您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2016-01-25 11:48
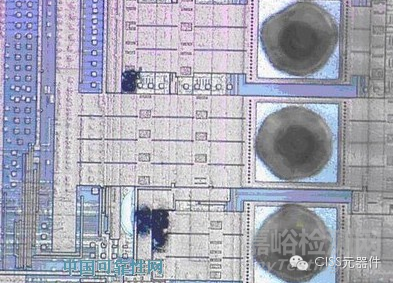
案例1:大电流导致器件金属融化
某产品在用户现场频频出现损坏,经过对返修单板进行分析,发现大部分返修单板均是某接口器件失效,对器件进行解剖后,在金相显微镜下观察,发现器件是由于EOS导致内部铝线融化,导致器件失效,该EOS能量较大。进一步分析和该铝条相连的管脚电路应用,发现电路设计应用不当,没有采用保护电路,在用户现场带电插拔产生的电浪涌导致该器件失效。通过模拟试验再现了失效现象。
解决方法:在用户手册中强调该产品不支持带电插拔。
预防措施:在今后的设计中,考虑用户的使用习惯,增加防护电路设计,对产品进行热插拔设计。
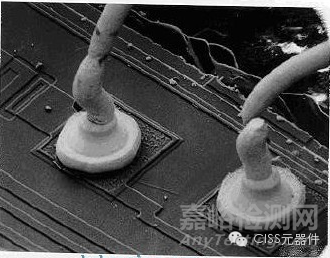
案例2:金丝疲劳断裂
某产品在用户现场使用半年以后,返修率惊人,达到30%,对产品进行分析,对主要失效器件进行失效分析,在扫描电镜下发现金属丝疲劳断裂导致器件失效。进一步的原因分析,发现是该产品的生产加工控制出现了问题,对潮湿敏感器件的管理没有按照J-STD-033A 标准进行,导致受潮器件没有按照规定时间进行高温烘烤,在过回流焊时出现“爆米花”效应,对器件造成了损伤,降低了可靠性,导致在用户现场器件失效。
解决措施:对用户现场的所有有问题的批次产品进行召回。
预防措施:在生产加工过程中严格进行MSD的管理和控制。
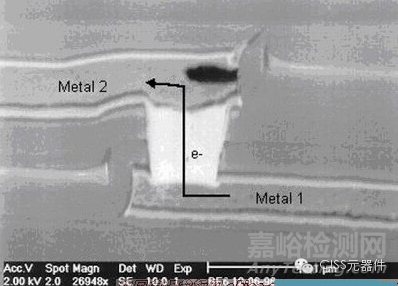
案例3:电迁移导致器件长期可靠性下降
某产品在用户现场使用3年以后,返修率开始出现明显异常,进行失效分析发现,主要是某功率器件内部电迁移引起。该问题属于器件厂家的设计和制造缺陷。
解决措施:和厂家联系,确定有问题的批次,更换有问题批次的器件。
预防措施:对器件可靠性认证体系重新进行设计,减少厂家批次性问题的发生。
要想设计质量可靠性达到要求的产品,主要有以下几个步骤:
1. 明确产品的质量可靠性要求,如最终客户,客户需求,使用环境,产品返修率指标等,由此确定产品的质量可靠性要求,作为产品规格明确下来。
2. 在明确质量可靠性规格以后进行产品总体设计,这时最重要的是选择和使用质量可靠性符合产品规格要求的器件,比如产品的使用环境比较恶劣,如使用在高海拔、强辐射地区,则需要对应的选择合适的器件。如果在应用环境中,选用的器件本身的质量可靠性无法满足要求,那么这个设计从一开始就注定是失败的。
3. 在选好器件后,就要考虑在设计应用中避免各种可能的应力对器件的损伤,如ESD防护设计、电浪涌防护设计、热设计、环境应力设计等,考虑到各种可能应力,并进行降额设计或者进行最坏情况分析。另外,还要进行信号完整性分析,EMC兼容设计等,来保证设计的产品的功能可靠性。在这一阶段,FMEA(失效模式影响分析)也是必不可少的步骤。
4. 在设计阶段还要考虑产品的可加工性,如生产线的ESD、MSD控制水平是多少,如果生产线最多只能保证100V的ESD水平,那么ESD等级低于100V的器件就不要使用。又如现有的加工条件,不能够保证MSL(潮湿敏感等级)为6的器件的加工,那么也不能够选用。开发工程师在设计产品时往往对产品的可加工性考虑不周,导致产品的生产直通率较低。
来源:CISS元器件


