您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-10-25 22:55
摘 要:紫杉醇类化合物属二萜类生物碱,是已知疗效最好的植物源抗肿瘤药物之一。目前,工业上主要依赖半化学合成、植物提取及细胞培养等途径大规模获取紫杉醇类产物。针对主流方法存在的问题,重点分析获取紫杉醇类活性产物的研发动向,探讨采用红豆杉树皮细胞培养、内生真菌发酵生产紫杉醇的技术现状与困境,简要梳理紫杉醇的天然合成途径,讨论采用合成生物学方法异源合成紫杉醇及其前体的可能性,为建立绿色、可持续的紫杉醇类活性产物生产路线提供参考。
紫杉醇类化合物是以紫杉醇(paclitaxel)、多烯紫杉醇(docetaxel)为代表,结构具有紫杉烷骨架的一系列天然产物及衍生物。此类物质抗肿瘤机制独特,主要通过增强微管纤维蛋白聚合,使有丝分裂停止于G2/M期,诱发肿瘤细胞凋亡。紫杉醇属二萜类生物碱,最早由美国科学家Wani和Wall于1967年从太平洋紫杉,即短叶红豆杉Taxus brevifolia Nutt. 树皮分离获得[1]。随后经20多年的临床研究,紫杉醇注射液(商品名Taxol®)于1992年上市,目前累计销售已超145亿美金。1996年,与其结构仅相差2个基团的多烯紫杉醇(商品名Taxotere®)通过评审,后者在生物利用度、滞留时间、细胞内浓度及抗肿瘤活性等方面均明显优于前者,可用于晚期乳腺癌、非小细胞肺癌、前列腺癌及胃腺癌等多种恶性肿瘤的治疗[2-4]。2010年,多烯紫杉醇的7,10-二甲醚产物卡巴他赛(Cabazitaxel,商品名Jevtana®)获批,随即成为治疗晚期前列腺癌的一种重要二线药物。
早期,紫杉醇类药物使用聚氧乙烯蓖麻油及聚山梨酯-80等辅料,会刺激机体释放组胺引起过敏反应。随后的多种改良剂型可有效降低不良反应,从而逐步占据了主要市场份额。2003年上市的脂质体包埋型剂型力朴素(商品名Lipusu®)是全球首个紫杉醇改良剂型。2005年,Celgene公司的白蛋白结合型紫杉醇Abraxane®获批,该剂型以人源白蛋白为载体,自上市以来销售逐年稳步增长。据统计,全球紫杉烷类药物年销售约50亿美元,其中Abraxane单品占比即高达1/5(2018年销售额10.62亿美金)。相比而言,我国同类产品的年销售额约51亿元,其中以力朴素销量最为突出(2017年销售21.7亿元)。2018年,随着石家庄制药集团有限公司和江苏恒瑞医药股份有限公司的白蛋白结合型仿制药先后上市,进一步充实了我国的紫杉醇类制剂品种,市场竞争也愈加激烈。
目前,获取紫杉醇类原料药主要依赖植物提取,化学/半化学合成及生物合成3种途径。作为疗效最好的抗肿瘤天然产物之一,紫杉醇最初源于短叶红豆杉的树皮提取物,后逐渐开发出从针叶中提取具有紫杉烷骨架且含量更高的结构类似物,再借助化学修饰的大规模生产方法。多烯紫杉醇便是在衍生化研究中获得的半合成抗肿瘤药物。然而,现行的植物提取及半化学合成方法均严重依赖于自然资源或种植业。利用绿色环保、可持续生产的生物合成策略则有望彻底解决紫杉醇类活性产物的供需矛盾,对于天然产物的生产研究具有前瞻性战略价值。
1 现行紫杉醇获取途径
1.1 植物提取与化学合成
从红豆杉分离提取是早期获取紫杉醇的主要途径。红豆杉属共15种[5],包括短叶红豆杉、欧洲红豆杉T. baccataL.、东北红豆杉T.cuspidata S. et Z. 等,但含量普遍较低,即便是公认最高的短叶红豆杉内层树皮,也仅含0.069%的紫杉醇。利用现行工艺,可从1kg干树皮提取约0.1~0.5 g紫杉醇[6],然而肿瘤患者单个疗程即消耗达2 g,理论上至少需采集4~8棵生长超50年的野生红豆杉树皮。据保守估算,2018年全球紫杉醇原料药产量已突破2000 kg,如单纯依靠植物提取,实难满足持续增长的临床用药需求。
利用化学合成是缓解天然产物供应不足的常用策略。紫杉醇化学名为5β,20-环氧-1,2α,4,7β,10β,13α-六羟基紫杉烷-11-烯-9-酮-4,10-二乙酸酯-2-苯甲酸酯-13 [(2′R,3′S)-N-苯甲酰-3-苯基异丝氨酸酯],结构新颖而复杂。虽然早在1994年就已建立多条全合成方法,但由于路线长、产率低、成本高昂等原因,已有方案均未能应用于商业生产[7]。利用人工培育的红豆杉针叶提取与紫杉醇结构类似的前体,如巴卡亭Ⅲ(baccatine III)、10-去乙酰巴卡亭Ⅲ(10-deacetylbaccatinIII,10-DAB)等,经几步催化,也可规模化生产(多烯)紫杉醇[8-9]。由于半化学法使用的前体含量较高(约0.1%)、提取于可再生资源、产物纯度高等,其产量目前已占世界总产量的近2/3。然而半合成路线至少需经35步反应,最高产率仅为0.4%,所使用的前体仍源于人工种植提取,从本质上并未彻底解决紫杉醇原料供应的难题。
1.2 树皮细胞培养
通过培养红豆杉树皮细胞生物合成紫杉醇,无需引入外源基因,可避免外源酶催化产物造成的细胞毒性,是一条无需消耗天然红豆杉资源、不依赖土壤种植的绿色生产方法。在商业生产领域,意大利Indena公司最早采用细胞培养生产紫杉醇原料药,而美国PythonBiotech公司是同类工艺的领头公司,年产超100 kg。然而树皮细胞的紫杉醇初始产量过低,同时由于对调控机制的解析不够、缺乏高效的操作工具等,很难使用常规的代谢工程策略大幅提升紫杉醇产率。通过培养条件优化、添加诱导因子等方法则可在一定程度上改善树皮细胞产量。2013年,Han等[10]研究证实,搅拌式发酵的剪应力会破坏合成巴卡亭III及紫杉醇的上游中间体牻牛儿基牻牛儿基焦磷酸(geranylgeranyl pyrophosphate,GGPP)的环化,影响巴卡亭III及紫杉醇产率,故使用气升式发酵可能更有利于产物合成。此外,培养温度也会显著影响紫杉醇产量,当温度为24 ℃时,有利于细胞生长;而当温度升高至29 ℃时,细胞则表现出加速合成紫杉醇的状态[11]。
另一方面,通过向培养体系添加诱导子,增强上游基因表达,也可促进紫杉醇的生产。生长素、脱落酸和细胞分裂素等植物激素以及茉莉酸(JA)和水杨酸(SA)等常被作为诱导子调节植物次生代谢效率[12]。JA可通过调节多种生物碱合成关键基因的表达,影响产物产率[13],其甲酯形式茉莉酸甲酯(MeJA)是参与细胞信号转导的重要信号分子[14]。通过向红豆杉树皮细胞培养体系添加MeJA,上游途径的紫杉二烯合成酶(taxadienesynthase,TS)、紫杉烷-10β-羟基化酶(taxoid 10β-hydroxylase,T10βH)及10-去乙酰巴卡亭III-10-O-乙酰转移酶(10-deacetylbaccatin III-10-O-acetyltransferase,DBAT)等基因表达显著增强[15-16],从而可显著提高紫杉醇的产量。
2 紫杉醇的合成代谢通路
紫杉醇为三环二萜类化合物,结构稍显复杂,其合成通路可分为3个典型阶段(图1):(1)紫杉烷环状母核结构的形成,阶段产物为巴卡亭III;(2)苯基异丝氨酸侧链的合成;(3)侧链与母核酰化连接,再经侧链修饰形成紫杉醇[17]。
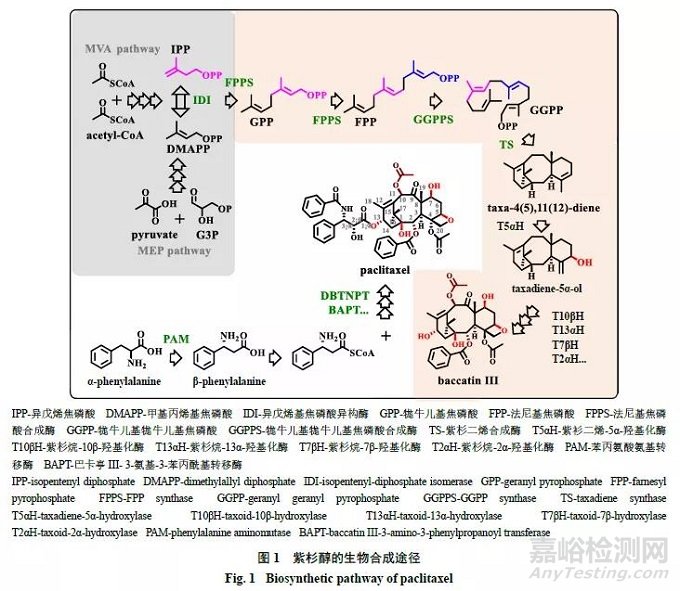
利用乙酰辅酶A为出发原料,通过胞质中的甲羟戊酸途径(mevalonic acid pathway,MVA),或以丙酮酸和甘油醛-3-磷酸为出发原料,通过甲基赤藓醇磷酸途径(methylerythritolphosphate,MEP)经6~7步反应,可合成异戊烯焦磷酸(isopentenylpyrophosphate,IPP)。IPP在对应的异戊烯基焦磷酸异构酶(IDI)的催化下,转化成其异构体甲基丙烯基焦磷酸(dimethylallyldiphosphate,DMAPP)。DMAPP与IPP经法尼基焦磷酸合成酶(farnesyl pyrophosphate synthase,FPPS)催化缩合,可依次形成牻牛儿基焦磷酸(geranylpyrophosphate,GPP)、法尼基焦磷酸(farnesyl pyrophosphate,FPP),再经牻牛儿基牻牛儿基焦磷酸合成酶(geranyl geranyldiphosphate synthase,GGPPS)催化,即可得GGPP。
GGPP是紫杉烷类产物生物合成的直接前体,大约再经19步催化反应,即可生成紫杉醇[18]。首先,GGPP经TS催化,环化形成紫杉二烯 [taxa- 4(5),11(12)-diene],此为紫杉烷二环二萜骨架合成的第一步反应。随后,紫杉二烯在细胞色素P450单加氧酶(CYP)的催化下,分别在C5、C10、C2、C9、C13、C7及C1等碳位发生羟基化[19],继而,C2、C5及C10位羟基进一步发生酰基化,C9位羟基酮基化,以及形成4,5-环氧丙烷环等,即可生成核心前体巴卡亭III[20],此为现行半化学合成工艺的出发原料。需注意的是,羟基化及酰基化等并非按固定的顺序先后发生,某些酰基化反应的发生也可早于其他碳位的羟基化[21]。截止目前,已有包括C5[22]、C10[23]、C13[24]、C7[25]、C2[26]及C9[27]位在内的至少6种羟基化酶基因被克隆与鉴定。
紫杉烷类产物C13位的苯基异丝氨酸侧链,是赋予其高效抗癌活性的核心因素。α-苯丙氨酸受对应的变位酶(phenylalanineaminomutase,PAM)催化[28],异构化为β-苯丙氨酸,再结合乙酰-CoA,生成β-苯丙氨酸-CoA。随后,经相应酰基转移酶(3-amino-3-phenylpropanoyltransferase,BAPT)催化[29],β-苯丙氨酸-CoA与巴卡亭Ⅲ C13位羟基酰基连接,生成β-苯丙胺酰基-巴卡亭Ⅲ(β-phenylalanyl-baccatinⅢ),再经进一步的侧链羟基化,形成3′N-去苯甲酰紫杉醇(3′N- debenzoyltaxol)。最后,经3′N-去苯甲酰-2′-脱氧紫杉醇-N-苯甲酰基转移酶(3′-N-debenzoyl-2′- deoxytaxol-N-benzoyltransferase,DBTNBT)催化,3′N-去苯甲酰紫杉醇侧链C3′位的N发生苯甲酰化,即可生成紫杉醇[29]。
3 潜在的紫杉醇获取途径
3.1 内生真菌培养
从红豆杉树皮分离可自主产生紫杉醇的内生真菌[30-31]理论上可更快速、规模化的获得此天然产物。自1993年以来,累计已分离鉴定60株以上的相关内生真菌[32]。由加拿大Novo Pharma公司分离的Alternaria alternate,经培养优化后,紫杉醇最高产量可达243.8 mg/L[33],显示出极高的投产价值。然而,由于内生真菌与红豆杉之间的种属差异,已解析的催化酶及调控机制无法套用于针对内生真菌的代谢改造,因此有必要独立解析其特有的合成途径。近期,Miao等[34]通过测序注释紫杉醇产生菌Cladosporium cladosporioides MD2,挖掘到9个可能参与萜类骨架合成的单基因,40个可能参与从GGPP合成10-DAB的功能基因,为揭示内生真菌的紫杉醇合成途径提供了重要信息。利用内生真菌生产紫杉醇具有周期短、条件可控、成本低廉等众多优势[35],可稳定、规模化地获取紫杉醇或关键前体,然而尽管相关研究已开展30余年,至今却未见产业化应用的报道。可预料的是,未来如能实现通过培养内生真菌直接生产紫杉醇类产物,其供需失衡问题必将随之解决。
3.2 利用合成生物学生产紫杉醇
基于合成生物学理念,通过植入关键的催化基因/途径,重构对接底盘细胞的代谢通路,理论上可实现复杂产物的异源生物合成。利用底盘细胞的MEP途径或MVA途径等,提供IPP及DMAPP等基础原料,借助外源引入的关键酶催化,即可打通紫杉醇或其中间体的异源合成通路。近些年,利用大肠杆菌、酿酒酵母为代表的微生物底盘由于操作简便、易规模化培养等因素,相关研究较为丰富,而利用烟草等植物底盘表达植物源CYP具有显著的兼容性优势,也已成为一条颇具前景的研究方案。
3.2.1 利用微生物底盘合成紫杉醇前体 大肠杆菌生长迅速,代谢通路简单清晰,基因组小易于遗传操作,是异源生物合成的首选底盘。2010年,Ajikumar等[36]使用多元模块代谢工程,改造大肠杆菌MG1655的衍生株,通过引入合成紫杉二烯所需的GGPPS及TS 2个催化酶基因,调节上游内源合成模块与下游外源模块间的代谢流平衡,紫杉二烯的摇瓶初始产量即已达到0.3 g/L。随后,采用分批补料发酵,添加正十二烷的双液相发酵等优化手段,使紫杉二烯的产量提升到1.02 g/L的高水平。进一步地,借助后续引入的T5αH基因(截去跨膜蛋白编码区)与P450还原酶基因(缺失N-端跨膜区)融合蛋白酶的催化作用,最终实现了5α-羟基紫杉二烯的异源生物合成,检测产量达58 mg/L。2016年,Biggs等[37]通过优化CYP及P450还原伴侣蛋白细胞色素还原酶(CPR)的相互作用机制,N-端修饰等,使大肠杆菌表达的氧化紫杉烷类产量达到(570±45)mg/L。上述工作利用模块化思路,优化重构途径的耦合,通过改造CYP基因,突破了其在大肠杆菌底盘活性表达的难题,然而从GGPP到紫杉醇的19步催化,其中8~9步是由CYP负责的羟基化反应,由于原核系统缺乏完整的内膜系统,难以定位高活性表达P450酶[38]。此外,在植入较多的异源基因时,原核底盘将出现能量代谢障碍等,因此,利用酿酒酵母等真核表达系统,可能更适用于构建含多步羟基化的合成通路。
酿酒酵母系统可提供更充足的还原型辅酶II(NADPH),其所具有的完整内膜系统可定位表达参与紫杉醇合成的众多II型CYP及CPR等[39-41]。通过共转化参与紫杉醇合成的GGPPS、TS、T5αH、T10βH及紫杉烯醇5α-乙酰氧化基转移酶(taxadienol 5α-O-acetyl transferase,TAT),Dejong等[42]尝试打通从IPP直接合成taxdiene-5α-acetate- 10β-ol的代谢通路,然而遗憾的是,检测结果显示紫杉二烯的产量只有1.0 mg/L,T5αH的催化产物taxadiene-5α-ol积累量仅为25 μg/L,未检测到T10βH以及TAT对应的催化产物。由于从MVA途径出发,不仅可产生萜类产物,还可为甾体类物质的合成提供原料,二者存在碳流量竞争关系。Engels等[43]通过引入3-羟基-3-甲基戊二酰辅酶A还原酶(HMGR)的同工酶UPC2.1基因,促使酵母从外环境中吸收甾体,抑制胞内甾体物质的合成。此外,采用嗜酸热硫化叶菌来源的GGPPS替代红豆杉来源的GGPPS,赋予酵母利用IPP或DMAPP底物合成GGPP的能力,避免与角鲨烯合成竞争FPP,辅助以密码子优化手段,最终使酵母系统的GGPP表达量达到33.1 mg/L,紫杉二烯的产量达到8.7 mg/L。尽管利用酿酒酵母更利于CYP和CPR的活性表达,但由于MVA途径的代谢流量相对MEP途径较低,前者可为下游合成提供的基础原料量远低于后者,这很可能是引起利用大肠杆菌或酿酒酵母表达紫杉二烯产量相差几个数量级的关键因素。鉴于此,2015年,Zhou等[44]尝试通过大肠杆菌大量合成紫杉二烯,供应已植入T5αH、T10βH及对应CPR的酿酒酵母底盘,成功实现了工程化共培养合成taxadien-5α-acetate-10β-ol(1 mg/L)。此项工作巧妙结合了2种经典底盘的优势,通过合理设计极大拓宽了利用微生物底盘生产紫杉醇类活性产物的空间[45]。
3.2.2 利用植物底盘合成紫杉醇前体 利用植物细胞异源合成复杂的天然产物,相对微生物底盘具有多种优势。自养型的植物细胞,直接同化CO2作为碳源,借助光合作用产生充足的还原力,同时可有效改善在微生物中极难实现的CYP高活性表达[46-47]。目前,已有多个研究组尝试利用人参根[48]、烟草[49]等表达TS异源合成紫杉二烯,但最高报道产量仅为27 μg/g[49],似乎并未显示出植物底盘应有的优势。Li等[19]采用叶绿体区室化策略,定位表达TS、T5αH及其对应的CPR,显著缩短了GGPPS-TS-T5αH/CPR连续催化反应的空间位阻,成功在本氏烟草中合成了5α-羟基紫杉二烯(0.9μg/g)。随后,通过选择性阻断MVA途径,结合代谢工程手段,最终使紫杉二烯合成量达到56 μg/g,5α-羟基紫杉二烯产量达到1.3 μg/g,该项工作是近些年利用植物底盘合成紫杉醇前体所取得的重要突破。然而不难看出,尽管利用植物底盘合成同样源于植物的天然产物具有理论上的优势,但相比微生物底盘,其在遗传操作难度、培养条件、规模化培养等方面所具有的先进性并不显著,因此,实现紫杉醇或其关键前体的异源植物细胞合成,仍有待漫长的探索路程。
4 结语与展望
植物源次生代谢产物种类繁多、功能多样,常对人体具有较强的生理活性,已广泛应用于医药临床。在抗肿瘤药物市场,销售较好的植物天然活性产物及相关衍生物主要有紫杉醇、多烯紫杉醇、羟基喜树碱[50]及长春瑞宾[51]等。通过从植物中分离提取药物前体或原料,配合特定的化学修饰及生物转化,仍是目前获得高活性药物的主要途径。如年销售额超1 000亿美元的甾体激素药物,是仅次于抗生素的第二大类药物,其合成基础便是利用植物源的甾醇类物质为出发原料,经微生物转化为雄甾-4-烯-3,17-二酮(AD)、雄甾-4-烯-3,17-二酮(ADD)及9α-羟基化-AD(9-OHAD)等中间体,再经后续的化学和生物转化,几乎可获得所有种类的临床用甾体药物[52-53]。
紫杉醇类药物市场需求庞大,鉴于半化学合成、植物提取及细胞培养等主流方法存在的问题,有必要针对性地开展研究逐个突破,尝试彻底解决紫杉醇类原料药的供需失衡问题(表1)。
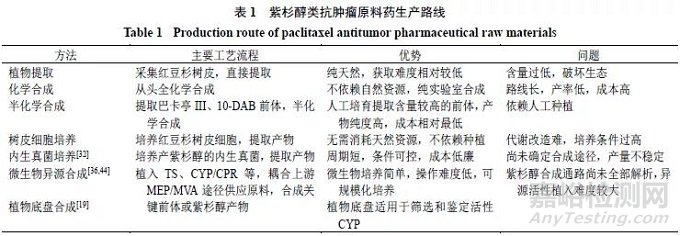
半化学合成依赖于从红豆杉中提取巴卡亭III前体,后续化学修饰步骤太长,产率过低。从红豆杉直接提取紫杉醇所引起的生态及环保问题严重。细胞培养法操作复杂,对培养环境要求极高,通常还需外源添加诱导物才能获得较高产量。相对于培养树皮细胞,利用内生真菌获取紫杉醇具有菌体生长迅速、培养难度较小等优点,是一条颇具研究价值的途径。然而,内生真菌合成紫杉醇的产量不稳定,常会随着传代数次的增加,逐渐丧失紫杉醇的合成能力[54]。通过从内生真菌中扩增催化合成紫杉醇的途径基因,发现其序列与宿主红豆杉来源的同源基因具有极高的相似性,推测内生真菌合成紫杉醇的能力可能是源于宿主的基因转移,而非共进化的结果[55],此观点使得利用内生真菌培养获得紫杉醇的研发之路扑朔迷离。
基于合成生物学理念,加州大学伯克利分校的Keasling院士团队[40]建立了利用酿酒酵母直接合成青蒿酸,再经修饰合成青蒿素的半化学生产路线。2013年,在先前引入的P450酶(CYP71V1)及CPR1基础之上,通过协同表达新鉴定的青蒿酸醛脱氢酶、醇脱氢酶及细胞色素b5等,借助这几个酶的协同催化,从紫穗槐二烯合成青蒿酸的3步氧化反应效率得到大幅增强,青蒿酸产量达到25 g/L。同年,Sanofi-Aventis公司与Keasling团队合作,正式启动60万吨产能的青蒿素项目。此工作对于天然活性产物的合成生物学研究具有极其重要的借鉴与参考价值。对于紫杉醇的生物合成,如利用植物底盘异源合成,同样需实现数个CYP的活性表达,由此,通过集中研究突破红豆杉树皮细胞培养存在的瓶颈问题,不失为一条更直接的方案。而利用真核微生物底盘具有生产周期短、代谢清晰、产物单一、易于分离、供应稳定等诸多优点,对于结构复杂、手性中心多、化学合成成本高昂的天然产物及前体,具有较好的研发及应用前景。近些年,亚细胞区室化定位[56],蛋白支架或融合表达关键酶基因[57]等代谢强化策略的出现,显著降低了连续催化反应的传质位阻,使异源合成目标产物的产率得到大幅提升。2018年,Shao等[58]通过15轮的染色体融合,成功将酿酒酵母的16条染色体融合,创建了只有1条巨大染色体的酿酒酵母菌株。如能在此基础上,通过进一步的基因删减构建具有极简基因组的酿酒酵母底盘,则很可能为合成高值产物提供一款高效的表达系统。然而需注意的是,由于紫杉二烯下游涉及CYP催化的多步羟基化反应,其中尚有4个CYP酶未鉴定,因此在异源合成紫杉醇或其关键前体的研究中,除需解决CYP异源活性表达的难题之外,还需预先实现对紫杉醇合成通路的全面解析。由此,利用异源底盘合成天然产物的研究,尚存在众多关键难题亟待解决[19,59]。

来源:Internet


