您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2019-03-12 15:13
通常在齿轮磨齿的过程中,可能会出现齿面烧伤的问题,我们称之为磨削烧伤,这会严重影响齿轮的寿命和质量。磨削烧伤的原因主要是在磨削过程中不可避免会产生大量的磨削热,一部分被冷却液带走,另一部分被传导入加工齿轮的浅表层内,并快速使齿轮的表层温度升高。在磨削热大量产生时会在齿面浅层形成回火层,在磨削特别异常时,甚至可达到相变乃至熔化温度,经冷却液激冷形成二次淬火层,因此便形成了磨削烧伤。齿轮表面发生磨削烧伤如果得不到准确的检测和及时的处理,会使产品性能和寿命大幅度下降,造成重大的经济损失。
目前,齿轮磨削烧伤的检测方法有6种,观色法、酸蚀法、表层显微硬度试验法、残余应力测定法、金相检测法和磁弹法。为确保检测结果的准确性和可靠性,通常采用两种或两种以上的方法配合使用。其中,酸蚀法是比较传统的的检测方法,应用也较为广泛。
所谓酸蚀法就是利用钢材不同的显微组织对酸蚀有不同的敏感性,从而可从酸蚀后呈现的颜色来确定磨削烧伤的级别。酸蚀法的检验程序流程如图1所示:
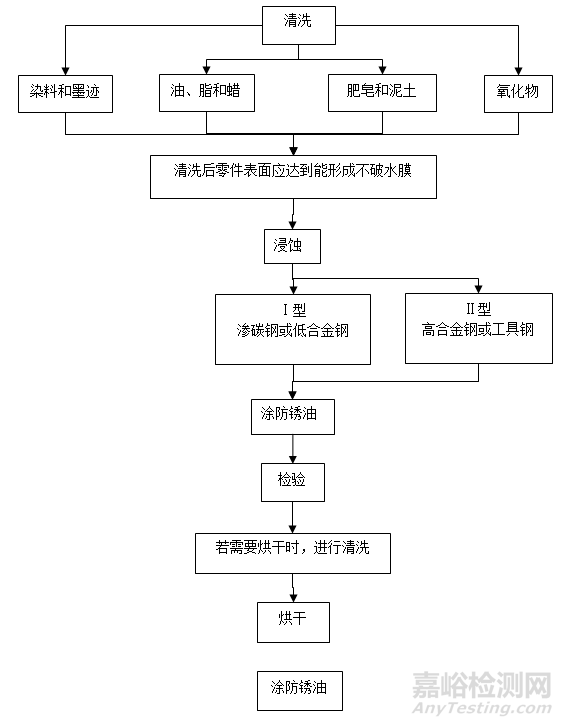
图1检验程序流程图
零件经过酸蚀流程后需要对其进行评级,根据国家标准,即按表1的表面回火分级标准进行判定:
表1 表面回火分类
F:功能面,包括齿面、磨削齿根、轴颈以及其他指定表面。
N:非功能面,包括所有其他磨削表面。
分类
级别
注**分类表述法如下:
FA/NB2:任何功能面上都不允许回火,但在最差的单个非功能面(如轴肩)上允许有不超过25%面积的轻度回火。
FB1/ND2:对最差的单个功能面上允许有不超过10%面积的轻度回火,对最差的单个非功能表面上允许有不超过25%面积的重度回火。
FB2:对最差的单个功能面上允许有不超过25%面积的轻度回火,对非功能面上的回火面积不限制。
FB3/FD2/ND3:对最差的单个功能面(如单个齿面)上的轻度回火面积不限制,允许有不超过25%面积的重度回火,对非功能面允许有无面积限制的重度回火。
1)在单个表面(如一个齿面)上测量。
分级代号
程度
目视外观(回火区域)
A
无回火
均匀灰色
B
轻度回火
较窄的浅色显示
D
重度回火
较宽的深色显示
E
再硬化(严重过热)
白色区域周围有黑色面
后缀代号
回火表面积的最大百分比
1
10%
2
25%
3
无限制

图2 太阳轮在磨齿后出现烧伤
如图2可以明显看出此太阳轮齿面在酸洗后齿根处有黑色条带,判定为磨削烧伤。这种方法从表面反应对磨齿烧伤进行判定,是最简单最便捷的检验方法,也是在生产实践中常用的方法之一。

来源:安维士


