您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2017-09-26 13:42
评定镀层与基体金属结合强度的方法很多,但定量测定较困难。目前常用的是一些定性的试验方法。
1、摩擦抛光试验
在面积<6cm²的镀层表面上,用一根直径为6mm、末端为光滑半球形的圆钢条作工具摩擦15s,摩擦时所施加的压力只限于擦光而不能削割镀层,随着摩擦的继续进行而出现长大的鼓泡,则说明镀层结合强度差。本试验适用于检验较薄的镀层。
2、钢球摩擦滚光试验
将试样放入一个内部装有直径 377 的钢球和用皂液作润滑剂的滚筒或振动滚光机内,其转速或振动频率及试验时间视试样的复杂程度而定。结合不良的镀层经此试验后会起泡。本试验适用于检验小零件上的薄镀层。
1、锉刀试验
将镀件夹在台钳中,用一种粗齿扁锉锉镀层的边棱。锉刀与镀层表面大约成45°角,并由基体金属向镀层方向锉,镀层不得揭起或脱落。本试验只适用于较厚的和较硬的镀层。
2、磨锯试验
用砂轮、磨床、钢手锯或锯床对镀件进行磨削或切割。磨锯方向是从基体金属向镀层的方向,然后检查磨锯断面镀层的结合强度。本试验对镍、铬等硬、脆镀层特别有效。
3、划线、划格试验
用一把刃口为30°锐角的硬质钢划刀在镀层表面上划两条相距为1mm的平行线或1mm²的正方形格子。观察划线间的镀层是否翘起或剥离。划线时的压力应使划刀一次就能划破镀层,到达基体金属。本方法适用于薄镀层。
1、 凿子试验
将一锐利的凿子,置于镀层突出部位的背面,并给予一猛烈的锤击。如果结合强度好,即使镀层可能破裂或凿穿,镀层也不与基体分离。本试验仅适用于厚镀层(大于125μm),不适用于薄的及软的镀层。
2、弯曲试验
(1)将试样沿直径等于试样厚度的轴弯曲180°,然后用放大4倍的放大镜,检查弯曲部分,镀层不允许起皮、脱落。
(2)将试样夹在台钳中,反复弯曲或拐折直至基体和镀层一起断裂。观察断口处镀层的附着情况。必要时可用小刀挑、撬镀层,镀层不应起皮、脱落。或用放大 4倍的放大镜检查,镀层与基体之间不允许分离。本方法广泛用于薄片试件。
3、缠绕试验
将直径为1mm及1mm以下的金属线材试样绕在直径为试样直径3倍的轴上,直径1mm以上的线材试样绕在与线材试样直径相同的金属轴上,绕成 10~15匝紧密靠近的线圈,以便直接观察外部镀层的结合强度。镀层不应有剥落、碎裂、片状剥落现象。
本方法常用于检验线材或带材基体上镀层的结合强度。
4、拉伸试验
使电镀试样在拉力试验机上承受拉伸应力,直至断裂。观察断口处镀层与基体的结合情况,不应看到覆盖层从基体金属剥落。试样的规格尺寸和其他要求按机械性能试验时拉力棒的设计要求处理。拉力棒应在与零件完全相同的条件下电镀后再进行结合强度试验。必要时,拉力棒的材质和热处理工艺与实际镀件相同。
5、深引试验
试验是在专门的压力试验机上进行的。用特制的冲头将一定规格如70mm×30mm×1mm的试样冲压至基体和镀层一起变形,最后破裂。观察破裂处镀层与基体的结合强度。常用的试验方法有两种:
(1)埃里克森(Erichson)杯突试验
采用适当的液压装置把一个直径为20mm的球状冲头以0.2~6mm/s的速度压入试样,一直压到所需的深度为止。结合强度差的镀层经过几毫米的变形,便从基体金属上剥离或片状剥离开来。
(2)罗曼诺夫(F.P.Romanoff)突缘帽试验
试验仪器配有一套用来冲压凸缘帽的可调式模具,凸缘直径为63.5mm,帽的直径为38mm,帽的深度在0~12.7mm之间调整。一般把试样试验到使帽发生断裂点为止。深引后未伤损部分将表明深引如何影响镀层结构。
本试验常用来检查薄板镀件基体与镀层间的结合强度。特别适用于较硬的镀层,如镍和铬。但深引试验对延展性大的和较薄的镀层都不可能有效地说明结合强度。因为它包括了镀层和基体金属的延展性。
1、焊接 : 剥离试验
将一根75mm×10mm×0.5mm的镀锡低碳钢或镀锡黄铜试片,在距一端10mm处弯成直角,将短边平面焊到试样镀层表面上,对长边施加一垂直于焊接面的拉力,直至试片与试样镀层分离。若在焊接处或镀层内部发生断裂,则认为其结合强度好。
本试验适用于检验厚度小于125μm的镀层。
本方法未被广泛应用,因为焊接过程达到的温度可能会改变结合强度。
2、粘接 - 剥离试验
将一种纤维粘胶带(粘胶带的附着强度值大约是每25mm的宽度为8N)粘附在镀层上,用一定重量的橡皮滚筒在上面滚压,以除去粘接面内的空气泡。间隔 10s后,用垂直于镀层的拉力使胶带剥离,镀层无剥离现象说明结合强度好。
本试验特别适用于检验印制电路板中导体和触点上镀层的附着强度。试验面积至少应有30mm²。
1、热震试验
热震试验温度见表/7-2-11。应该注意,易氧化的镀层和基体应放在惰性气体中或在适当液体中加温。
2、塑料电镀件的热循环试验
由于塑料的热膨胀系数比金属镀层高6~7倍,因此温度的任何变化将会在金属和塑料界面上产生应力。通过多次冷热循环试验,塑料镀件内应力愈来愈大,当达到极限时,便产生裂纹,以此可用来定性评价镀层的结合强度。
GB/T12610塑料上电镀层热循环试验中规定:
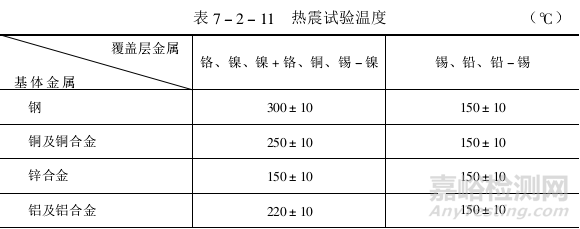
注:把试样放在炉中加热至表中规定的温度,然后取出放入室温的水中骤冷,观察镀层是否鼓泡或脱落。
(1)热试验条件分类:
A循环:上限温度75±2℃,下限温度20±5℃;
B循环:上限温度75±2℃,下限温度-20±2℃;
C循环:上限温度±2℃,下限温度-40±2℃;
(2)各类循环每个周期的试验程序
A循环:
①在温度为75±2℃的干燥箱内放置 1h。
②在温度为20±5℃的干净环境中放置1h。
B循环:
①在温度为-20±2℃的低温箱内放置1h。
②在温度为20±5℃的干净环境中放置1h。
③在温度为75±2℃的干燥箱放置1h。
④在温度为20±2℃的干净环境中放置1h。
C循环:
①在温度为-40±2℃的低温箱内放置1h。
②在温度为20±5℃的干净环境中放置1h。
③在温度为75±2℃的干燥箱内放置1h。
④在温度为20±5℃的干净环境中放置1h。
热循环试验类型及其周期数应按产品技术条件规定或供求双方协商确定。经试验后试样主要表面不应有起泡、起皱、裂纹或脱落等。
六、阴极试验法
将试样作阴极放入 *0的氢氧化钠溶液(ρ=1.054g/cm³)中用10A/dm²的电流密度,在90℃时通电处理,2min为观察起点,15min后不起泡表明结合强度好。也可在5%的硫酸中用10A/dm²的电流密度在60℃条件下通电,经 5~15min不起泡为结合强度好。
本试验只适用于能够透过阴极释放氢气的镀层(如镍和镍 ! 铬)、对铅、锌、锡、铜或镉等软镀层不适用。
1、试样的制备
根据规定,试样为75mm×100mm的塑料板,并镀上厚度为40±4μm的酸性铜层。
2、测定程序
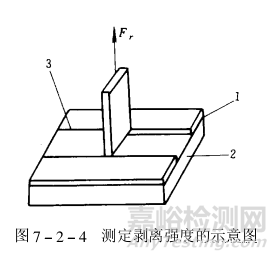
用锋利的刀子切割铜镀层至基体,成 /25mm宽的铜条(如图7-2-4 ) 所示),并小心地从试样任一端剥起铜层约15mm长,然后用夹具将剥离的铜层端头夹牢,用垂直于表面90±5°的力进行剥离。剥离速度为25mm/min,且不间断地记录剥离力,直到铜镀层与塑料分离为止。
剥离强度可按下式计算:
Fr表示剥离强度(N/cm);
Fρ表示剥离力(N);
h表示切割铜层宽度(mm)。
1、试样的准备
取截面积为1cm²的铜柱(或铝柱)和预制的塑料酸性镀铜试样(铜层厚度为 30~40μm进行粘合(按图7-2-5所示)。在室温下加压固化24h,然后用刀子除去铜柱周围的粘合剂,并切断四周镀层(切至塑料基体)待用。
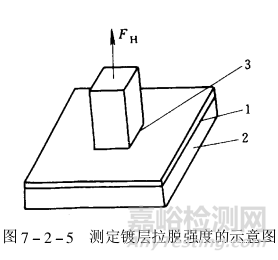
2、测定程序
在拉力机上,用垂直于镀件表面的力进行拉脱试验,直到铜层与塑料基体分离为止。记下拉力值即可求得该塑料镀层的拉脱强度FH(N/cm²)。几个试样的拉脱强度的平均值作为测定结果。
3、拉脱强度与剥离强度之间的关系
拉脱强度与剥离强度之间的关系为:
FH=5.5Fr/σ3/4
式中
FH———拉脱强度(N/cm²)
Fr——剥离强度(N/cm)
σ———被削离金属层的厚度(cm)
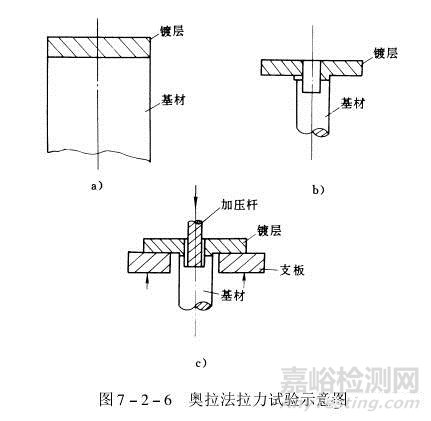
1、奥拉(Ollard)法
先在金属棒材试样上电镀1.5mm以上厚度的镀层(见图)并加工成如图的试样,最后在专用夹具上进行测试(见图)。此法只适于棒材。
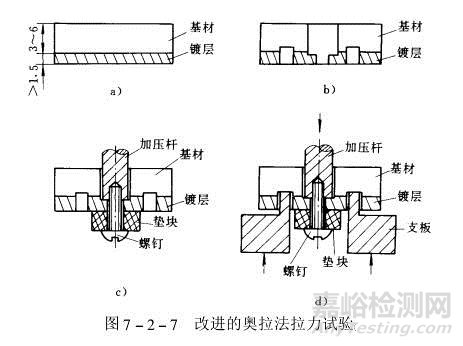
2、改进的Ollard法
先在板材上电镀1.5mm以上厚度的镀层(见图),再加工成如图的测试试样,然后与加压杆、垫块和螺钉进行装配(见图),最后在专用夹具上进行测试(见图)。此法只适用于板材
3、工字梁法
本法先是在板材试样上按下图加工出两个凹槽,并向槽内填充蜡制剂或低熔合金等可除去的填料,(若用蜡制剂则还需涂覆银粉使其导电),再电镀2mm以上厚度的镀层(见下图),最后加工成工字形试样并除去填料在专用夹具上进行测试。
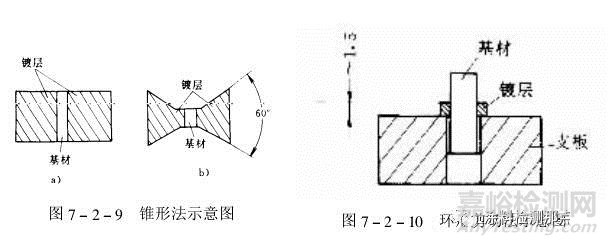
4、锥形头法
首先在板材试样的两面同时电镀镀层(见图),再加工成锥形头试样(见图),然后在专用夹具上进行测试。
5、环形剪切法
首先在棒材试样中部电镀约/2.0mm厚的镀层,再将镀层两端面加工平整后,放入钢模中进行测试(见图)。
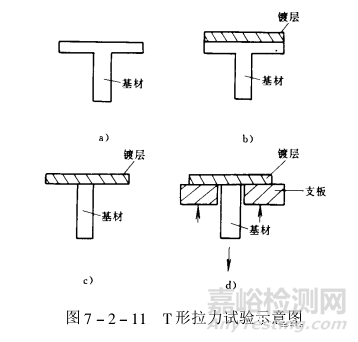
6、T型试验法
将T型试样(见图)一端镀上一层厚镀层,然后切去镀层下方突出的基体,再作拉伸试验。
上述几种拉力试验方法的特点见下表:
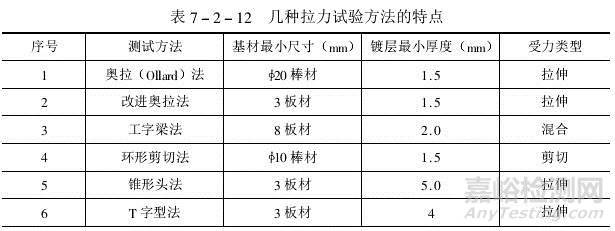
注:
1、上述最小厚度值仅供参考,应依镀层和基材不同而有所变动。
2、对贵金属或软金属镀层,可只镀一薄层后,用镀镍层加厚。
以上介绍的镀层结合强度试验方法虽然很多,但具体选择应用时,应综合考虑镀层特性、基体材质、镀层厚度以及基体对热处理的要求和设备条件等因素。不可将同一种方法在各种镀层和各种情况下滥用。
各类镀层常用的结合强度试验方法参见下表:


来源:AnyTesting


