腐蚀给人类社会带来的直接损失是巨大的。20世纪70年代前后,许多工业发达国家相继进行了比较系统的腐蚀调查工作,并发表了调查报告。结果显示,腐蚀的损蚀占全国GNP的1%到5%。
要减少、防止腐蚀给我们带来的损失,就需要了解材料腐蚀的特点。这期小编就给大家介绍金属腐蚀及其试验的相关内容。
金属腐蚀基本介绍
1、定义
金属腐蚀是指金属与周围环境(介质)之间发生化学或电化学作用而引起的破坏或变质。

金属的锈蚀是最常见的腐蚀形态。腐蚀时,在金属的界面上发生了化学或电化学多相反应,使金属转入氧化(离子)状态。这会显着降低金属材料的强度、塑性、韧性等力学性能,破坏金属构件的几何形状,增加零件间的磨损,恶化电学和光学等物理性能,缩短设备的使用寿命,甚至造成火灾、爆炸等灾难性事故。
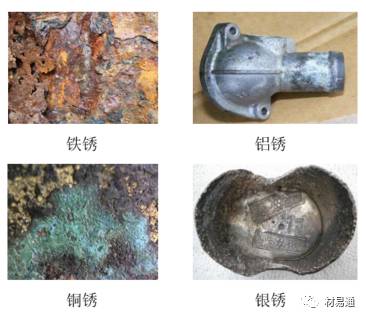
如:铁制品生锈(Fe2O3·xH2O),铝制品表面出现白斑(Al2O3),铜制品表面产生铜绿[Cu2(OH)2CO3],银器表面变黑(Ag2S,Ag2O)等都属于金属腐蚀,其中用量最大的金属——铁制品的腐蚀最为常见。
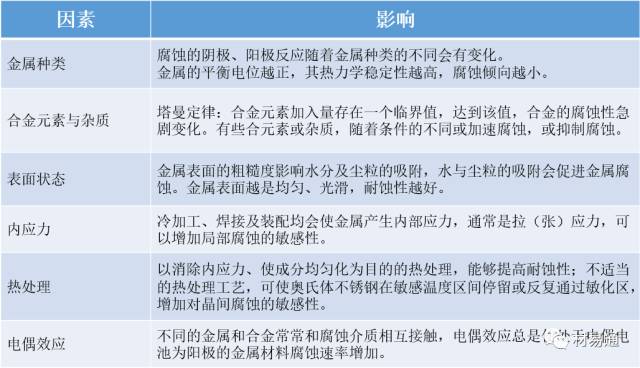
2、腐蚀的影响因素
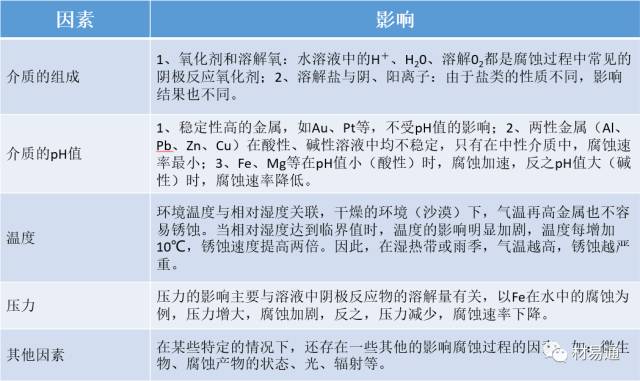
能影响腐蚀的因素很多。鉴于腐蚀体系由材料/环境组成,影响腐蚀的因素因而可以基本分为与材料相关的内因和与介质环境相关的外因。
3、金属的腐蚀环境
材料的使用离不开一定的工作环境,材料的环境适用性是发挥其功效的前提条件。材料使用环境的复杂性决定了材料腐蚀破坏的复杂性,不同环境下材料的腐蚀发展和变化规律千差万别。
总体来看,根据材料产生腐蚀的环境状态,材料的环境腐蚀可以分为:自然环境中的腐蚀(包括:大气腐蚀、淡水和海水腐蚀、土壤腐蚀)和工业环境介质中的腐蚀(包括:酸性溶液、碱性溶液、盐类溶液、工业水、其他非水介质)。
金属腐蚀分类
1、金属腐蚀分类
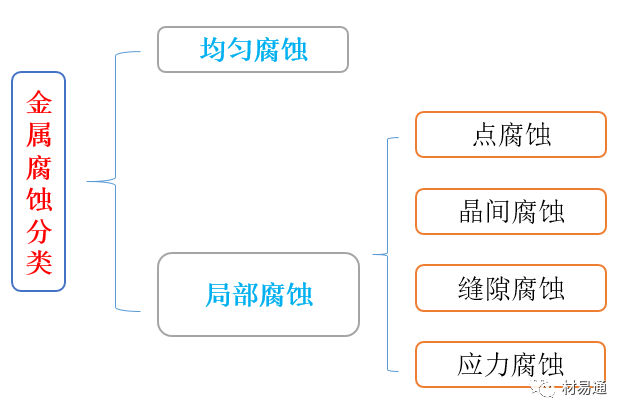
按照腐蚀形态分类,金属的腐蚀可以分为均匀腐蚀和局部腐蚀两大类:
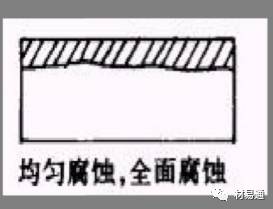
2、均匀腐蚀(uniform corrosion)
均匀腐蚀(又称全面腐蚀)是指在整个合金材料表面上以比较均匀的方式所发生的腐蚀现象。其形貌特征是发生全面腐蚀时,材料的厚度逐渐变薄,甚至腐蚀穿透。
全面腐蚀是机械设备在实际使用中发生失效的基本形式。全面腐蚀代表材料总的重量损失。这种腐蚀可以通过简单的浸泡试验,或查阅腐蚀方面的文献资料,或凭生产经验加以预测,便于估计设备的寿命。在选用耐蚀材料时,其全面腐蚀性能是耐蚀性的最基本要求。
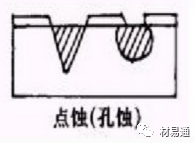
3、点腐蚀(pitting corrosion)
钝化型金属之所以能抗腐蚀乃是由于其表面能形成一层具有保护性的钝化膜。然而,一旦这层钝化膜遭到破坏,而又缺乏自钝化的条件或能力,金属就会发生腐蚀,如果腐蚀仅仅集中在设备的某些特定点域,并在这些点域形成向深处发展的腐蚀小坑,而金属的大部分表面仍保持钝性的腐蚀现象,称为点腐蚀。
特点:
腐蚀集中于金属表面的很小范围内,并深入到金属内部;
一种高度局部的腐蚀形态,也叫孔蚀;
通常其腐蚀深度大于其孔径,严重时可使金属穿孔。
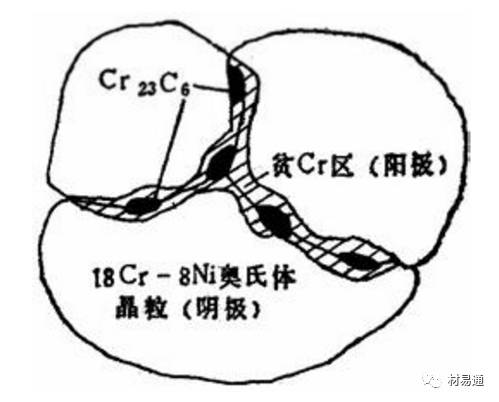
4、晶间腐蚀(intergranular corrosion)
晶粒间界是结晶方向不同的晶粒间紊乱错合的界域,因而,它们是金属中各溶质元素偏析或金属化合物(如碳化物和σ相等)沉淀析出的有利区域。在某些腐蚀介质中,晶粒间界可能先行被腐蚀。这种沿着材料晶粒间界先行发生的腐蚀,使晶粒之间丧失结合力的局部破坏现象,称为晶间腐蚀。
奥氏体不锈钢的晶间贫铬引起的晶间腐蚀较为常见
特点:
晶间腐蚀沿晶粒边界向内发展,外表没有腐蚀迹象,但晶界沉积有腐蚀产物;
由金相显微镜可以看到晶界呈现网状腐蚀;
晶间腐蚀是晶界在一定条件下(温度、成分、腐蚀溶液等)产生化学和组织的变化导致耐蚀性降低而引起的。
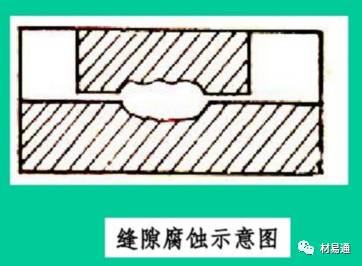
5、缝隙腐蚀(crevice corrosion)
缝隙腐蚀是在电介质溶液中(特别是含有卤素离子的介质),在金属与金属或非金属表面之间狭窄的缝隙内,由于溶液的移动收到阻滞,在缝隙内溶液中氧耗竭后,氯离子即从缝隙外向缝隙内迁移,又由于金属氯化物的水解自催化酸化过程,导致钝化膜的破裂,因而产生与自催化点腐蚀相类似的局部腐蚀。
特点:
缝隙腐蚀是孔蚀的一种特殊形态;
发生在缝隙内(如焊、铆缝、垫片或沉积物下面的缝隙);
破坏形态为沟缝状,严重的可穿透。
6、应力腐蚀
机械设备零件在应力(拉应力)和腐蚀介质的联合作用下,将出现低于材料强度极限的脆性开裂现象,导致设备和零件失效,这种现象称为应力腐蚀开裂。
根据介质的主要成分为氯化物、氢氧化物、硝酸盐及含氧水等,而分别称为氯裂(氯脆或氯化物开裂)、碱裂(碱脆)、硝裂(硝脆)及氧裂(氧脆)等。
机械设备和部件发生应力腐蚀开裂(SCC)必需同时满足材料、环境、应力三者的特定条件。可产生应力腐蚀破坏的金属材料-环境的组合主要有以下几种:
(1)奥氏体不锈钢——氯离子、氯化物+蒸气、硫化氢、碱液等;
(2)碳钢及低合金钢——碱液、硝酸盐溶液、无水液氨、湿硫化氢、醋酸;
(3)含钼奥氏体不锈钢——碱液、氯化物水溶液、硫酸+硫酸铜的水溶液等;
(4)黄铜——氨气及溶液、氯化铁、湿二氧化硫等;
(5)钛——含盐酸的甲酸或乙醇、熔融氯化钠;
(6)铝——湿硫化氢、含氢硫化氢、海水。
金属腐蚀试验
1、金属腐蚀试验
腐蚀试验的目的在于:
在给定环境中确定各种防蚀措施的适应性、最佳选择、质量控制途径和预计采取这些措施后构件的服役寿命;
评价材料的耐蚀性能;
确定环境的侵蚀性,研究环境中杂质、添加剂等对腐蚀速度、腐蚀形态的作用;
研究腐蚀产物对环境的污染作用;
在分析构件失效原因时作再现性试验;
研究腐蚀机制。
金属腐蚀总的来说分为均匀腐蚀和局部腐蚀(点腐蚀、晶间腐蚀、缝隙腐蚀、应力腐蚀)。
对于均匀腐蚀,用重量法可以表征其腐蚀速率;对于局部腐蚀,则需要具体问题具体分析。电化学测试方法是均匀腐蚀和局部腐蚀的通用测试方法。
2、重量法腐蚀试验
重量法是根据腐蚀前后试样重量的变化来测定金属的腐蚀速率,并以此判断材料的耐蚀性能。
试验时,如果金属溶解于介质中,试样的重量减小,可以用失量法测量;如果腐蚀产物的组分已知,并且牢固地附着在金属的表面上,或者腐蚀产物完全能收集起来,可以用增重法测量。
优缺点:
重量法腐蚀试验具有简易、方便、直观等许多优点,目前仍是测量腐蚀速率的最基本方法。但是也有一定的局限性:只适用于全面腐蚀;试验结果受试样的制备、环境介质的特点、试验的操作及腐蚀产物的清除方法等许多因素的影响,重现性不太好;试验时间较长。
3、晶间腐蚀试验方法
在特定介质条件下检验金属材料晶间腐蚀敏感性的加速金属腐蚀试验方法,目的是了解材料的化学成分、热处理和加工工艺是否合理。其原理是采用可使金属的腐蚀电位处在恒电位阳极极化曲线特定区间的各种试验溶液,利用金属的晶粒和晶界在该电位区间腐蚀电流的显着差异加速显示晶间腐蚀。不锈钢、铝合金等的晶间腐蚀试验方法在许多国家均已标准化。
晶间腐蚀试验方法大致可以分为化学试验方法、电化学试验方法及物理试验方法三大类。化学试验方法很多,比较成熟,应用广泛,其中一部分已列入国标;电化学试验方法是一个尚未标准化的方法,最大的优点快速、不破坏试样;物理试验以金相法和弯曲法应用最广。
4、孔蚀试验方法
孔蚀试验方法,概括起来可以分为两大类,一类是化学浸泡法,另一类是电化学测量法。
化学浸泡方法是将试样浸泡在某些加速的或天然的腐蚀环境里,通过测量蚀孔的重量损失、数目、深度和大小,测定金属或合金的耐孔蚀必有,或者通过测量临界孔蚀温度,蚀孔成核所需的最低氯离子浓度,确定金属和合金的孔蚀敏感性,采用这类方法测量的最大优点是阴阳极过程这与生产实际情况相符。
最常用的化学浸泡法有:三氯化铁试验,它是将按要求加工成的试样放在6%FeCl3溶液中,在一定的温度下(35℃或50℃)和一定的试验时间(7.2h)内,测得试样的失重、蚀孔数目及尺寸大小来评价材料的耐孔蚀性能;
电化学测量法是通过测量金属和合金的孔蚀特征电位(临界孔蚀电位和孔蚀保护电位)来确定它们的孔蚀倾向性的,这一方法虽然具有电化学测量所特有的快速的优点,但与实际生产情况有所不同。
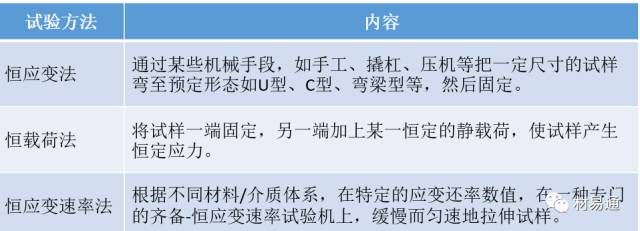
5、应力腐蚀试验
根据加载方法的不同,可以分为恒应变法,恒载荷法和恒应速率法。
在实际生中,由于冷热加工常常会产生残余应力主。焊接残余应力是最常见的一种,因此,焊接件也可用来作为应力腐蚀破裂试验髟试样。
根据试验介质的不同,可以分为3.5%NaCl溶液交替沉浸法,沸腾MgCl2溶液法,连多硫酸法,高温高压试验法等。
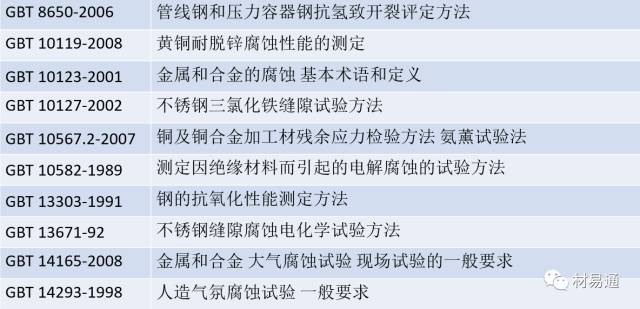
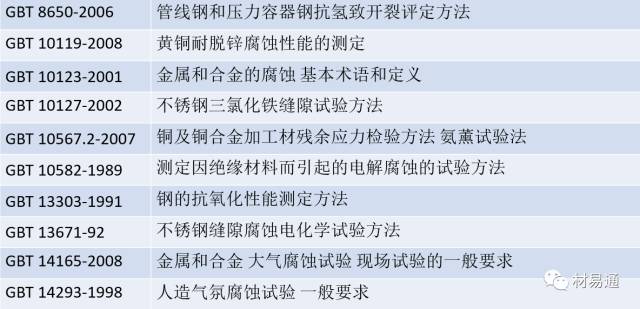
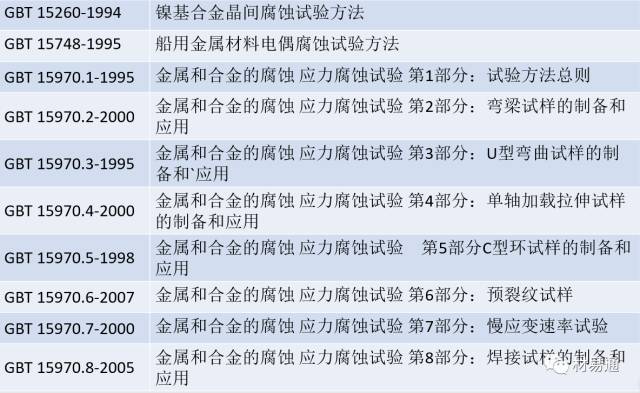
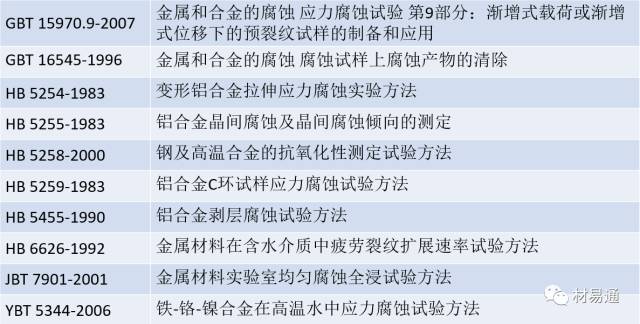
金属腐蚀试验标准
1、金属腐蚀试验标准