示:
①失效IC个别引脚焊点呈贯穿性开裂,开裂位于靠PCB侧IMC与焊锡之间,结合焊点周围存在显著界面分离现象,推测焊点开裂因材料间热失配而引发焊点疲劳开裂失效;
②成分测试显示,开裂位置未发现异常元素,同时IMC生成连续,厚度正常,故排除污染及焊接热输入异常对焊点开裂的影响。
图3. 失效IC引脚焊点切片后SEM图片及EDS能谱图
表1. 失效IC引脚焊点切片后成分测试结果(wt.%)
4、热学分析
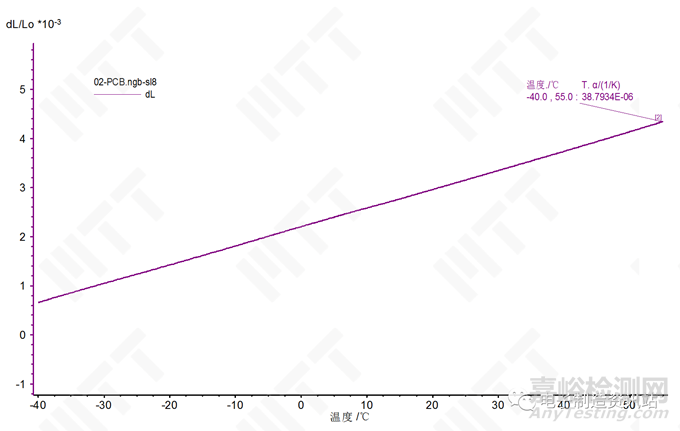
为了确认灌封胶与PCB热膨胀系数是否存在较大差异,利用热机械分析仪对二者进行线性热膨胀系数测试,结果如图4所示,灌封胶在-40.0℃~55.0℃温度下Z轴线性热膨胀系数为382.2954μm/(m·℃),而PCB在相同温度下Z轴线性热膨胀系数为38.7934μm/(m·℃),相同温度下,灌封胶线性热膨胀系数约是PCB的10倍。
图4. 灌封胶与PCB线性热膨胀系数测试曲线
5、结论
综上所述,焊点开裂的主要原因为:灌封胶与PCB之间材料热失配导致灌封胶与PCB界面分离,界面分离后产生的内应力直接加载在焊点上,周期性的内应力最终导致焊点疲劳开裂。