您当前的位置:检测资讯 > 实验管理
嘉峪检测网 2024-10-11 18:55
前言
SOP(Standard Operation Procedure),即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
它就是一本傻瓜手册,傻瓜到就算你没有任何专业知识背景,也能完成分配给你的工作,大家之间的差别只体现在熟练度。
1、SIP和SOP的异同
SOP(Standard Operating Procedure)------标准的操作指导书。这是给操作者使用的作业标准。是作业人员的工作准则,将作业人员的工作予说明与规范,以达到作业的一致性与标准性。注:有些公司称为(意为工作指导);我们所说的 WI Work Instruction SOP不是(即批量生产)之意。
Start of production SIP(Standard inspection Procedure)------标准的检查(验)指导书。这是给QC人员使用的检查标准。
SOP是针对产品的制造过程,是指导你如何做产品,它的编制依据是产品的图纸及工艺要求。而SIP是针对产品的检验过程,是指导你如何检验产品,它的依据是产品标准或规格。.
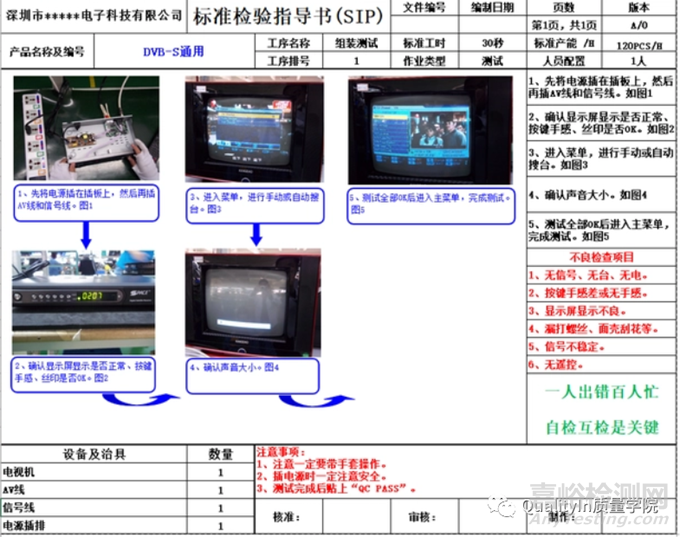
▲ 标准检验指导书(SIP)案例
SOP IE人员制作会体现出作业方法&标准,使用物料,工具&设备,标准工时;
SIP QE人员制作会体现出检验方法,工具&设备,抽样标准,缺陷判断定义。
因此,必须对作业流程、作业方法、作业条件加以规定并贯彻执行,使之标准化。
2、SOP的作用和特征
SOP的精髓,就是将细节进行量化,用更通俗的话来说,SOP就是对某一程序中的关键控制点进行细化和量化。
SOP的作用:
将企业积累下来的技术﹑经验记录在标准文件中,以免因技术人员的流动而使技术流失;
使操作人员经过短期培训,快速掌握较为先进合 理的操作技术;
根据作业标准,易于追查不良品产生的原因;
树立良好的生产形象,取得客户信赖与满意;
实现生产管理规范化、生产流程条理化、标准化、形象化、简单化;
是企业最基本﹑最有效的管理工具和技术资料。
SOP的特征:
1、SOP是一种程序
SOP是对一个过程的描述,不是一个结果的描述。同时,SOP不是制度,也不是表单,是流程下面某个程序中关控制点如何来规范的程序。
2、SOP是一种作业程序
SOP是一种操作层面的程序,是具体可操作的,不是理念层次上的东西。如果结合ISO9000体系的标准,SOP是属于三阶文件,即作业性文件。
所谓标准,有最优化的概念,即不是随便写出来的操作程序都可以称做SOP,而一定是经过不断实践总结出来的,在当前条件下可以实现的最优化的操作程序设计。
说得更通俗一些,所谓的标准,就是尽可能地将相关操作步骤进行细化、量化和优化,细化、量化和优化的度就是在正常条件下大家都能理解又不会产生歧义。
3、SOP不是单个的,是一个体系
虽然我们可以单独地定义每一个SOP,但真正从企业管理来看,SOP不可能只是单个的,必然是一个整体和体系,也是企业不可或缺的,而且这个标准作业程序一定是要做到细化和量化。
大家都熟悉的麦当劳,它有许多分店,但是口味却是一样的美味?他们的工作标准有560页!我想这也许是他们的秘密吧。
KFC的新奥尔良烤翅肯定好吃吧?他们规定炸好之后要放在滤油网上,不能多于七秒,因为这样太干燥了,不能少于三秒,否则就会太油了。
3、SOP的六要素
了解了SOP的六要素是什么,才能更好地制定SOP。
1、物料名称和数量
生产之前,必须确认本工作岗位所需材料与准备的材料是否一致,数量是否正确,材料是否经过IQC检验。只有在所有确认无误之后才能开始进行上线生产。在制造过程中,决不接受劣质产品,决不制造劣质产品,决不传播劣质产品。
2、工装夹具
每天进行作业之前对夹具进行校验检查,确保工装夹具能够正常使用。
3、设备名称和参数
设备操作人员必须经过系统的培训,在培训合格以后才能上机进行操作。在设备开启之前,需要仔细阅读设备说明书和设备参数的设定值,然后严格按照说明书的要求步骤操作机器,确定设定的参数值与所需参数值是相同的。
4、操作步骤
SOP的运作步骤是其内容里的关键内容,必须简练、明了,让人一目了然,一看就知道应该如何操作。SOP所需达到的效果是一名新员工根据SOP的步骤,一来就能独自一人,在没有老员工带领的情况下进行操作,而且实用机器生产出来的产品质量符合要求,这同时也是SOP最想追求的最高境界。
5、人员配置
SOP中的每个工作岗位的人员都必须确定,以避免团队领导每天上班时还要耗费大量的时间来分配人员。同时,员工也清楚的知道每天上线前要做什么准备工作,还能让他们更熟练地在这个岗位工作。确定工作岗位人员的配置,不仅可以节省时间,还可以保证质量。
6、安全因素
任何操作都可能导致产品出现质量问题,因此我们再制定SOP的时候,必须包括操作所需注意的事项、检查各项目环节和SOP中标注的一些人员安全说明。
4、SOP的制作要领
如何制作SOP(standard operation procedure/标准作业指导书),SOP是最基本的也是最重要的职责,一份完整而且最新最标准的SOP不但可以规范生产流程而且影响整个公司的运作。
很多资深的管理者这样概括一个公司:“一个公司有两本手册就可以了,一本是红本子(质量手册),一本是蓝本子(SOP),”可见SOP的延伸范围及重要性。
1)制作前准备
A. 研读客户或RD提供的数据,将所有的条件及规格汇总,整成一份“作业注意事项”.
B. 针对样品进行结构分析,将各工程段(SMT、AI、加工、插件、修补、组立)区分,并核对BOM分阶是否正确。
C. 确立零件及组件的加工方式与规格;安规零件的区分。
D. 制定生产的流程,及工作站的安排并编写流程图。
E. 确认工站的安排是否合理,是否有达到平衡工时,是否有重复确认及防止不良流出的功能。
2)制作SOP
关于SOP的制作原则以清晰、易懂、明确为原则,使作业者可轻易研读并明了作业的内容、顺序、基准。产线的SOP区分为加工、插件、修补、组立等四个工程段。SOP的内容:
A. 机种名称:以公司规定的机种名称为主,如:S3359;若有客户的机种名称也需一并放入,如:MS-320。(重点) 不可以系列机种方式标示机种名称,每一个机种皆须有其单独的SOP,不可共享。公司规定的机种名称与客户的机种名称须用颜色区别。
B. 作业名称:标明此工作站的作业名称。如:点胶,锡面检视„。⑶. 作业段别:标明此作业位于那一工程段。如:转子段、定子段、组装段...。
C. 站别:标示此工作站位于工程段中第几站,以利排线。
D. 作业内容:标示此工作站的工作项目及顺序. (重点)
标明对前一工作站的作业确认(优先作业)。
作业顺序的排定。
对与安规零件须标明。
E. 注意事项:标明每项工作项目的内容与要求。(重点)
关于注意事项的顺序编号须与作业内容对应。
说明相对作业其客户或设计的要求,若无要求以PH一般标准。
关于方向的标示,需使用相对位置(如“+极朝C10”),不可使用方位指示(如“上”、”、“前”、“后”),以防止有认定上的不同。
若有延伸机种,有使用类似零件,需标明其差异。
F. 图示:以绘图或照相的方式说明工作内容与注意事项。(重点)
用颜色框区别检查确认该站的作业及安规零件。
标明作业顺序。
图标上的图面方向,对象需与实际作业一致。
对于组立的工作(如:散热片的加工、„..。)尽可能使用爆炸图的方式或使用连续性的图片说明。
对于有关基准的标示,须明确清楚。
G. 使用工具:标明此工作站所需使用到的工具,治具,仪器与工具的设定条件。(重点)
工具的设定条件需确认有无客户或设计的要求,若无则以PH一般标准设定。
需标明使用的耗材,如锡丝、漆笔。
H. 使用之零件:此工程站所需使用到的零件,须标明零件料号、规格、工程位置、用量。(重点)
零件的排列需与作业顺序相同。
若有代用料也需一并放入,但须于料号前加上”S”以区别。
I. 变更记事: 记录此项作业变更的事项与原因 (重点)
需注明变更的日期及变更的人名。
若有ECN,须标明ECN编号。
对于变更的起因须标明(如:作业改善、设计变更、客户要求、安规要求)。
关于变更事项于各字段须以记号标示,以方便对照。
J. 版本: 用以管控此项工作的指导书. (重点)
关于版本编码的规定,用大写的英文字标示,如:“A”、“B”„.。
若26个字母用完,则改使用两个英文字,如:“AA”、“AB”„.。
K. 判定: 注明作业的标准. (重点)
关于判定标示的顺序编号须与作业内容对应。
判定的规范以客户的规定为优先;其次为设计的要求;再来为PH作业的规范。
关于OK与NG的界定须明确。
J. 标准工时: 标明该工作站作业的标准时间。(重点)
须标明该站”标准工时”与”平衡工时”。
5、如何评估SOP是否有效?
这里有作业指导书必备的四个评估重点,只有满足了这四个要求,才能称得上是好的作业指导书。
评估重点一:作业人员信任你的作业指导书
作业指导书值得信任是核心。当作业指导书是作业人员作业时唯一被遵循的指导时,这种信任才有可能建立。
然而,现实中经常发生的是,某工程师,经理来到现场,口头对作业人员的操作提出变更要求,这些要求并没有反映到作业指导书上。这些工程师、经理甚至把这种行为看作是自己的能力。
这样下去,作业人员自然不会对作业指导书产生信任。
无论是谁,都应该以书面的方式传递现场作业的要求,否则就会毁掉员工的信任。
评估重点二:作业人员能快速理解作业指导书
一份好的作业指导书,应该能让作业人员很快理解。应该尽可能用图片来提供作业指导,仅辅助以很少的必要的文字。
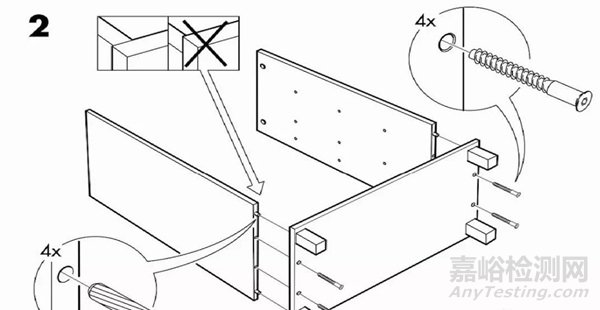
▲一个文字也没有的IKEA组装作业指导书
当一份作业指导书包含太多与“作业”无关的内容时,其可理解性将大大降低。一份作业指导书应该尽可能只有一页,作业人员如果需要在多页/多屏之间切换时,作业指导书的可用性也将大受影响。
还有,如果用一些专业术语,或只有自己才看得懂的简写来写作业指导书,那么这种作业指导书在还没发行前就已经失败了。
评估重点三:作业指导书应该随时可以被作业人员拿到
作业指导书是不是要时刻挂在作业人员的眼前呢?我的看法是,如果能做到时刻挂在眼前自然是最好。
即使做不到时刻挂在眼前,那么当作业人员需要参考作业指导书时,他应该能很快地拿到它,这里的“很快”指的是在几秒钟的时间内。为什么有这样的要求呢?因为,如果他不能在几秒内拿到作业指导书,那么他就可能会自己猜测,去问同伴,问组长,而那些人给他的答案也许是不正确的。
更重要的是,如果作业人员去问人而不是看作业指导书,那么将对要素一产生负面影响。
评估重点四:作业指导书要与员工的培训保持一致
我们都会为作业人员提供培训,这些培训的教材可能不是写作业指导书的人编写的。如果培训教材的要求、用词与作业指导书不保持一致,那么将困扰被培训人员。
员工的技能培训与作业指导应该是一个体系的,保持两者的一致性是最基本的要求。
结语:
如果缺少以作业人员为关注中心的作业指导书,作业人员将不得不使用猜测、听说、试错等方式来工作,这种工作方式必然导致偏差,而我们知道,偏差是一切质量问题出现的根源。
现场的质量管理任重道远,制定一份好的作业指导书是重要的第一步。

来源:Internet


