您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2021-04-17 17:44
随着机械制造工艺技术及装备的发展,越来越多的单位采用线切割加工方式制备拉伸试样,切割后的拉伸试样直接进行拉伸试验,其拉伸试验结果与铣削加工试样的拉伸试验结果有较大偏差。GB/T228.1—2010《金属材料拉伸试验第1部分:室温试验方法》中对此类试样的制备没有明确的要求,只是要求“应避免产生表面加工硬化及热影响改变材料的力学性能”。来自上海梅山钢铁股份有限公司制造管理部的朱红丹和张斌两位研究人员通过比较不同加工方式得到的拉伸试样的拉伸试验结果,分析了线切割加工方式对材料拉伸试验结果的影响,并提出了一些建议来消除这些影响。
试验材料选用研究人员所在单位生产的性能比较稳定的SAPH440酸洗板。选取1块300mm×7mm的酸洗板,在该大样板上连续切取27个小样板,分别采用铣削加工拉伸试样9个,线切割加工试样9个,线切割后砂纸打磨平行长度部分试样9个。委托第三方试验室进行拉伸试验。
因产品质保书性能数据由研究人员公司试验室测试提供,验证数据由第三方试验室完成,特对两个试验室的检测能力进行了验证。为了解不同试验室和设备之间的偏差先进行了相同试样的拉伸试验比对。比对试验选取性能稳定的QSTE系列钢板,连续剪切试样,经铣削加工后,6个由研究人员试验室完成,6个由第三方试验室完成,结果见表1。
表1两试验室一致性比对结果

由表1可知,两个试验室的结果误差很小,基本可认为两个试验室的检测能力一致。不同加工方式加工的SAPH440酸洗板试样的拉伸试验结果见表2。
表2不同加工方式的SAPH440酸洗板拉伸试验结
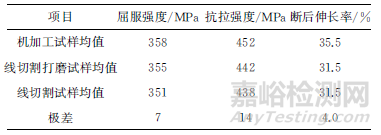
由表2可知,铣削加工的拉伸试样的强度比线切割加工的拉伸试样的强度略高。为进一步验证线切割加工方式对拉伸试样强度的影响,设计如下试验方案,在SPHC酸洗板中部连续切取样板3块,铣削加工成平行长度部分宽度为25mm的样板,中间一块再用线切割方式加工成平行长度部分宽度为20mm的试样,在同一台试验机上进行拉伸试验。试验结果表明线切割加工后拉伸试样的抗拉强度下降了17MPa。说明线切割加工方式对不同性能的材料的影响可能不同,但都会对材料的性能测试结果产生影响,这与线切割加工方式的原理有关,不论线切割的设备如何,其原理都是通过高温熔化金属使金属分离。
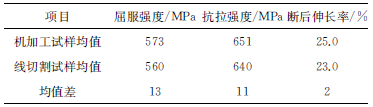
为研究线切割的影响程度,增加了高强度钢板的比对试验,试验选取抗拉强度为600MPa以上的S550MC酸洗板,采用和上述加工方法相同的加工方法对试样进行加工,拉伸试验结果见表3。
表3不同加工方式的S550MC酸洗板拉伸试验结果
将上述3次比对的3组强度级别的试样的强度变化进行相关分析,其散点图如图1所示。试验选取的3种强度级别钢板经线切割方式加工拉伸试样后,其强度都明显降低,虽然因数据量较少,不能得出明显规律,但从趋势上表明了线切割加工方式对材料拉伸强度有不利影响。而影响程度应该还与线切割的温度以及冷却等参数相关,该次试验不涉及此。

图1不同试验材料线切割后的强度变化散点图
为进一步了解线切割加工方式对材料的热影响区范围,将线切割试样和铣削加工试样用精密切割机切割后检测样板横截面的硬度,并在显微镜下观察其形貌。硬度测试结果见表4,形貌如图2~图5所示。
表4不同加工方式试样横截面不同位置的硬度
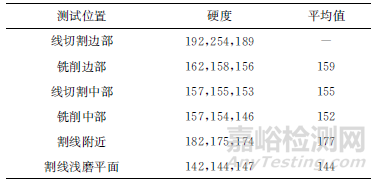

图2线切割试样边部微观形貌
由图2可知,线切割试样边部压痕呈现一边大一边小的情况,说明该试验材料各位置的硬度不同,且边部硬度比试样中部硬度明显偏高。线切割试样中部硬度压痕比较均匀,如图4所示。线切割割线附近硬度波动较大,从硬度测试结果来看,线切割试样硬度从边部到中部是降低的。

图4线切割试样中部微观形貌
而铣削加工试样边部和中心部位的硬度无明显的波动和变化,其微观形貌也较为相似,如图3和图5所示。

图3铣削试样边部微观形貌

图5铣削试样中部微观形貌
线切割加工对金属材料拉伸试样的性能测试结果有一定的影响,会使强度降低。为避免对实际强度的误判,如果用线切割方式加工拉伸试样,应去除线切割的热影响区。
建议在GB/T228.1—2010中明确给出线切割加工拉伸试样的加工余量。

来源:理化检验物理分册


