您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2024-10-18 16:10
采用YL82B高碳钢盘条制作的钢绞线具有较高的强度和优越的低应力松弛性能,广泛用于石油化工、桥梁和高层建筑等领域。
某钢厂生产的预应力钢绞线用YL82B钢在下游冷拉过程中多次出现断裂情况。该钢的下游加工工艺为:开卷放线→端部对焊→机械剥壳→表面润滑→拉拔→合股。研究人员采用一系列理化检验方法分析了该盘条冷拉断裂的原因,以避免该类问题再次发生。
1、理化检验
1.1 宏观观察
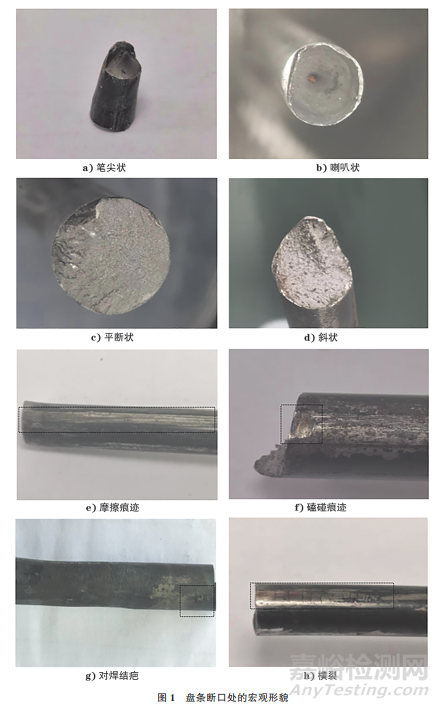
图1为盘条断口处的宏观形貌。由图1可知:笔尖状和喇叭状断口的裂纹源位于试样中心,在断口上未发现微裂纹等其他缺陷;平断状和斜状断口的裂纹源位于试样边部,且试样边部所在表面存在明显摩擦、磕碰和对焊结疤等损伤痕迹,甚至存在横裂现象。
1.2 化学成分分析
在盘条断口附近截取试样,其中试样1~2的取样位置为笔尖状、喇叭状断口处,试样3~7的取样位置为平断状、斜状断口处,对试样1~7进行化学成分分析,结果如表1所示。由表1可知:试样的化学成分满足技术要求。
1.3 金相检验
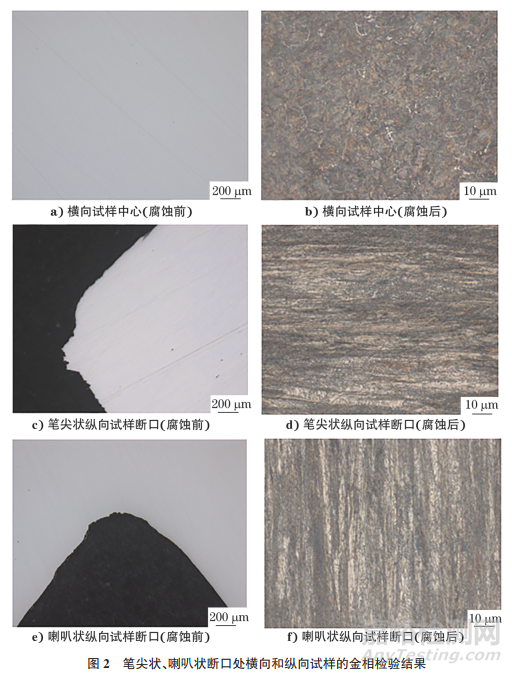
在笔尖状、喇叭状断口处分别截取横向和纵向试样,对试样进行金相检验,结果如图2所示。由图2可知:横向试样中心位置和纵向试样断口位置均未发现非金属夹杂物聚集等明显缺陷;腐蚀后试样的组织为索氏体+珠光体+ 铁素体+ 渗碳体,横向试样中心位置存在严重的网状渗碳体;纵向试样组织均沿变形方向分布,并存在大量片层较厚的珠光体。
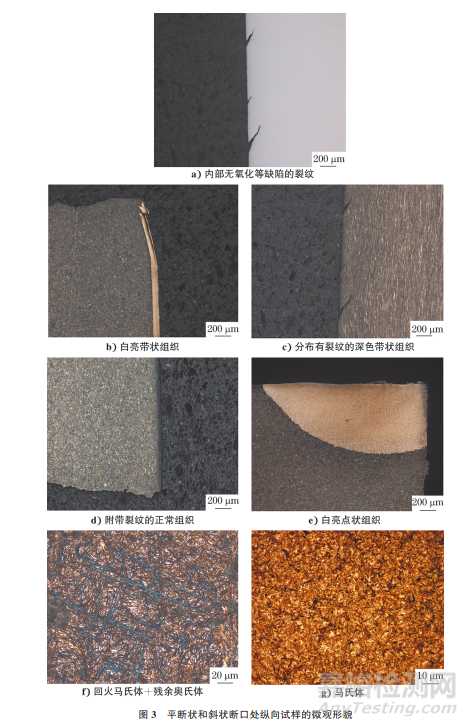
在平断状和斜状断口边部裂纹源处截取纵向试样,对试样进行金相检验,结果如图3所示。由图3可知:试样大部分无明显缺陷,少部分存在与边部成45°且内部无氧化等缺陷的裂纹;腐蚀后试样基体组织均正常,为索氏体+珠光体+铁素体+渗碳体,在裂纹源所在边部存在白亮色带状组织、分布有裂纹的深色带状组织、附带裂纹的正常组织、白亮点状组织和回火马氏体+ 残余奥氏体等,其中白亮色带状组织为马氏体。
2、综合分析
在对YL82B钢盘条进行冷拉时,盘条断口呈笔尖、喇叭状,说明材料的强度较低。通常情况下,在热轧后需要采用提高冷却速率的方法,使盘条中片层较薄的索氏体含量不少于85%,以提高材料强度,但断裂试样中含有大量片层较厚的珠光体,材料中片层状铁素体区域面积变大,相界面面积减小,使得界面片层状的渗碳体对位错运动的阻力减小,导致材料塑性变大、强度变小。材料中含有较多的珠光体,表明热轧后冷却速率较慢。通过现场排查发现,在盘条搭接点存在冷却缓慢的现象。笔尖状、喇叭状断面的横向中心位置只含有少量网状渗碳体,表明网状渗碳体产生的主要原因是钢坯存在严重的中心偏析,而不是冷却速率较慢,且严重的网状渗碳体割裂了组织之间的联系,促使材料发生断裂现象。
平断状、斜状断口产生的主要原因是拉拔工艺不当,如氧化皮清理不干净、润滑不到位等,导致材料出现磕碰和对焊不规范等问题。在拉拔时,氧化皮发生松动和润滑不当会使材料表面的摩擦系数增大,出现过热现象,导致材料表面的强度降低,且材料烧伤后会产生白亮的淬火马氏体,最终导致材料表面开裂。材料表面发生严重磕碰会使其局部温度瞬间上升,且钢的导热速率较快,在局部形成淬火,产生白亮色带状马氏体。当进行端部对焊时,对焊操作不规范会使接头部位液滴飞溅至表面,使材料表面形成点状烧伤、结疤等缺陷,且焊后未及时正火,最终导致材料出现马氏体,马氏体硬而脆,在对盘条进行拉拔时,其边部产生微裂纹,最终导致盘条断裂。
3、 结论及建议
预应力钢绞线用YL82B钢冷拉断裂的断口形貌呈笔尖状、喇叭状和平断状、斜状。笔尖状、喇叭状断口的产生原因为热轧后冷却速率较慢,使珠光体相变增多,材料的强度变小,同时中心碳偏析使材料形成严重网状碳化物,最终导致盘条断裂;平断状、斜状断口的产生原因为材料表面发生磕碰,冷拉时氧化皮去除不干净、润滑不当等因素使材料的摩擦系数增大,且对焊不规范使材料发生点状烧伤,加上焊后未及时正火,最终导致盘条断裂。
建议适当增大二次冷却强度,并采用结晶器+二冷区+凝固末端组合式电磁搅拌技术,以减轻连铸坯中心偏析程度。控制风冷辊道的运行速率,以减小盘条的堆叠程度。提升辊道风机的供风能力,加快盘条搭接点的冷却速率。加强盘条装卸、运输的管理,防止产生磕碰、擦伤问题。
作者:田伟,王春锋,王小东,李娜,黄鹏,林生秀
单位:陕钢集团产业创新研究院有限公司
来源:《理化检验-物理分册》2024年第7期

来源:理化检验物理分册


