您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-07-26 09:35
锂离子电池常用的制作方式主要有两种:卷绕和叠片。两种方式均应根据对电池的要求,设计需要的极片层数。客户一般给定电池的外形尺寸及容量要求,极片尺寸也会根据外形尺寸基本确定,但层数可通过涂覆量来调整。研究表明,涂覆量越高,电池的比能量越高。
本文作者通过固定电池的尺寸及容量,采用卷绕方式,分别制作15层和17层极片两种结构的电池,研究极片层数对电池性能的影响,以期为实际设计生产提供一定的参考。
1、 实验
1. 1 电池设计
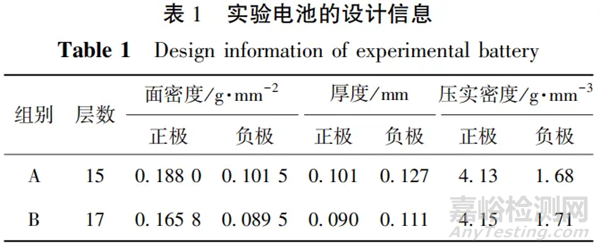
实验的研究对象为聚合物软包装锂离子电池,尺寸为4.5mm×65.0 mm×89.0 mm,额定容量5000mAh,最大充电电压4.45V。设计方案:A组15层极片,B组17层极片。
面密度的计算。根据电池的设计容量C及比容量C0,计算固定容量要求的电池所需活性物质的质量m:

根据极片面积S,计算单面活性物质的面密度ρ。

极片的层数决定极片的面积。为保持两种设计电池的容量一致,17层极片的面密度需要低于15层极片。
极片厚度的计算:

式(3)中:T为电池厚度;N为极片层数;Ta为正极厚度;Tc为负极厚度;Ts为隔膜厚度。
要保证电池设计厚度一致,17层极片的正、负极厚度均要小于15层极片,17层极片的压实密度也应更大。
通过设计模拟,实验电池的设计信息如表1所示。
1. 2 电池制备
将钴酸锂LiCoO2、聚偏氟乙烯PVDF和碳纳米管CNT按质量比98.5∶1.0∶0.5混匀,加入N-甲基吡咯烷酮NMP,制成浆料,均匀涂覆在10μm厚的铝箔上,在115℃下烘烤60s,辊压、分切成设计所需正极片。
将羧甲基纤维素钠CMC和去离子水混合均匀,制成CMC胶液。将石墨、导电炭黑、CMC胶液和丁苯橡胶SBR按质量比96.8∶0.5∶1.3∶1.4混匀,制成浆料,均匀涂覆在6μm厚的铜箔上,在105℃下烘烤60s,辊压、分切成设计所需负极片。
将正、负极片及聚乙烯(PE)隔膜以卷绕的方式制成卷芯,在95℃下烘烤6h后,注入1mol/L LiPF6/EC+PC+PP(质量比2∶2∶6) 电解液,然后在5V12A128CH聚合物电池夹具化成机上化成、封装,制成实验用锂离子电池。化成步骤为:以0.20C恒流充电5min,然后以0.30C恒流充电10min,再以0.70C恒流充电75min。
1. 3 性能测试
采用CT3002K型电池测试系统对电池进行充放电。标准充放电制度为:1.20C恒流充电至4.30V,转恒压充电至0.80C;0.80C恒流充电至4.45V,转恒压充电至0.05C,即为充满电;1.00 C恒流放电至3.00V。
采用BH3电子天平称量电池的质量;采用HIOKI-3561多用表测定电池的电压和内阻;采用ATMPPG200-1000 PPG高精度测厚仪测量电池的厚度;采用1010E/5000P电化学工作站对电池进行电化学阻抗谱(EIS)分析。
热滥用测试:采用标准充电方式充满电,满电电池放置在鼓风烘箱中,以(5±2)℃/min的速率升温至130℃。电池在该环境下放置1h,监控表面温度、电压。要求不起火、不爆炸,无其他安全事故。
过充测试:采用标准放电方式完全放电,以3.00C电流恒流充电至4.66V,转恒压充电至0.01C,监控温度、电压及电流。要求不起火、不爆炸。
高温外部短路:采用标准充电方式充满电。将电池放置在(55±2)℃的烤箱中,温度稳定30~45min后,进行短路,外接总电阻为(80±20)mΩ。要求不起火、不爆炸。
高低温放电:在23℃下,测试电池标准容量C1,以标准充电方式充满电,分别在-10℃和60℃的环境下搁置2h,1.00C放电至3.00V,记录放电容量C2。

式(4)中:Rdis为放电率。
倍率测试:在室温下采用标准充电方式充满电,分别以0.20C、0.50C和1.00C放电至3.00V,并记录放电容量。
循环测试:分别在(23±2)℃以及(45±2)℃的环境下进行标准充放电。充、放电之间间隔5min,首次及每项实验均使用3只电池进行平行测试。每100次循环,以0.20C放电,测定一次容量。
2、 结果与讨论
2. 1 质量差异
15层和17层极片设计,正负极料、正负极耳、保护胶带、铝塑膜质量均一致,质量差异主要在于正负极箔材、隔膜和电解液。
15层和17层极片设计主要的质量差异见表2。
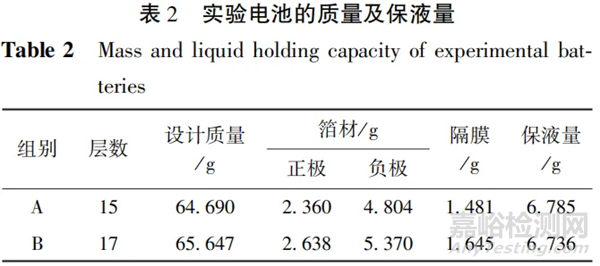
从表2可知,15层、17层极片电池的设计质量分别为64.690g、65.647g,质量差为0.957g,其中负极、正极和隔膜的质量差分别为0.566g、0.278g和0.164g。层数增加导致用量增加,因此,这3项指标,17层极片电池的质量更大。17层极片电池的保液量相比15层极片电池略低,主要是因为负极压实密度提升,电池的吸液能力下降。
2. 2 内阻差异
两种设计电池的EIS见图1。从图1可知,15层极片电池的固体电解质相界面(SEI)膜阻抗(RSEI)及电极极化阻抗(Rct)明显比17层极片电池大。15层极片电池因箔材层数减少,SEI膜的面积也较小,化成电流及时间一定时,单位面积所形成的SEI膜更厚,因
此RSEI更大。15层极片电池的涂覆量较高,Li+传递的距离更长,因此Rct更大。
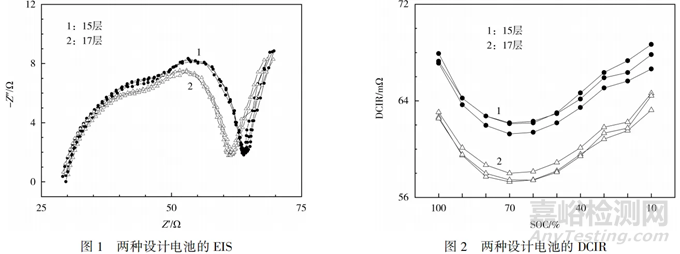
两种设计电池的直流内阻(DCIR)见图2。从图2可知,17层极片电池的DCIR小于15层极片电池,主要原因是极片的面密度较大。总体来讲,17层极片电池的动力学性能更好。
2. 3 安全影响
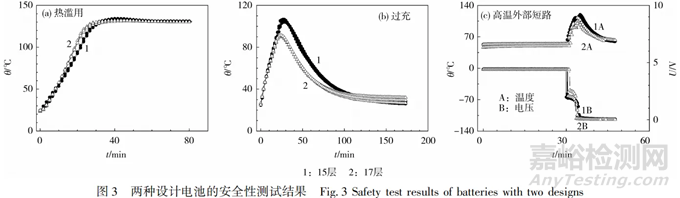
两种设计电池的安全测试结果见图3。从图3可知,15层、17层极片电池的表面最高温度,在热滥用测试时分别为134.1℃、131.7℃,降低了2.4℃;在过充测试时分别为105.6℃、91.2℃,降低了14.4℃;在高温外部短路测试时分别为116.7℃、110.0℃,降低了6.7℃。17层极片电池的极片面积更大,散热性能更好,电池温升小,热失效概率低,因此,增加层数可改善电池的安全性能。
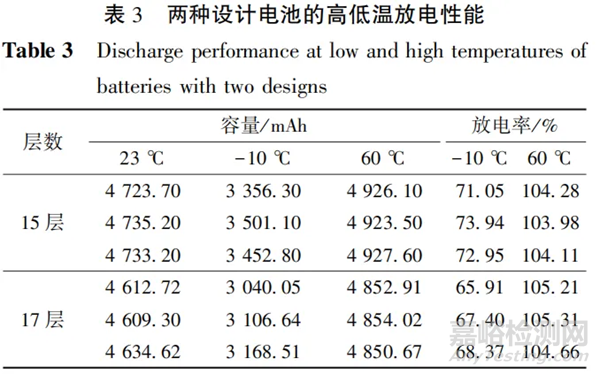
2. 4 高低温性能
两种设计电池的低温(-10℃)和高温(60℃)1.00C放电性能见表3。从表3可知,15层、17层极片电池的高温放电率均值分别为104.12%、105.06%,低温放电率均值分别为72.64%、67.22%。17层极片电池的高温性能提升了0.94%,低温性能降低了5.42%。这是由于15层极片电池的极片面密度大,低温下的1.00C放电产热比17层极片电池多。
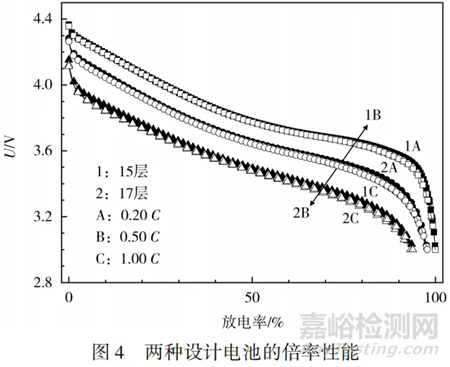
2. 5 倍率性能
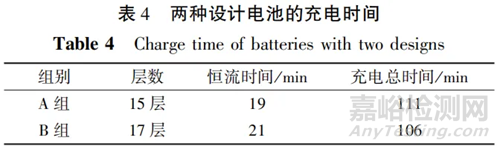
两种设计电池的充电时间见表4,倍率性能见图4。从表4、图4可知,17层极片电池的充电时间及倍率性能有一定的优势。15层、17层极片电池以0.50C放电的容量分别为0.20C时的97.5%、97.7%;以1.00C放电的容量分别为0.20C时的93.6%、94.9%。
厉运杰等认为,极片会影响锂离子电池的内阻,极片越短,内阻越小。17层极片电池结构的面密度小,但极片更长,电池内阻也较大。这表明,在同一尺寸及容量设计的情况下,面密度对电池性能的影响大于极片长度。
2. 6 循环性能
两种设计电池的循环性能见图5。从图5可知,两种电池在循环性能方面无明显差异,原因是正负极压实密度均在材料的可承受范围内。
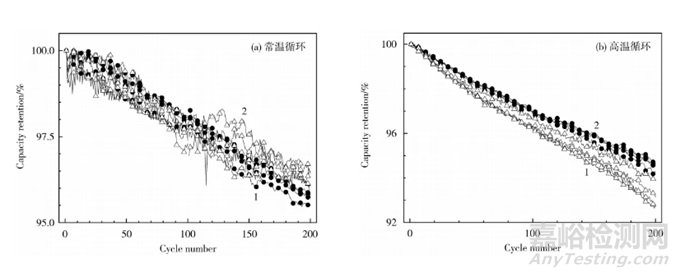
图 5 两种设计电池的循环性能
2. 7 制造良率
17层极片电池因为箔材、隔膜更多,需要提升极片的压实密度,才能保持与15层极片电池一致的总厚度。将压实密度从1.68g/cm2提升至1.73g/cm2,会提高对负极的制造要求。随着负极压实密度增大,电池的保液量将下降(见表2),说明 17层极片电池的制造难度高于15层极片电池。
3、 结论
层数越多,锂离子电池的质量越大,比能量越小,主要是正负极箔材、隔膜以及电解液质量的变化所致,其中负极箔材的影响最大。
层数越多,电池的内阻越小,17层极片电池的动力学性能有所提升。高层数设计对于电池的安全性能有明显的改善,与15层极片电池相比,17层极片电池的高温外部短路最高温度可降低6.7℃,过充最高温度可降低14.4℃,热滥用最高温度可降低2.4℃。层数对电池的高低温放电性能有明显的影响,层数越多,电池的低温放电性能越差,高温性能越好,与15层极片电池相比,17层极片电池的低温性能下降5.42%,高温性能提升0.94%。两种层数设计电池的循环性能无明显差异,原因是设计均在材料的可承受范围内。17层极片电池因箔材和隔膜用量增加,导致制造难度加大。
目前常用的两种面密度各有优劣,在设计时不必一味追求低面密度。面密度过低会导致部分性能下降,稍高的面密度可在保证性能的前提下降低电池的设计生产难度,产品开发工程师要在设计初期,根据客户的需求进行取舍。
文献参考:赵彦孛, 胡蝶, 刘艺琳,等. 极片层数对锂离子电池性能的影响[J]. 电池, 2022, 52(5):4.

来源:Internet


