您当前的位置:检测资讯 > 生产品管
嘉峪检测网 2021-07-08 16:47
快节奏、大批量的生产过程中,经常会出现单个或连续的错误,其根源与人、机、料、法、环和管理中的一项或多项有关。在产品实际的生产过程中,因零件相似而错装、因零件又小又多而漏装等现象时有发生,需要防止或尽可能避免错误发生。防错(Poka-yoke)是发明防错设计结构、防错装置,利用过程措施来杜绝或减少错误动作,将人为差错预防性地消灭为零。
防错方法可归纳为:设计防错、工装防错、工序防错、人工防错四个方面,其中设计防错是源头,也是最稳健的手段。产品在进行结构设计的时候,设计工程师经常考虑怎样避免装错、装反。
设计防错,是指在产品设计过程中运用技术或工具以保证总是能够得到符合设计目标的理想结果或产品。同时,产品在制造或装配或使用阶段尽可能少的由于人为问题或机器问题而产生的错误。由于设计人员的失误造成的差错会导致产品缺少应有的功能或参数不合理,这类差错会导致产品的固有缺陷,有时会造成极严重的后果。例如:汽车制动油管的设计差错,造成交通事故;洗衣机的电路绝缘防护设计差错,造成漏电事故……,还有一些设计的失误,虽然不能算作差错,但是也会给产品的制造和使用带来一系列的困难。诸如:难以加工、容易混淆、维修不便等,这些设计失误增加了出现差错的机会,从而增加了产品制造和使用的风险。
1 防错装
在产品的装配过程中,如果存在相似零件时,零件就很有可能会装错位置,因此尽量把相似零件合并,合并相似零件不但可以节省相应的模具、治具和库存等成本,还可以避免零件太过相似而把零件装配到错误的位置。
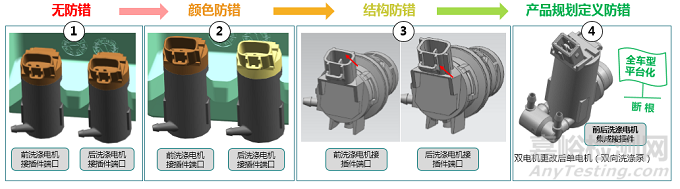
风窗玻璃洗涤器防错改善
如图,风窗玻璃洗涤器,前、后洗涤电机在外观和颜色上很难区分,在同一工位上进行装配,很容易装错,后来方案用颜色用以区分、结构防错,结构防错也会影响装配效率,直到某车型新上市,将前后洗涤电机接插件端口由两个集成为一个,合并后只装一个电机即可,利用断根原理,全车型平台化,安装不良率由10%降为0%,同时装配效率提高了30S。
2 防装反
很多时候,一个外形规整的零件,如方形、圆形零件,当它装到另一个零件上时,会很难从肉眼上一下区分出正确的安装方向,有时会因为两个方向装都能使零件装进去,而导致最终的安装方向错误。下图展示了容易装反的零件中的一个案例及其防错结构。
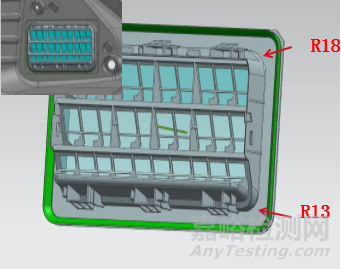
通风口防错改善示意图
该零件为某车型的通风口,由于上下及其相似,在实际装配过程中,经常发生装反,设计工程师在箭头处上下两处圆角设计尺寸不同,反向无法装入钣金孔内,避免了出现反装、错位的情况,安装不良率由10%降低到0,后续的车型均采用此防错,防错效果非常理想。
以上案例,结构工程师在设计自己的零件时基本都能考虑到防错的设计特征越明显越好,非对称的筋、孔、槽、凸台等是常用的防错设计特征。防错的设计特征越明显越好,越夸大越好。
3 防漏装
当设计一个零件的防错结构时,不仅要考虑它本身防错结构的制造可行性、操作可行性、使用可靠性,还需考虑这个零件的下道工序或者下道的下道工序等的防错需求是不是需要在这个零件上体现,以及这个零件在后续运输过程中的防错需求等,也就是说需要考虑到这个零件成型后的任何环节,包括生产与最终用户的使用环节。
有个零件需经历这几步工序:注塑→表面喷胶→覆盖一层织物A→再覆盖一层织物B。由于织物A非常重要,如果覆盖织物A的这道工序忘做了,在覆盖织物B 前没有被识别出来,后果非常严重。所以,最好的方式就是有个措施保证在覆盖织物A这个动作完成后,有个明显的结构特征变化,比如当覆盖织物A这个动作完成了,就在产品上打个洞,或切掉某个特征。然后在下一步动作覆盖织物B的时候,用机械识别的方式去确保覆盖织物A肯定完成了,才开始覆盖织物B的动作。
4 防掉落
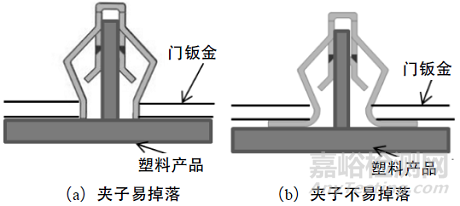
在一塑料产品上安装金属夹子后,需把它固定到门钣金上。并且由于维修的需要,经常拆装这个塑料产品。随着塑料产品多次插拔,金属夹子与塑料会发生脱离,如果金属夹子设计不当,则很容易使金属夹子掉落在门钣金内而难以取出。下图显示了易掉落的金属夹子和不易掉落的结构区别。
如何预防和避免设计差错?质量管理体系标准对设计与开发的质量控制已经给予了清晰的描述,在设计阶段应当使用恰当的质量工具以充分识别市场与顾客的要求,避免差错和失误,提高设计质量,这些工具包括:质量功能展开(QFD)、系统失效模式和后果分析(SFMEA)、实验设计(DOE)、设计失效模式与后果分析(DFMEA)、过程失效模式与后果分析(PFMEA)、可靠性分析(RA)、故障树分析(FTA)等等。最基本的假定是产品设计决定生产过程。这个设计能被执行或改进,以消除生产过程中发生错误的几率。

来源:Internet


