操控台装备广泛运用于全国范围内,其中不乏全天候湿热地区。针对操控台在按照国军标湿热试验考核过程中出现的表面锈蚀现象,对操控台表面喷塑工艺参数进行研究和分析,通过试验验证得到了合适的喷涂工艺参数。经工艺参数优化后,操控台通过了国军标湿热试验的考核。
引言
操控台具备显控软件运行、显示控制和数据处理功能,为指挥操作人员提供人机交互平台。操控台广泛应用在全国范围内,在湿热环境中使用时,水汽长期附着在操控台表面,对台体表面及结构部件上的锈蚀,破坏防护涂层,加速电化学腐蚀,影响设备的外观、使用寿命以及带来其它危害。湿热条件在我国热带地区全年都可能出现,在中纬度地区则季节性地出现,在高纬度地区机房或者指挥中心均设置有加湿设备,也会出现湿热环境,因此操控台的湿热条件下防锈蚀研究具有重要意义。
目前市面上常见的操控台结构上分为显示屏组件和台体组件,台体组件由操控台面、柜体、内部设备、前后柜门等组成,台体通常由冷轧钢板、镀锌钢板焊接而成,台体焊接完成后表面喷涂塑粉,表面符号采用丝网印刷或者激光镭雕,其余部件以螺钉装联或铆接进行固定,结构上较为复杂。
基于上述背景,本文首先通过对操控台在国军标GJB 150.1A-2009规定的湿热试验条件下出现表面锈蚀的问题进行分析,然后进行喷涂工艺参数分析与优化,并通过湿热环境试验进行验证,得到操控台喷涂的合适工艺参数,满足国军标规定的湿热试验考核。
湿热条件及锈蚀现象
1、湿热条件
依据国军标GJB 150.1A-2009湿热试验要求:湿热试验以24h为一个循环周期,一般10个周期足以展现湿热环境对大多数装备的潜在影响。虽然温度为60℃和相对湿度为95%的综合在自然环境中不会出现,但该温度和相对湿度的综合能发现装备的潜在问题。装备在湿热环境中工作,则应每5个循环至少进行一次性能检测,检测时间在图1所示的检测时间段内进行。
图1 湿热循环控制图
湿热试验条件中温度可依据装备的使用环境以及用户协议要求进行调整,但相对湿度95%一般不允许调整。本操控台属于地面电子装备,使用环境在室内,综合考虑实际使用环境与用户要求,将本操控台湿热试验的条件设定为恒定温度40℃,湿度95%RH,以24h为一个循环周期,共10个周期。湿热试验的要求如下:
1)湿热试验的条件、设备、程序应符合GJB 150.1A-2009的规定;
2)初检、中间、终检内容:外观、结构状况良好,操控台加电运行正常;
3)湿热试验与其它环境试验共同进行时,试验顺序应为:低温贮存→低温工作→高温贮存→高温工作→湿热→振动。
2、锈蚀现象
操控台在组装及调试完毕后进行环境适应性试验,本次湿热试验所用设备为步入式恒温恒湿试验箱,型号UC1060100-R,校准有效期内。
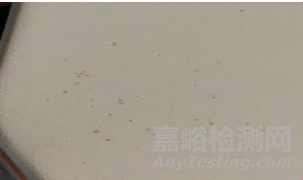
放入试验箱之前,检验人员对操控台进行了检验,装备外观完好,加电工作状态正常。湿热结束后,检验人员对操控台进行了再次检验,操控台加电工作状态正常,但台体表面多处出现了锈斑,如图2所示。
图2 台体表面多处锈蚀
锈蚀原因分析
本操控台台体由镀锌钢板加工而成,钢的主要元素是铁,铁的锈蚀是由于与空气的接触发生了氧化还原反应,它的发生需要三个条件:氧气、阳极和电解质,阳极就是铁本身,电解质就是空气中的水蒸气,而氧气就是空气中所含的氧气,这三个条件成立,则会开始发生锈蚀这一氧化还原反应。在锈蚀后,铁的表面会出现一些暗红色的铁锈,它是氧化反应的产物,其化学反应方程式如下:
操控台的抗环境腐蚀能力主要依靠表面的喷塑涂层,在有喷塑涂层的情况下,钢件基材仍然与空气中的氧气和水蒸气接触引发锈蚀,主要原因有:
1)前处理不干净,工件表面有水、粉尘、碎屑等异物;
2)喷塑涂层遭到外力破坏;
3)涂层致密性较差,涂层内孔隙过多。
本批次操控台喷塑过程采用无油无水的压缩空气,工件前处理过程合规,喷涂前进行了工件、设备的检查,环境条件、工艺设备条件与日常操作无异,锈蚀部位通过电子显微镜检查未发现异物,因此可排除前处理不干净的因素。
对台面多处锈蚀部位进行观察,涂层无明显受损痕迹,可排除涂层遭受外力破坏因素。经漆膜测厚仪测量操控台表面的涂层厚度,锈蚀部位厚度为30μm~60μm,如图3所示,对其它通过湿热试验的设备涂层进行测量,涂层厚度均在100μm以上。从操控台上拆下一块较小的锈蚀部件,使用电子显微镜可观察到涂膜表面锈点位置存在孔隙。据此推断,喷塑层厚度不足,涂膜高温固化过程中流淌不均,涂层致密性差,内部孔隙多,空气中的氧气和水蒸气通过涂层孔隙与钢件基材接触引发锈蚀。
图3 锈蚀部位涂层厚度测量
防锈能力优化
1、现行喷涂工艺
静电喷涂是通过电晕放电原理,在喷枪前端的附近产生密级的电荷,将雾化的塑粉颗粒通过枪嘴喷出时,高压直流电场作用使其形成带电塑粉粒子,在静电力的作用下,被吸到与其极性相反的金属工件表面,使工件获得一定厚度的粉末涂层,然后经过固化炉加热使色粉熔融、流平、固化,即在工件表面形成坚硬的涂层。一般喷涂前会对工件进行喷丸处理,喷丸是利用压缩空气为动力形成的高速喷射束,喷出沙丸或铁丸,对工件表面进行高速撞击,使工件表面发生物理变化,增加钢板和塑粉的附着力,延长涂层的耐久性。
查阅工艺文件和现场操作记录,本操控台使用的塑料粉末为北京某厂家的环氧聚酯混合类塑粉。喷塑主要工艺流程为:喷涂前清洁→表面喷丸→喷涂挂件→静电喷涂→高温固化→出炉冷却→产品检验→周转前防护,喷枪采用圆扁型喷嘴,各工件喷涂参数为:静电电压80kV,喷涂枪数4次,烘烤温度180℃,烘烤时间25min。
2、喷涂工艺优化
2.1静电电压
静电电压与涂层厚度成正比关系,随着静电电压的增加,涂层厚度逐渐增加,当静电电压达到90kV以上时,涂层厚度几乎不再增加,静电电压合适范围为60-80kv,本操控台喷塑采用的静电电压为80kV,属于合理范围内。
2.2烘烤温度
烘烤温度和烘烤时间主要影响色泽、附着力和硬度。塑粉的烘烤温度一般采用涂料厂商推荐的温度,业界常用烘烤温度为180℃-195℃之间,根据本操控台所用塑粉厂商的推荐,烘烤温度设定为180℃属于适宜温度。
2.3烘烤时间
取两组各4件镀锌钢板样品,在固化炉温度达到180℃时,将样品分别烘烤15min、20min、25min、30min,出炉冷却后进行检验。主要检验项目为色泽、附着力和硬度,检验情况如下:
1)色泽:4种烘烤时间下各样板色泽与色板样片无明显差异,符合要求。
2)附着力:取一组4件样片,使用百格刀测试附着力,结果如表1所示。
表1 附着力测试记录表
3)硬度:取另一组4件样片,使用硬度笔测试硬度,测试结果如表2所示。
表2 硬度测试记录表
综上,本操控台所采用的环氧聚酯混合类塑粉喷塑静电电压为80kV、烘烤温度180℃,烘烤时间25min是满足技术要求且经济合理的,无需调整。
2.4喷涂次数
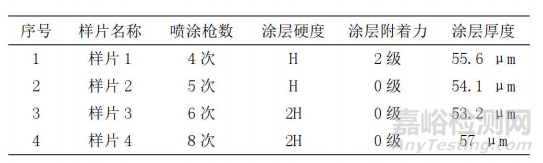
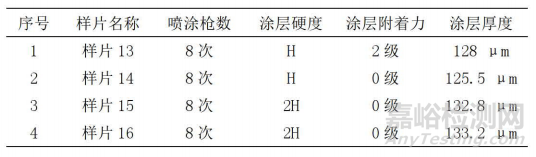
喷涂次数主要影响涂层厚度,是影响涂层是否有孔隙的关键,也是本次优化的重点参数。取4组镀锌钢板样片,每组共4片,在与操控台喷塑过程相同的环境条件和工艺设备条件下分别喷涂4枪、5枪、6枪和8枪,喷枪静电电压80kV,烘烤温度180℃,烘烤时间25min。
自然冷却后对涂层厚度进行测量,测量结果如表3-表6所示。
表3 第一组样片检验记录表
表4 第二组样片检验记录表
表5 第三组样片检验记录表
表6 第四组样片检验记录表
按照以往生产的其它装备的环境试验经验,涂层厚度在约100μm以上可以通过湿热试验,通过4组样片对比可以直观的看出,采用圆扁型喷头的情况下,喷涂6枪涂层厚度约100μm,喷涂8枪涂层厚度约125μm,综合考虑生产效率等因素,拟对本次锈蚀的操控台涂层按喷涂枪次为6次进行整改。
3、整改
依据以上分析和验证结果,本次操控台的整改措施为拆卸需要喷塑的钢板部件,对部件进行退粉、打磨清洁后重新喷塑,喷塑的参数如表7所示。
表7 操控台返工喷塑参数表
喷塑完成后,对各工件喷塑面随机抽取6个点测量厚度,如图4所示。
图4 返工后工件厚度测量
由于人工喷涂,喷涂速度不均匀,工件表面的涂层厚度也不均匀,但每个点的测量值都大于100μm,测量结果如表8所示。
表8 整改后涂层厚度记录表
4、试验验证
对喷涂返工后的工件组装成操控台,再次进行湿热试验,试验条件保持不变。试验结束后,检验人员对操控台进行了再次检验,操控台加电工作状态正常,台体原表面锈蚀部位及其它面涂层均完好无锈蚀情况,如图5所示。因此对喷涂工艺参数进行优化后,操控台能够满足国军标湿热试验的考核要求。
图5 原表面锈蚀部位整改后情况
5、措施固化
通过试验验证后,对本操控台的喷塑工艺优化后的相关措施进行固化,主要有以下几个方面。
1)修改本操控台的喷塑工艺规范,明确喷涂参数,如表7所示;
2)明确喷塑后涂层厚度检验要求,对每个工件的喷塑面取6个点作测量记录,每个点位涂层厚度都应≥100μm;
增加操控台成品对于涂层厚度的检验要求,选择台体各喷塑面,通过漆膜测厚仪测量涂层厚度,涂层厚度均应≥100μm。
结论
湿热试验考核的是装备耐湿热大气影响的能力,本文通过对操控台装备在湿热试验出现锈蚀的问题分析,在对操控台喷涂工艺参数进行优化,优化后的操控台已成功通过国军标湿热试验的考核。依靠钢件表面喷塑涂层作为耐湿热主要防护措施的装备,设计人员、工艺人员应当对装备使用的塑粉的特性进行详细了解,特别是新塑粉的引入,喷涂工艺参数需进行详细验证,不能仅仅套用通用的喷塑工艺参数,生产过程中需做好工件周转防护,避免涂层受到磕碰破坏。另外,需要注意的是在装备装配过程中,螺钉紧固需避免电批扭力过大或多次返工拆装螺钉,会导致涂层受到破坏。本文的理论分析和喷塑工艺参数优化,对于台体类设备在耐湿热设计上提供积极的参考价值。
引用本文:熊星,冯卫炜,徐超亮,罗晓佳,尤磊.操控台湿热试验防表面锈蚀方法研究[J].环境技术,2023,41(03):119-123.