您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2018-08-29 16:43
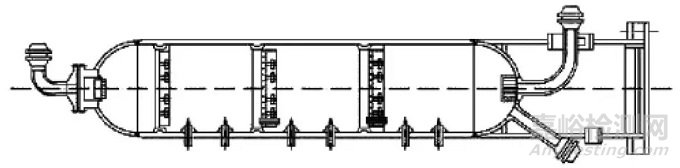
主焊缝的无损检测
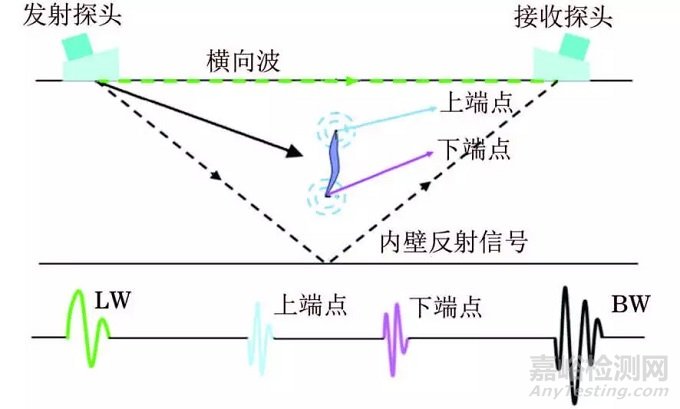
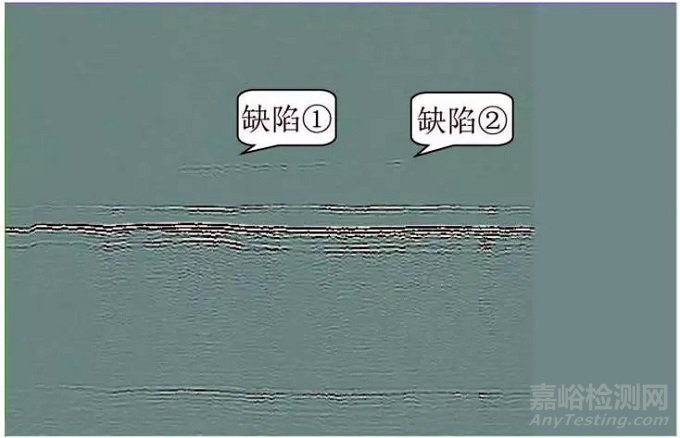
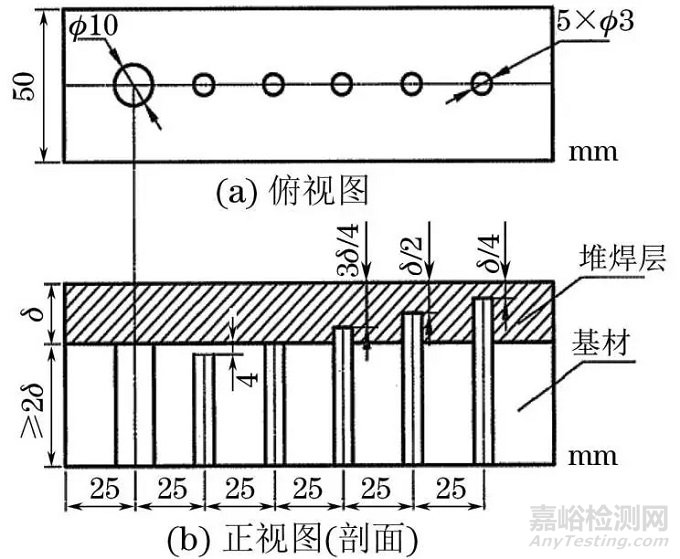
主焊缝内壁堆焊层
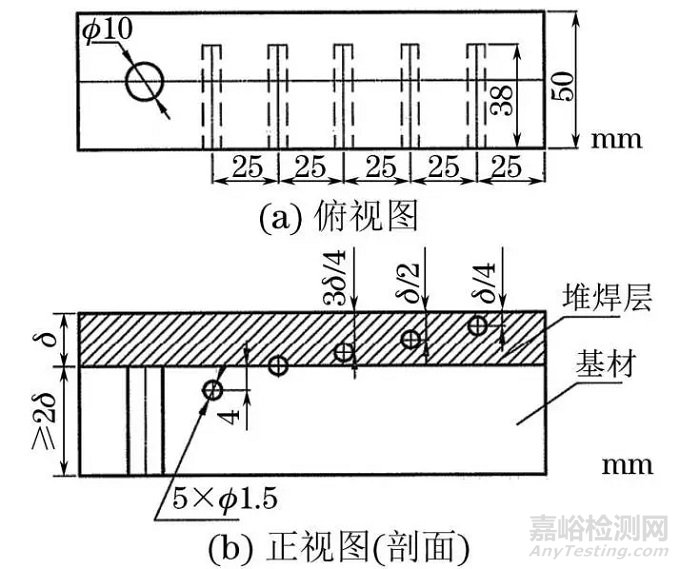
的无损检测
法兰密封槽堆焊层
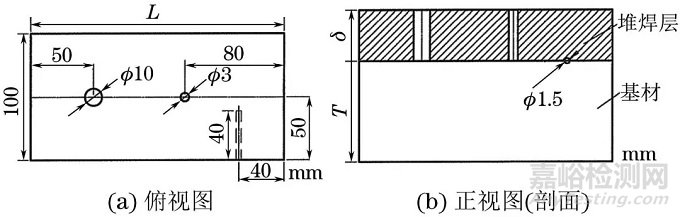
的无损检测
外部构件与筒体焊接处的无损检测
结论
合理选择无损检测方法对加氢反应器的安全运行极其重要。
在用厚壁加氢反应器主焊缝以脉冲反射式超声检测或超声TOFD检测方法为主,其表面质量检测采用磁粉检测方法;内壁堆焊层检测主要采用脉冲反射式超声检测及渗透检测方法,应针对缺陷产生的部位及特点,合理正确地选择超声探头及试块;法兰密封槽堆焊层的无损检测,宏观检查和渗透检测是有效的检测手段。
随着新的无损检测技术的发展,声发射检测、磁记忆检测及相控阵检测等新技术都已开始在加氢反应器的检测中得到应用。

来源:无损检测NDT