您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-12-16 13:03
厨具刀具是厨房中不可或缺的工具,用于食材的切割、处理和雕刻。它们种类多样,包括主厨刀、削皮刀、切片刀、锯齿刀和多功能刀等,每种刀具都针对不同用途设计。优质刀具通常采用高碳不锈钢制成,具备锋利、耐用和抗腐蚀的特点,手柄则以人体工学设计,提供舒适握感和操作稳定性。
厨用刀具分类
按刀片原材料分为:不锈钢类刀具、碳素钢类刀具、合金钢类刀具、不锈钢复合钢类刀具等。
按加工制备食品种类分为:熟食类刀具、非熟食类刀具。
按刀刃口类型分为:复磨类刀具、非复磨类刀具。
按使用功能分为:砍骨类刀具、斩切类刀具、切片类刀具、其他类刀具。
按产品结构分为:焊接类刀具、非焊接类刀具。
厨用刀具验货要求
材料要求
刀具应使用能确保其成品满足本文件全部性能要求的材料制造,且刀具在可预见的使用条件下不能有任何损害健康或对任何有机组织产生不良影响的成分。
外观要求
刀具表面应光洁,无污垢、锈迹、毛刺等缺陷。刀片表面不应有直径0.3mm以上的疵点和直径0.8mm以上的压痕,对于未超出此限值的疵点和压痕在每10cm2面积内不应多于2个,且任意压痕和疵点间的距离不应小于20mm。注:明示为外观设计的压痕或凹点的除外。
除特殊设计要求以外,刀具应平直并两面对称。
组件配合要求
刀具各组件装配应牢固安全,组件之间不应松脱。除特殊设计要求外,刀具各组件的间隙不应超过0.3mm。
表面粗糙度要求
碳素钢类刀具刀片表面粗糙度i^a<3.2pm。
刀刃包角要求
除砍骨类刀具、斩切类刀具以及有特殊刀刃包角设计要求的刀具外,切片类刀具与其他类刀具的刀刃包角应不大于40°。
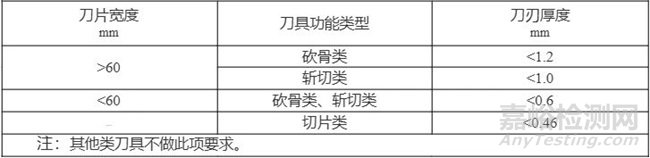
刀刃厚度要求
刀刃厚度应符合表1的要求。
表1刀刃厚度要求
刀具强度要求
刀具按经刀具强度试验,应符合以下要求:a)刀片、刀颈不应发生断裂、裂纹;b)刀柄或其部件与刀榫连接处不应出现松脱现象;c)刀片不应出现大于3°的永久变形。
刀柄连接牢固性要求
刀具经刀柄连接牢固性试验后,刀柄各组件不应松动。
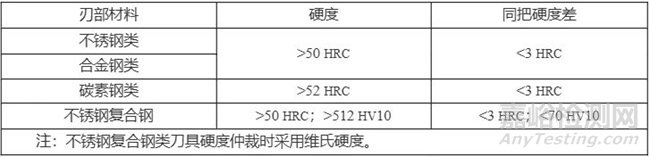
硬度要求
表2刃部硬度
刀刃口锋利度与耐用度要求
表3刀刃口锋利度与耐用度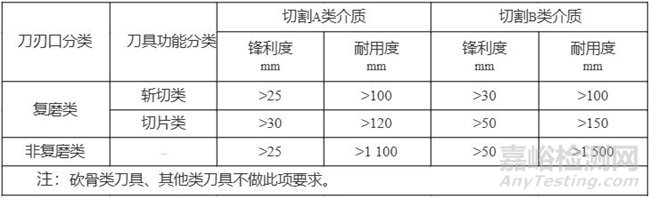
抗跌落要求
刀柄不应松动、断裂,刀片不应有裂纹、断裂。
塑料刀柄抗环境应力性能要求
试验后,刀柄不应有裂纹。
非金属刀柄耐热变形性要求
试验后,刀柄不应有明显变形,金属与非金属部分间隙不应超过0.4mm。
空心刀柄渗水性要求
试验后,空心刀柄及其连接部位不应渗水。
刀具验货检验方法
刀具验货试验设备
试验设备包括:
a)直尺一把,量程0mm〜500mm;
b)游标卡尺一把,量程0mm〜150mm,分度值为0.02mm;
c)洛氏硬度计一台;
d)耐腐蚀测试仪一台;
e)表面粗糙度测试仪;
f)砝码一套;
g)显微镜或4倍以上放大镜;
h)刀具锋利度与耐用度检测仪;
i)塞尺一套;
j)角度测量仪或影像投影仪;
k)300N拉力计;
l)最大量程为20N•m的扭力试验设备;
m)恒温热水浴设备一台;
n)VST测定仪。
试验环境温度
试验在23°C±2°C温度下进行。
外观检验方法
采用手触摸、目测或通用量具进行检验。
组件配合检验方法
采用手触摸、目测或通用量具进行检验。
表面粗糙度检验方法
用粗糙度测试仪进行检验。
刀刃包角测量方法
用角度测量仪或影像投影仪测量。
刀刃厚度测量方法
在距离刀根25mm〜35mm范围内(刀片长小于100mm的刀具在距离刀根15mm〜25mm范围内)测量,读取距离刀刃口1mm处的刀刃厚度值。
刀柄连接牢固性试验方法
刀柄连接牢固性试验步骤如下。
a)非熟食类刀具在75°C±1°C的水中浸30min,熟食类刀具在100°C的水中浸30min。
b)30min后立即固定刀片,夹具与刀柄之间应保持50mm±lmm的距离。对刀柄分别施加轴向拉力和扭矩,保持10s。施加的拉力、扭矩值应符合表5要求。
c)目测检查。
刀具硬度试验方法
不锈钢类、合金钢类、碳素钢类刀具硬度试验方法
用洛氏硬度计在距刃口25mm的等距区域内,选前、中、后各测一点;刀片宽度小于60mm的,在距刃口1/3刀片宽度的等距区域内,选前、中、后各测一点。
注:刃部厚度不足1mm的刀具,选择符合厚度要求的区域做此试验。
不锈钢复合钢类刀具硬度试验方法
洛氏硬度试验方法
除去复合层后,在基层上用洛氏硬度计测量距刃口25mm的等距区域内前、中、后各一点;刀片宽度小于60mm的,在距刃口1/3刀片宽度的等距区域内选前、中、后各测一点。
维氏硬度试验方法
在刃部前、中、后三个位置垂直切割取样,取样深度大于25mm(切割处理后应保证切割面组织无变化),用维氏硬度计测量垂直截面上距刃口25mm范围内任意一点的基层硬度;刀片宽度小于60mm的,用维氏硬度计测量垂直截面上距刃口1/3刀片宽度范围内任意一点的基层硬度。
抗跌落试验方法
将刀具置于1.2m高度,按下列指定方向自由跌落至混凝土地面,每个方向各跌落5次后,手触摸、目测检查:a)刀柄垂直向下;b)刀背垂直向下;c)刀面垂直向下;d)另一边刀面垂直向下。
塑料刀柄抗环境应力性能试验方法
将安装后的塑料刀柄浸入70°C±1°C的水中15min,立即转入冰箱的冷冻室内,在-20°C±1°C温度下保持3h,计为一次循环,经两次循环后,将样本放在不低于15°C的室内环境正常化,再将刀柄置于4倍以上放大镜或显微镜下观察。
非金属刀柄耐热变形性试验方法
试验步骤如下:a)刀柄向下,将刀柄和刀片长度的一半在热水中浸泡1h(非熟食类刀具水温为75°C±1°C,熟食类刀具水温为100°C;b)取出刀具,目测检查并用通用量具测量。
空心刀柄渗水性试验方法
将空心柄刀具柄部浸入不低于95°C的水中,观察手柄及其连接部位是否排出气体,10min后停止。
刀具验货标志、标签、使用说明书要求
标签要求
标签应有如下内容:
a)商标;
b)合格证(字样)及检验员(签名或代号);
c)生产日期;
d)生产者名称、地址。
使用说明书要求
使用说明书应有如下内容:
a)“使用前应仔细阅读使用说明书”字样;
b)产品分类;
c)使用说明及产品使用相关警示语;
d)安全、清洗注意事项;
e)执行标准编号;
f)生产者名称、地址、联系电话。

来源:Internet


