您当前的位置:检测资讯 > 生产品管
嘉峪检测网 2024-06-06 08:14
影响干法制粒工艺品种从小试研发过渡至放大生产的因素有工艺和设备两方面,处方因素对干法制粒工艺品种从小试研发过渡至放大生产影响较小。本文通过深入分析工艺和设备的相关因素,筛选出需要重点关注的因素。工艺方面的因素有搅拌桨速度、送料转速与压辊转速的匹配性、压辊压力、压片硬度范围及包衣增重范围,设备方面的因素有干法制粒机的运转原理,通过小试研发、实践经验和理论知识来降低上述因素对放大生产的影响。
本文旨在以详尽的小试研发数据为基础,依据实践经验和理论知识构建干法制粒工艺品种从小试研发到放大生产的桥梁,形成科学有效的干法制粒工艺品种的放大生产策略。
1、小试处方工艺
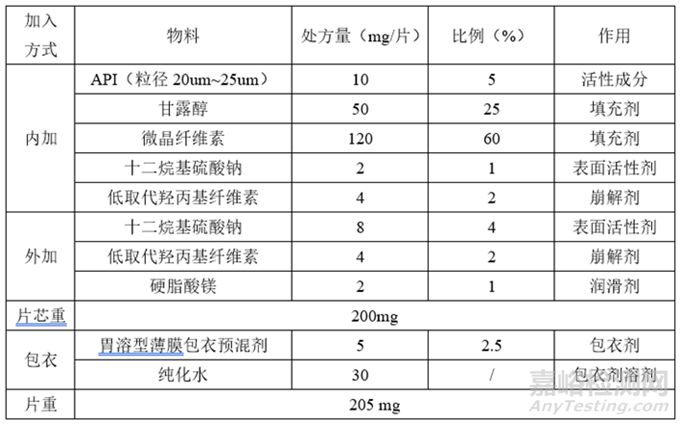
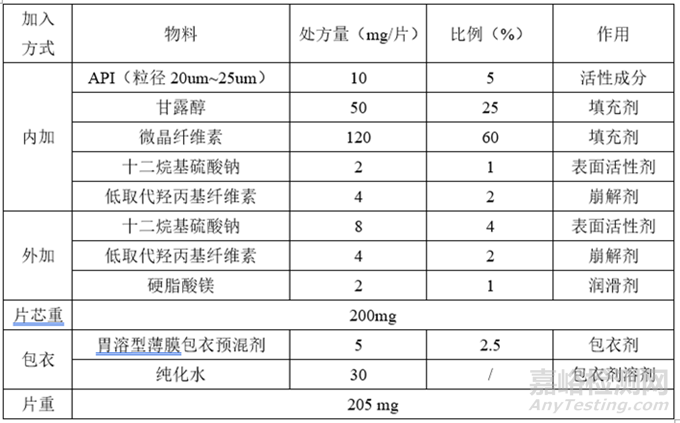
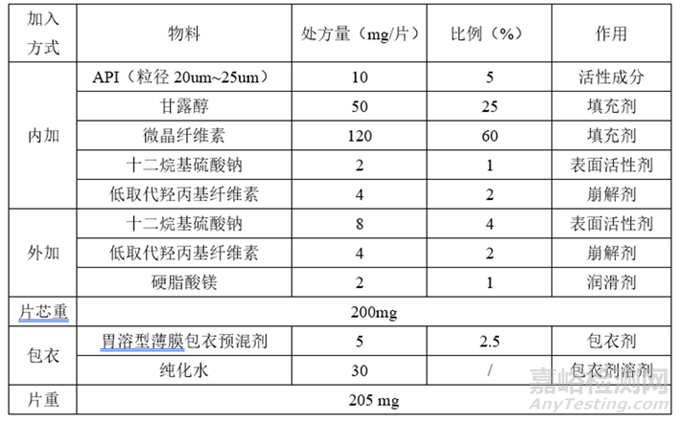
(1)处方
(2)工艺
具体工艺包括:
①混合:将处方量的API与甘露醇(过60目筛)、微晶纤维素(过60目筛)、十二烷基硫酸钠、低取代羟丙基纤维素(过60目筛)混合均匀(搅拌转速50r/min,10min);
②干法制粒:送料转速25rpm,压辊转速8rpm,压轮压力3.0MPa,预整粒50rpm、终整粒转速80rpm,20目筛网整粒。
③总混:整粒后的物料与硬脂酸镁(过60目)1:1手动混合1min,再与低取代羟丙基纤维素(过60目)混合均匀(搅拌转速50r/min,10min);
④压片:理论片重200mg,重量差异±4.5%,目标硬度:100 N (80 N ~120N);
⑤包衣:目标增重:2.5%(2.0%~3.0%);
2、放大生产处方因素分析
干法制粒工艺品种的原辅料投料量由小试研发至放大生产随着批量的增加呈线性增加,在放大生产阶段宜保持原辅料比例不变。
3、放大生产工艺因素分析
(1)搅拌桨速度
搅拌桨速度通过影响颗粒的混合均匀性,进而影响制剂的质量。在放大生产中一般保持搅拌桨尖端角速度不变的前提下调整搅拌桨速度,通过ω2/ω1=(D1/D2)n计算即得,ω1、ω2分别代表放大前后设备的搅拌桨速度,D1、D2分别代表放大前后设备的搅拌桨直径,n是一个常数,取决于使用的放大规则:①对于恒定的弗劳德常数为0.5,②对于恒定的尖端速度为1.0,③对于恒定的经验剪切力为0.8。
根据公式计算:
ω2/ω1=(D1/D2)n,ω2=(D1/D2)n×ω1=(12.6/38.5)0.8×50 r/min= 20r/min
(2)送料转速
送料转速是指将物料运送到进料区的速度,物料间隙中的气体在进料区排出,称预排气,排气效果有送料转速和压辊转速共同决定,送料转速/压辊转速比值越大,排气效果越好。送料转速与压辊转速、压辊压力协同作用影响干法制粒的颗粒性能,在工艺可接受的情况下,倾向于使用更大的送料转速以提高生产效率。
小试研发阶段,送料转速:25rpm;
放大生产阶段,为提高生产效率,需在不影响制剂质量的前提下采用较大的送料转速,考察25rpm,30rpm,35rpm;
(3)压辊转速
压辊转速是指压辊运转的速度,压辊转速决定了物料通过轧合区的速度,影响物料的排气效果和压实性,压辊转速快:排气效果差、压实性差、再次可压性好,压辊转速慢:排气效果好、压实性好、再次可压性差。压辊转速是制约干法制粒生产效率的绝速步骤,在工艺可接受的情况下,倾向于使用更大的压辊转速以提高生产效率。
小试研发阶段,压辊转速:8rpm;
放大生产阶段,为提高生产效率,需在不影响制剂质量的前提下采用较大的压辊转速,考察8rpm,10rpm,12rpm;
(4)压辊压力
压辊压力是指压辊施加在物料上的力,直接影响物料的压实程度,压辊压力小:压出的片/块易碎、细粉多、再次可压性好、溶出快,压辊压力大:压出的片/块易硬、细粉少、再次可压性差、溶出慢,在工艺可接受的情况下,倾向于使用更小的压辊压力,以保证后续工序的顺利进行。
小试研发阶段,压轮压力:3.0MPa;
放大生产阶段,压轮压力:3.0MPa;
(5)压片硬度范围
硬度是片剂的关键质量属性,片剂硬度过小,容易造成松片、溶出过快等现象,严重影响后续的包衣、包装、储存、运输等过程,导致溶出曲线拟合性较差,影响BE的通过率。片剂硬度过大,容易造成片剂崩解困难、溶出过慢,同样导致溶出曲线拟合性较差,影响BE的通过率。
小试研发阶段,目标硬度:100 N,同时考察了80 N 、120N,均符合质量标准。
放大生产阶段,根据压片机的精准度,目标硬度:100 N(90 N ~110N)。
(6)包衣增重范围
包衣增重影响片剂的崩解、溶出行为,包衣增重过小,容易造成崩解、溶出过快,导致溶出曲线拟合性较差,影响BE的通过率。包衣增重过大,容易造成崩解、溶出过慢,同样导致溶出曲线拟合性较差,影响BE的通过率。
小试研发阶段,目标增重:2.5%,同时考察了增重2.0%、3.0% ,均符合质量标准。
放大生产阶段,目标增重:2.5%(2.0% ~3.0%)。
4、放大生产设备因素分析
(1)干法制粒机
干法制粒机根据送料方式的不同可以分为水平送料干法制粒机和垂直送料干法制粒机,水平送料干法制粒机与垂直送料干法制粒机相比,水平送料干法制粒机物料输送不受重力的影响,制出的颗粒成分均匀,能很大程度上减少由于重力作用下的漏粉现象,从而提高颗粒收率。
小试研发阶段,水平送料干法制粒机;
放大生产阶段,选择同厂家同原理仅生产能力不一样的水平送料干法制粒机;
5、放大生产
(1)处方、工艺
具体工艺包括:
①混合:将处方量的API与甘露醇(过60目筛)、微晶纤维素(过60目筛)、十二烷基硫酸钠、低取代羟丙基纤维素(过60目筛)混合均匀(搅拌转速20r/min,10min);
②干法制粒:送料转速25rpm,30rpm,35rpm,压辊转速8rpm,10rpm,12rpm,压轮压力3.0MPa,预整粒50rpm、终整粒转速80rpm,20目筛网整粒。
③总混:整粒后的物料与硬脂酸镁(过60目)1:1手动混合1min,再与低取代羟丙基纤维素(过60目)混合均匀(搅拌转速20r/min,10min);
④压片:理论片重200mg,重量差异±4.5%,目标硬度:100 N (90 N ~110N);
⑤包衣:目标增重:2.5%(2.0%~3.0%);
(2)放大生产阶段需重点关注的点
①粒度分布、堆密度、休止角
整粒后的粒度分布、堆密度、休止角与小试研发阶段应基本一致。
(3)试验设计

(4)溶出数据

(5)经确定的处方、工艺
具体工艺包括:
①混合:将处方量的API与甘露醇(过60目筛)、微晶纤维素(过60目筛)、十二烷基硫酸钠、低取代羟丙基纤维素(过60目筛)混合均匀(搅拌转速20r/min,10min);
②干法制粒:送料转速30rpm,压辊转速10rpm,压轮压力3.0MPa,预整粒50rpm、终整粒转速80rpm,20目筛网整粒。
③总混:整粒后的物料与硬脂酸镁(过60目)1:1手动混合1min,再与低取代羟丙基纤维素(过60目)混合均匀(搅拌转速20r/min,10min);
④压片:理论片重200mg,重量差异±4.5%,目标硬度:100 N (90 N ~110N);
⑤包衣:目标增重:2.5%(2.0%~3.0%);
6、总结
在小试研发阶段,考察表面活性剂、崩解剂的加入方式及加入量,压片硬度范围及包衣增重范围,降低放大生产过程中的相应风险,依据实践经验、理论知识及中试放大试验确定放大生产阶段的搅拌桨速度、送料转速与压辊转速的匹配性、压辊压力、压片硬度范围及干法制粒机的选择,在放大生产阶段,通过粒度分布及堆密度进一步验证相关工艺参数。
本文从研发生产实践出发,以详尽的小试研发数据为基础,依据实践经验和理论知识构建干法制粒工艺品种从小试研发到放大生产的桥梁,从而形成了科学有效的干法制粒工艺品种的放大生产策略,为后续干法制粒工艺品种的放大生产提供了思路。
7、参考文献
1.国家食品药品监督管理总局《普通口服固体制剂溶出曲线测定与比较指导原则》(2016 年 3 月).
2.国家食品药品监督管理总局《普通口服固体制剂溶出度试验技术指导原则》(2015 年 2 月).
3.国家食品药品监督管理总局《已上市化学药品药学变更研究技术指导原则(试行)》溶出曲线研究的问答(2022 年11 月).
4. 《固体口服制剂的研发-药学理论与实践》邱怡虹、陈义生、张光中等著.

来源:药事纵横


