您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-03-10 23:13
虚焊:
在电子产品装联过程中所产生的不良焊点之一,焊点的焊接界面上未形成良好的金属间化合物(IMC),它使元器件与基板间形成不可靠连接。(这里定义的虚焊指 PCBA上的焊点虚焊。)
产生原因:
基板可焊面和电子元件可焊面被氧化或污染;焊料性能不良、助焊剂性能不良、基板焊盘金属镀层不良;焊接参数(温度、时间)设置不当。
影响:
虚焊使焊点成为或有接触电阻的连接状态,导致电路工作不正常,或出现电连接时通时不通的不稳定现象,电路中的噪声 (特别在通信电路中) 增加而没有规律性,给电路的调试、使用和维护带来重大隐患。
此外,也有一部分虚焊点在电路开始工作的一段较长时间内,保持电气接触尚好,因此不容易发现。但在温度变化、湿度变化和振动等环境条件作用下,接触表面逐步被氧化,接触慢慢地变得不完全起来,进而使电路“罢工”。
另外,虚焊点的接触电阻会引起局部发热,局部温度升高又促使不完全接触的焊点情况进一步恶化,最终甚至使焊点脱落,电路完全不能正常工作。这一过程有时可长达一、二年。
虚焊的特点:
从电子产品测试角度讲,一部分虚焊焊点在生产的测试环节中,表现出时通时不通的特点,故障虽然查找较麻烦,但可以把故障焊点解决在出厂之前;另一部分虚焊焊点往往在一年甚至更长的时间才出现开路的现象,使产品停止工作,造成损失。
虚焊有其隐蔽性、故障出现的偶然性以及系统崩溃损失的重大性,不可忽视。研究虚焊的成因,降低其危害,是我国从电子制造大国向电子制造强国发展必须重视的重要课题。
导致虚焊的原因大致分为几个方面:
1)元器件因素;
2)基板(通常为 PCB)因素;
3)助焊剂、焊料因素;
4)、工艺参数及其他因素。
下面进行详细分析。
1、元器件因素引起的虚焊及其预防
元器件可焊部分的金属镀层厚度不够、氧化、污染、变形都可造成虚焊的结果。
1.1 可焊部分的金属镀层厚度不够
通常元器件可焊面镀有一定厚度的、银白色的、均匀的易焊锡层,如果镀层太薄或者镀层不均匀,以及铜基镀锡或钢基镀铜再镀锡,其铜和锡之间相互接触形成的铜锡界面,两种金属长时间接触就会相互渗透形成合金层扩散,使锡层变薄,导致焊面的可焊性下降。(可焊性指金属表面被熔融焊料润湿的能力)
购买长期良好合作的大公司元器件可降低此原因造成的虚焊风险。
1.2 元器件可焊面氧化
电子元器件由于保存时间过长或者保存条件不当,都可以造成电子元器件引脚或焊端表面氧化,从而造成虚焊的产生。氧化后的焊面发灰、发黑,目视可检查出较为严重的氧化,对于氧化后的电子元器件,或弃之不用,或去氧化处理合格后再用。
一般处理氧化层采用外力擦、刮;微酸清洗;涂抹助焊剂,然后搪锡使用。(表面贴装元器件因其封装体积小,氧化一般不易处理,通常退回厂家换货或报废处理)
元器件是否氧化除目检以外,还有较为复杂详细的可焊性试验检测标准,条件不具备的,可用手工、波峰焊或回流焊方法,对元器件进行批次抽样试焊。
电子元器件储存条件及储存期见下表:

1.3 元器件可焊面的污染
在电子产品生产中,元器件要经过来料接收清点、存储、发料、成型和插件(THT 工艺)、SMC 和 SMD 的上下料、贴装和手工补焊等工序或操作,难免会产生灰尘、油污及汗渍的污染,造成电子元器件焊面的可焊性下降。
在电子装联生产场所,保持洁净的生产环境,穿戴防护用品,严格按操作规程操作,是防止元器件污染的有效措施。
1.4 元器件引脚变形
SMD 器件,特别是其中细脚间间距的 QFP、SOP 封装器件,引脚极易损伤变形,引脚共面性变差,贴装后,部分引脚未紧贴焊盘,造成虚焊,见下图 1:
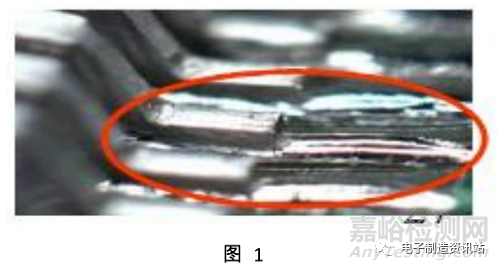
预防:对细间距贴装 IC,用专用工具取放,切记不能用手直接触碰引脚,操作过程中,防止 IC 跌落,QFP 常用盘装,SOP 一般为杆式包装(生产过程中切忌弯曲),IC 脚变形后,应整形检查后方可贴装。(如 QFP 可在平整的钢板或玻璃上修正和检查)
2、基板(通常为 PCB)因素引起的虚焊及其预防
在电子装联过程中,PCB 的氧化、污染、变形等都可造成虚焊。(PCB 插装孔、焊盘设计不合理也是造成虚焊的原因之一,在此不予讨论)。
2.1 PCB 氧化造成虚焊及预防
PCB 由于保存时间过长或者保存条件不当,都可以造成焊盘、插装孔壁氧化,从而造成虚焊的产生。
氧化后的焊盘,失去金属光泽,发灰、发黑,也有目检没有异常的情况。对疑是氧化的 PCB,要按标准进行可焊性试验,结果良好方可使用。以下为各种表面处理的 PCB 存储条件、存储期限及烘烤条件:
化银板真空包装前后之存放条件:温度<30 ℃,相对湿度<60%。真空包装后有效保存时间半年至一年。储存时间超过六个月时,为了避免板材储藏湿气造成爆板,通常拆封后用烘烤方式来去除板内湿气,烘烤条件为 120 ℃,1 h。(最长时间不要超过 2 h),使用干净清洁之专用烤箱,且化银板最上下一面需先以铝箔纸覆盖,以避免银面氧化或有介电质吸附污染。
osp 板真空包装前后之存放条件:温度 20~30 ℃,相对湿度<50%。真空包装后有效保存时间 3 个月至一年。储存时间超过六个月时,为了避免板材储藏湿气造成爆板,通常拆封后烘烤方式来去除板内湿气,烘烤条件为 110~120 ℃,1 h。(最长时间不要超过 1.5 h)。
化金板 真空包装前后之存放条件:温度<30 ℃,相对湿度<60%。真空包装后有效保存时间半年。储存时间超过六个月时,为了避免板材储藏湿气造成爆板,通常拆封后用烘烤方式来去除板内湿气,烘烤条件为 120 ℃,1 h。(最长时间不要超过 2 h)。
喷锡板 真空包装前后之存放条件:温度<25 ℃,相对湿度<60%。真空包装后有效保存时间一年。储存时间超过六个月时,为了避免板材储藏湿气造成爆板,通常拆封后用烘烤方式来去除板内湿气,烘烤条件为 120 ℃,1 h。(最长时间不要超过 1.5 h)。
2.2 PCB 污染造成虚焊及预防:
PCB 板在生产过程中,PCB 收货、存储,SMT 印刷、贴片,THT 插件、波峰焊等工序,操作人员都要与 PCB 接触,灰尘、油污及汗渍均会污染焊盘,从而使 PCB 可焊性下降,造成虚焊。
保持洁净的生产环境,按生产工艺操作规程操作,是避免 PCB 污染的良好习惯。
发现有污染的 PCB,应清洗除污烘干后方可使用。
2.3 PCB 变形造成虚焊及预防:
PCB 变形后,元件贴装的共面性变差,部分元件脚与焊盘悬空(距离较小,可能会造成空焊),造成虚焊。特别是 SMT 工艺中的 BGA、QFP 封装元件,形成虚焊的可能性较大。
PCB 变形一般有两种情况:一是来料变形,把好进料关,对 PCB 按标准验收。
PCB 板翘曲度标准请参考 IPC-A-600G 第 2.11 平整度标准: 对于表面安装元件(如 SMT贴装)的印制板其扭曲和弓曲标准为不大于0.75%,其它类型的板为不大于1.5%. 测试方法参考 IPC-TM-650 2.4.22.
2.4 PCB 表面可焊层有不同的工艺处理方式和不同的金属材料,其可焊性指标也不尽相同,倘若可焊性指标不合格,也是造成虚焊的一大原因。
2.5 部分 PCB 在回流焊接中高温时段发生翘曲变形,降温后回复平整,造成虚焊,并且造成较大应力,焊点后期失效的可能性很大。
3、助焊剂、焊料因素引起的虚焊及其预防
3.1 助焊剂原因引起虚焊及预防
在 THT 或 SMT、THT 混装工艺中,波峰焊前要进行助焊剂涂覆,助焊剂性能不良将不能有效去除元件焊面与 PCB 插装孔、焊盘上的氧化物,导致焊点虚焊。这在更换助焊剂厂家或型号时,应加以特别注意。特别是采用新型号助焊剂时,应做焊接试验。
助焊剂要常检查浓度,要按工艺规程更新。
3.2 焊料因素引起的虚焊及其预防
在波峰焊工序中,锡铅焊料在 250 ℃高温下不断氧化,使焊料的含锡量不断下降,偏离共晶点,导致焊料流动性差,出现虚焊和焊点强度不够。可采用下面的方法来解决。
添加氧化还原剂,使已氧化的 SnO 还原成 Sn,减小锡渣的产生;不断除去焊料浮渣;每次焊接前添加一定量的锡;采用含有抗氧化磷的焊料;采用氮气保护焊接,让氮气把焊料与空气隔绝开来,这样就大为减少浮渣的产生。
目前较好的方法是在氮气保护下使用含磷的焊料,可将浮渣率控制在最低的程度,焊接缺陷最少。
在 SMT 工艺中回流焊工序,焊膏在使用中也会不断氧化,其中的金属含量越来越低,或者其中的助焊剂变少,也会造成虚焊。合理选用回流温度曲线,可降低虚焊的产生。
焊料与 PCB 金属层,焊料与元件脚金属层之间的匹配不当,也会造成虚焊。
有铅焊料与无铅焊端混用时,如果采用有铅焊料的温度曲线,有铅焊料先熔,而无铅焊端不能完全熔化,使元件一侧的界面不能生成良好的金属间合金层,因此有铅焊料与无铅焊端混用时焊接质量最差。在这种情况下,可提高焊接温度,一般提高到 230~235 ℃就可以了。
4、其他因素造成虚焊及其预防
1)波峰焊和回流焊焊料降温凝固的过程中,PCBA 抖动产生扰动的焊点,其强度低,在客户使用中焊点极易开路出现故障,电子装联中,也常把这种情况归在虚焊的范畴。
2)当 PCBA 存在较大的弯曲时,产品装配中,将其固定在机箱的底座上,PCBA 被强制平整,产生应力,焊点随时间将产生裂纹,导致开路。(严格讲,这应该是焊点后期失效,属广义的虚焊了)。
预防的方法是采用平整度合格的 PCB,如若在波峰焊、回流焊焊接出炉时,由于热板未平放而造成弯曲,可再过一次波峰焊或回流焊使其恢复平整,切记人为弯曲加以修正。
3)另一种情况是,PCBA 是平整的,但其固定基座是不平整的(理论上讲,N 个固定基座,一般只有三个在一个平面上),这样的安装效果与上面 2).的后期产生结果相同。安装基座应平整,且 PCBA 的固定座数量不是越多越好,能达到固定强度要求即可,固定座越多,PCBA 安装后出现的微不平整情况越厉害。
4)在电路板在使用中常受外力的部分,比如 PCBA 上有按键开关的附近焊点极易在使用过程中经常微弯曲产生金属疲劳导致焊点失效,(结果与焊点虚焊相同)。
5)PCBA 上发热元件附近的焊点相对容易失效而开路,效果与虚焊相同。
6)PCB 在生产过程中切记预防弯曲,否则过孔金属化壁出现裂纹,造成时通时不通的现象,极易与虚焊误判。
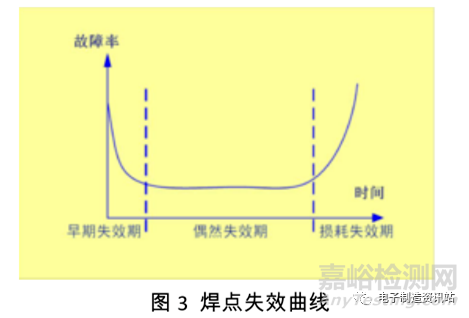
7)关于焊点虚焊的检测,这里就不一一赘述,只是强调一下,PCBA 及电子产品成品的高温循环试验和振动试验是早期发现焊点虚焊的极其有效的方法。下面是焊点失效曲线:
8)电子装联中,合理的焊接温度、时间,是可靠焊接和形成良好焊点的基本保证,这里就不展开论述了。

来源:半导体封装工程师之家


