您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2024-07-15 08:04
1、案例背景
本次发生故障的车辆为某合资品牌的某款PHEV车型,该车型正处于PVS(Produktion Versuchs Serie)批量试生产阶段,该阶段是在零批量0S(批量生产前总演习,批产的全面验证)前进行的试验性生产,是批量投产的预演练,以检验原计划的批量投产过程是否符合技术、物流和品质的要求,提前发现问题,并在零批量0S,最迟在批量投产前解决发现的问题。这个阶段的试验车基本上用作开发和品质方面的试验验证,所搭载的零件以批量模具生产出的零件为主。此阶段,线束的模具工装等设备基本上已经就位,但是由于线束系统的复杂性和项目决策的不确定性,线束仍然有一些潜在的更改点,需要持续关注,既要满足决策层对于装备变更的要求,又要尽早发现线束内部的设计缺陷,进行针对性的优化和改进。本文将从PVS阶段发现的一起线束继电器烧蚀的案例出发,进行详细的原因分析和故障排查,希望能对线束开发工程师的工作有一些启发。
2、故障现象
根据现场专业科室的反馈,该车辆经C-NCAP 64 km/hODB碰撞后无明显异常,经过一晚静置,第2天早上发现车辆无法KL15(点火开关转至ON挡)上电,经检查发现发动机舱发动机线束的继电器严重烧蚀,如图1所示。

3、线束状态初步检查
1)首先确认烧蚀最严重的部位,位于图2所示继电器处,继电器附近的导线有少量的烧蚀痕迹,远端的导线无烧蚀现象;

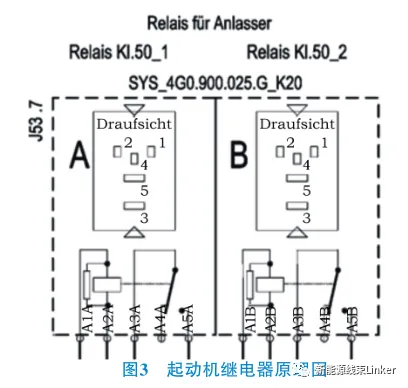
2)这些继电器是发动机线束的下级散件,因此继续检查发动机线束图纸,确认烧蚀中心为起动机的继电器,其原理如图3所示。
3)检查此继电器的上级熔断丝,此熔断丝值为40 A,未发生熔断。
4、故障原因初步分析
按照线束的设计规范,熔断丝是用来保护导线的,此处的导线线径为6 mm 2 ,没有发生明显的烧蚀现象,并且熔断丝也没有熔断,证明其持续的电流并没有达到熔断丝的熔断电流。对此处的熔断丝和线径匹配情况进行核查,根据企业内部标准,40 A的JCase熔断丝在高温情况下(105℃)所匹配的最小线径为6 mm 2 ,初步检查此处符合设计要求。检查此处的继电器选型,根据继电器的零件图纸得知此继电器的负载电流为40 A,再对熔断丝的熔断曲线进行检查,如图4所示。由图4可知,在电流为40 A的情况下,此熔断丝可以长期工作而不发生熔断,而如果电流为50 A时,则会在大约40 s时熔断。
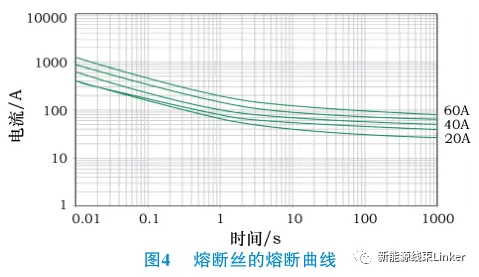
由此得知,此处继电器烧蚀时的电流应该不超过40 A,否则熔断丝会熔断从而断开回路。根据烧蚀最严重的位置处于继电器内部,推测可能是继电器内部有持续或者间断的小电流流通,导致继电器引脚反复吸合从而过热,进而引发整个继电器的烧蚀。继续检查此处的回路设计,原理如图5所示。
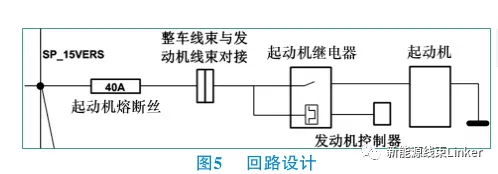
此处起动机的电源来自于KL15,而控制起动机工作的为发动机控制器,根据此处设计状态可以确认,在碰撞完毕,KL15断开的情况下,此回路不应存在有电流的可能
性,从目前图纸设计的角度无法找到可能的原因,因此考虑对线束进行进一步的拆解分析。
5、线束拆解及分析
将整车主线束从碰撞车上拆下后进行拆解分析,并与线束图纸进行对比核查,发现另外一处熔断丝盒内出现了导线连线错误,如图6所示,其中的1号熔断丝的进线端和2
号熔断丝的出线端直接相连了。

2号熔断丝所处的回路为KL15,与发生烧蚀的线路通过线束的压接点进行连接。检查此处1号熔断丝的电源属性,为KL30(蓄电池常电),即与蓄电池正极直接相连。
再次对此处的原理图进行分析,如图7所示。
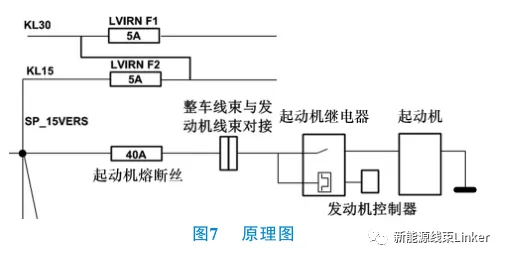
对1号熔断丝的回路进行深入分析,此回路使用的熔丝为5 A,连接到热管理控制器,所以1号熔断丝的回路中应该是存在持续小电流流通的。将其熔断丝上游直接与2号熔断丝的下游相连的话,则电流会在KL15未上电的情况下,通过线束压接点流通到发生烧蚀的起动机回路中。由于2号熔断丝的额定电流和1号熔断丝一致,所以2号熔断丝也未出现熔断的现象。起动机的继电器由发动机控制器给出的信号进行控制,如果ECU在发生碰撞后,控制起动机的引脚出现了高低电平之间的变化,则即使在不上电的情况下,此处的继电器也会由于存在持续电流,从而发生频繁吸合。继电器在进行频繁吸合的情况下,因为引脚处的电阻较大,极易在引脚处引起热量堆积,进而导致过热烧蚀。
6、原因分析及后续措施
此线束出现了一例线束实物与设计不符的情况,再结合之前进行烧蚀线束检查时所发现的,发热源应该来自于继电器内部,我们认为此处的线束烧蚀并非由于通常意义上的持续大电流导致的,而是起动机的继电器因为引脚处度堆积,进而引发整个继电器和附近线束烧蚀的推断是符合实际情况的。因为线束改线或者生产的错误,这样的品质问题,导致起动机的继电器在不上电的情况下,也存在持续电流。在任何情况下,如果ECU的相应引脚出现了低电平,则会导致此处继电器吸合,而由于起动机本身的额定电流较大,因此回路所选用的线径和熔断丝都较大,在有小电流持续流通时,只要不发生短路,电流不超过额定熔断电流,即使继电器发生频繁吸合,也不会引发熔断丝熔断。
因此,此烧蚀故障在以下条件均满足的情况下才会发生:首先线束接线出现错误,导致此回路存在常电;其次ECU控制起动机继电器的引脚出现频繁的高低电平切换。ECU在碰撞发生后的内部控制逻辑还需进一步研究,线束方面后续已要求线束供应商对提供的样线进行200%的电测台检验,同时要求在整车厂的生产线陪伴人员不得对线束进行随意的修改,截止SOP后续的试验车辆未再出现此类问题。
7、总结
1)在遇到线束烧蚀故障时,通常要先对导线线径和熔断丝的选型进行检查,大多数的这类问题是由于熔断丝无法保护导线所导致的。
2)在遇到熔断丝选型正确且未熔断,但是发生线束烧蚀的情况,可以考虑回路中出现了一个较大的电阻,导致此处热量堆积进而引发烧蚀。
3)在进行熔断丝排布设计时,如果条件允许的情况下,尽量将相同电源类型的熔断丝排布在相近的位置,以避免本案例中出现的改线或者线束生产错误引发重的后果。
4)线束开发工程师在线束的预批量生产阶段,应该对线束供应商的生产线和工装设备进行现场检查确认,以保证线束实物的品质。

来源:Internet


