电触头是继电器等开关电器中承担通断功能的元器件。触头材料性能的优劣对开关电器整体性能的可靠性起着关键作用。在低压电器领域,银氧化锡具有无毒性、良好的抗熔焊性和抗烧损性,广泛应用于接触器、继电器、断路器等领域。
银氧化锡材料中氧化锡的弥散分布状态及其与银基的界面状态和制造工艺密切相关。研究表明:在提高触点材料电弧侵蚀等电性能方面,金属熔池熔液的黏度越大,熔池飞溅越困难,金属与第二相粒子间的结合力越大,润湿性越好,黏度越大;在熔池的凝固特性方面,第二相粒子的体积分数越大,粒径越小,形貌越复杂,则凝固缺陷越多。在相同氧化锡体积分数条件下,细化氧化锡的粒度及改善其与银基体界面的结合程度有利于改善材料的抗熔焊及抗电烧蚀能力。
现行的银氧化锡制造工艺分为两大类:粉末冶金法及合金内氧化法。合金内氧化法是先将银锡合金熔炼后加工成形,再对其进行后续的氧化及加工。由于在该工艺条件下,氧化锡的弥散质点较为细小,且其与银基体的界面结合较好,材料的抗电烧蚀、抗电冲击、对电弧的抑制等性能较好。粉末冶金法是将混合好的银氧化锡粉末加工成所需的触头材料,在材料的塑性加工及功能性添加物的引入上有一定优势。其中化学包覆工艺(粉末冶金法之一)在反应过程中引入了超声波能量,有助于分散氧化锡粉末,改善氧化锡与金属基体的结合强度。堵永国等认为超声波能量引入的作用为超声空化,可增强包覆银层与氧化锡粉末的界面结合力;消除氧化锡颗粒团聚状态,使其均匀地弥散分布在反应溶液中,这有利于单个氧化锡颗粒状态的包覆,进而形成以氧化锡为核的复合粉体的生长。虽然该工艺已经极大地改善了氧化锡与银基体界面的结合程度,但与内氧化工艺相比,还有较大的差距。
固相扩散是对包覆后粉末进行还原、扩散、氧化等工艺处理,得到均匀细小分布的氧化物,材料显微组织更为均匀。固相扩散处理有利于氧化物与银基体界面结合方式的转变,从而提升材料的电性能。
研究人员将化学包覆AgSnO2(12)粉末进行固相扩散,再将其加工成丝材并打制成复合铆钉,在电接触性能测试装置上对铆钉进行了电性能模拟测试,并将铆钉装配成商用继电器,在型式测试装置上进行了电性能型式试验,最后与未进行固相扩散材料制备的铆钉进行比较。
1、 材料制备与测试
1.1 材料制备
将包覆好的AgSnO2(12)粉末进行还原、扩散、氧化等固相扩散处理,得到成品粉末。将处理后的粉末经过等静压、烧结、挤压制成粗线径丝材,并拉丝成所需的规格。常规包覆工艺(以下简称化学包覆)、包覆后固相扩散优化(以下简称固相扩散)制备AgSnO2(12)的化学成分如表1所示。
1.2 试验条件
主要生产设备为化学制粉系统、冷等静压机、烧结炉、1250T有色金属正反向挤压机、拉丝机等。
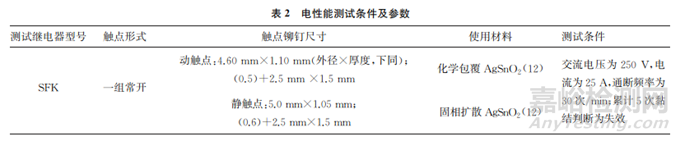
采用光学显微镜进行金相检验;采用 硬度计进行显微硬度测试;采用排水法、分析天平进行线材密度测量;采用直流数字电阻测试仪进行电阻率测量;采用材料拉伸机进行抗拉强度及断后伸长率检测;采用电接触性能测试装置进行模拟电性能测试。电性能测试具体参数及测试条件如表2所示,共进行2组测试,每组10个继电器,直至继电器累计5次熔焊失效为止。
2、 试验结果及讨论
2.1 材料的组织及性能
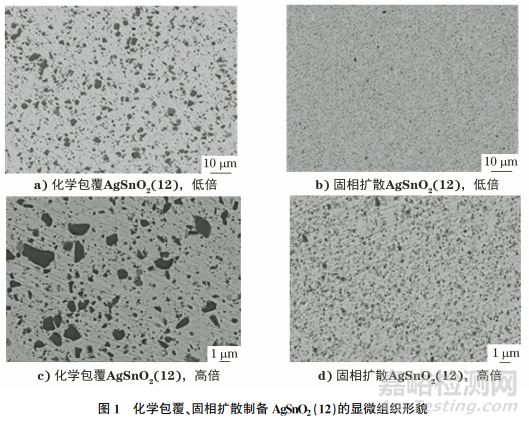
化学包覆、固相扩散制备 AgSnO2(12)的显微组织形貌如图1所示,由图1可知:固相扩散处理后AgSnO2(12)粉末的显微组织有了明显变化,固相扩散后的氧化锡质点重新分布,氧化物的质点更为细小,平均粒度约为1μm,分布更均匀。
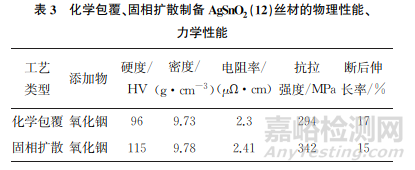
化学包覆、固相扩散制备 AgSnO2(12)丝材的物理性能、力学性能如表3所示,由表3可知:细质点的弥散强化作用很明显,固相扩散优化后材料的抗拉强度与硬度增大;材料的断后伸长率为15%,相对于优化前略有降低,但仍保持了较好的加工塑性。
工艺方法对材料性能的影响最大,对于固相扩散材料,虽然也是通过包覆法形成了形式上的复合材料,在初始组织的微观结构上,氧化锡与银之间的界面完全是物理性质上力的结合,而通过后续的固相扩散引起一系列的物理及化学变化,加上包覆粉体的特殊形貌及结构,固相扩散时合金更容易形成与氧化,特别有利于固相扩散过程中氧元素的扩散,便于形成均匀而细小的氧化物质点,而较细的质点也产生了较强的弥散强化作用,对材料的力学性能影响明显。
2.2 电性能测试
2.2.1 模拟电性能测试
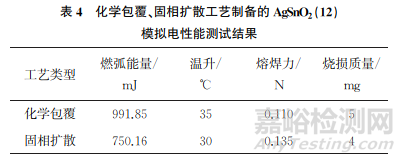
化学包覆、固相扩散工艺制备的 AgSnO2(12)模拟电性能测试结果如表4所示。由表4可知:经过固相扩散优化后的银氧化锡有着更低的燃弧能量、温升和烧损,但过程熔焊力则相对较大一些,这是由于经过固相扩散处理之后,较细的氧化物质点及更加均匀分布的组织结构使熔池的动态均匀性更好,黏度也更高,在一定程度上影响了过程中电弧的动态变化,另一方面也有利于降低材料的电磨损;同时,由于材料具有较高的抗拉强度,熔焊力也相对高一些。
2.2.2 型式电性能测试
在电流为25A条件下,固相扩散法材料的最高累计熔焊失效次数为15万次,最早的首次熔焊失效次数为135.万次;包覆材料最高的累计熔焊失效次数为11.5万次,最早的首次熔焊失效次数为7.5万次。
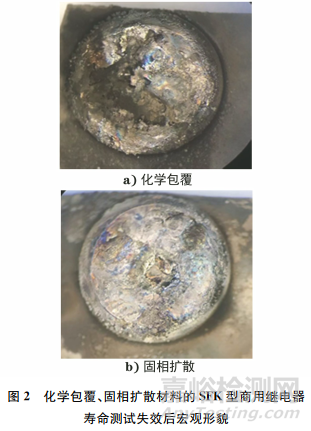
图2是装配了固相扩散与化学包覆材料的SFK型商用继电器寿命测试失效后的宏观形貌。由图2可知:化学包覆材料的触点有明显的烧蚀坑洞,四周飞溅物颗粒粗大;而固相扩散优化后材料的触点表面相对平整,四周的飞溅物较为细小。
3、 结论
(1)固相扩散材料组织中的第二相氧化物质点细化,同时质点分布更加均匀,具备了与内氧化材料类似的微观组织结构。
(2)在相同成分的条件下,固相扩散材料基本保持了与化学包覆法材料类似的塑性加工性能,抗拉强度、硬度等力学性能得到明显提升。
(3)在阻性负载条件下,固相扩散材料的综合电性能优于化学包覆法材料。
作者:张晓辉,饶其峰,卢小东
单位:佛山通宝精密合金股份有限公司
来源:《理化检验-物理分册》2023年第10期