您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-05-27 12:08
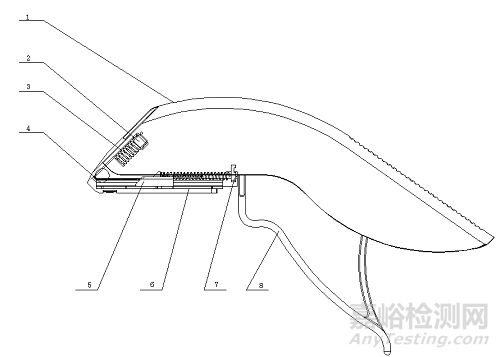
缝合器示意图
1.外壳; 2.压钉板; 3.压簧; 4.缝合钉;
5.推钉板;6.缝合钉座;7.弹簧座;8.击发手柄
一、缝合器工作原理
缝合器工作原理与订书机相似,故其总称为Skin Stapler。缝合器通过挤压手柄,由机械传动装置将预先放置导针板上的缝合钉挤出、成形,达到预定的设计要求,有效对皮肤进行缝合;预装的缝合钉沿着导针板由恒力弹簧推进进行重复补充,以完成重复的缝合步骤,直至缝合钉用完。
缝合钉一般用金属医用不锈钢、钛合金制成,具有较好的生物相容性。由于缝合钉排列整齐,间距相等,缝合松紧度一致,避免了手工缝合过疏过密和结扎过紧过松等缺陷,既保证了组织良好的愈合,同时也大大缩短了手术时间。
二、缝合器的主要风险
|
风险类别 |
具体示例 |
|---|---|
|
设计不当风险 |
机械系统设计不当,器身及缝合钉(针)材料选择不当,导致不能有效缝合。 |
|
生物相容性风险 |
选用不适当的材料; 灭菌未确认或未按已确认的参数灭菌; 未能按运输储存要求对产品进行防护,造成产品破损,污染产品; 超过有效期使用; 包装不符合要求或老化; 产品零件生锈; 产品重复使用导致患者受到感染和/或手术失败; 过敏体质引发的不良反应; 使用完后,未按医疗垃圾处理; 未按要求对生产环境进行控制; 零部件未按要求清洗; 清洗用水不符合要求。 |
|
制造过程风险 |
采购不当; 零部件加工精度不当,装配调整不当; 不合格品未被检出; 发生卡钉(针)现象;包装不当; 灭菌有效性未被充分确认/验证。 |
|
运输和贮藏风险 |
不恰当的包装; 污染; 防护不当运输中缝合钉(针)脱位/脱落; 贮藏环境不当。 |
|
处置和废弃风险 |
没提供信息或提供信息不充分;错误使用。 |
|
使用风险 |
明示应由经培训的专业人员使用; 标记:包装标记不当,如会产生重复使用的危害,引起交叉感染; 对一次性使用的医疗器械很可能再次使用的危害警告不适当,造成重复使用; 不完整的使用说明书,造成操作错误; 性能特征不恰当的描述,造成错误使用; 不适当的预期使用规范,造成错误使用; 操作说明书的遗失,造成错误使用; 所用附件规范不适当,造成错误使用; 非预期使用; 缝合窗口选择不当; 使用者未按规范程序使用。 |
|
其他风险 |
漏装钉(针); 缝合钉(针)成形不良; 缝合钉(针)机械性能不符合要求; 材料强度小。 |
三、缝合器的技术要求
以下为缝合器的基本技术性能指标,其中对产品的技术要求参照YY/T 0245—2008《吻(缝)合器通用技术条件》。
1.产品型号/规格及其划分说明
2.外观
(1)缝合器无菌包装应完好,粘合密封区域应无通道或穿孔;
(2)缝合器外形光滑、轮廓清晰、无毛刺、锋棱、划伤及裂纹等缺陷;
(3)缝合器表面字迹、标志清晰,标贴正确,不得有错位,歪斜等缺陷;
(4)缝合器壳体的粘合(或焊接)应牢固,不得有裂缝和明显堆积物;
(5)缝合钉钉头应尖锐,缝合钉表面应光滑,无毛刺、凹痕等缺陷。
3.尺寸
4.材料
应明确参照本指导原则或相关国家标准、行业标准要求写出缝合器的全部制作材料及其材料标准。
制成缝合钉的不锈钢材料022Cr17Ni12Mo2和00Cr18Ni14Mo3的化学成分应分别符合GB/T 4240—2009和GB 4234—2003的规定,采用钛及钛合金材料的化学成分应符合GB/T 13810—2017的规定,采用其他金属材料的,其化学成分应符合相应的医用级材料国家标准或行业标准的规定。
5.使用性能
(1)缝合器装载的缝合钉数量应与所标识的数量一致,避免装载漏钉现象;
(2)缝合器使用时各运动组件应移动顺畅,无卡顿、粘钉、松脱。缝合器弹簧应有足够弹性,当松开手柄时能迅速复位;
(3)缝合器应具有良好的缝合性能,所装载的缝合钉应能全部顺利弹出、正常击发,不得卡住,不得多击、漏击,且击发后应能顺利穿透试验材料而成矩形,不应有扭曲变形现象;
(4)经缝合器成形后的缝合钉应能顺利拆除,且试验材料表面不应有破损现象;
(5)经缝合成型后的缝合钉的跨距应结合临床要求作出规定。
6.硬度要求
缝合器压钉板、缝合钉座的硬度应不低于330 HV0.2。
7.表面粗糙度:缝合器外露金属表面粗糙度:Ra≤0.4μm(有光度),Ra≤0.8μm(无光度)。
8.耐腐蚀性:缝合钉应有良好的耐腐蚀性能,试验后其表面状态应不低于YY/T 0149—2006中5.4 b级的规定。
9.包装封口剥离强度:缝合器包装封口剥离强度为0.1N/mm~0.5N/mm,被撕开的两接触表面应光滑且连续均匀,无分层或断裂现象。
10.无菌:缝合器应经已确认过的灭菌过程进行灭菌,产品应无菌。
11.环氧乙烷残留量:如采用环氧乙烷灭菌,缝合器的环氧乙烷残留量应不大于10 μg/g。
12.生物学评价:
(1)缝合钉的细胞毒性计分应不大于1;
(2)缝合钉的迟发性超敏反应(致敏)应不大于1级;
(3)缝合钉的皮内反应计分应不大于1。
(九)同一注册单元内注册检验典型性产品确定原则和实例

来源:嘉峪检测网


