您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2019-10-10 23:48
球囊扩张导管首先应满足对无菌医疗器械的监管要求,在产品技术上主要遵循YY0285《血管内导管一次性使用无菌导管》第1部分“通用要求”和第4部分“球囊扩张导管”的相关规定。
生产管理包括对生产过程、生产环境、质量检验、人员、物料等的管理。我们现以生产过程和物料管理为例,分析此类产品在这两个环节中的风险点。
生产过程
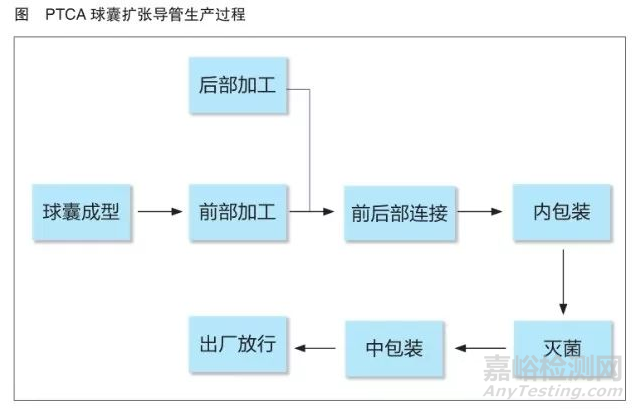
目前,PTCA球囊扩张导管的生产过程包括球囊成型、前部加工、后部加工、前后部连接、包装、灭菌等环节(见图)。生产过程控制决定了产品的质量水平,而对关键和特殊工序的控制尤为重要。
关键工序是指对产品质量起决定性作用的工序,如,通过加工形成产品关键、重要特性的工序,及加工难度大、质量不稳定的工序等。特殊过程是指,不易或不能经济地通过后续监视和测量来验证产品是否合格的过程。
根据以上界定,灭菌环节既是关键工序又是特殊过程。PTCA球囊扩张导管一般采用环氧乙烷(EO)灭菌,影响灭菌效果的因素主要包括温度、湿度、压力、EO浓度、灭菌时间。
温度
灭菌温度的设定取决于产品本身的材料组件、物化性能、产品堆放状态、包装特性等。灭菌温度既要在EO的沸点之上,又不能超过产品本身的耐受温度,以免影响产品理化性能。一般情况下,灭菌温度的常规范围在37℃至63℃之间,常用温度为50℃±5℃。但是,当温度升高至足以使药物发挥最大作用时,若温度继续升高,杀菌作用也不再增强。
湿度
灭菌过程中需要给予一定的湿度来膨润菌体,以使亲水性较好的EO透过细胞壁或芽孢壁,达到较好的灭菌效果。用EO进行灭菌时,若湿度低于30%,则不能达到灭菌要求,即使延长灭菌时间也不奏效。通常要求在抽真空后、加药前,灭菌器内的湿度应被控制在30%RH~80%RH之间。
压力
压力对灭菌效果的影响主要通过影响真空度来体现。真空度大小决定了残留空气的多少,而残留空气的多少直接关系到EO气体、热量、湿气能否到达被灭菌物品内部。因此,灭菌过程中(尤其是加湿前)的真空度对灭菌效果影响巨大。对真空度的设定应主要考虑产品及其包装的耐受范围,以不影响产品包装的完整性为前提。
EO浓度
一般条件下,灭菌过程中常用的EO浓度范围为300mg/L~1000mg/L。若浓度过高,可能会造成EO残留量过多;浓度过低,则灭菌速度降低,灭菌效果受影响。
灭菌时间
确定灭菌时间,首先应采用半周期法进行微生物性能验证,具体过程是:在除时间以外的所有其他过程参数不变的情况下,确定无存活菌的EO最短的有效作用时间(半周期)。相关文件规定,灭菌过程中的EO作用时间应至少为半周期的两倍。
企业对经过确认的参数,应形成标准作业指导书和灭菌参数,确保产品灭菌过程按标准化方式进行,同时还应保留相应过程记录,确保产品可追溯。
当产品发生关键设备变更或显著质量变化时,需开展再确认工作,即使类似变化未发生,企业也需通过数据回顾等方式,定期进行再确认(如年度性再确认)。
物料管理
原材料作为PTCA球囊扩张导管的组件组成部分,其本身质量对半成品及最终产品性能影响很大。不同种类物料对产品性能的影响程度不同,相同物料的不同性能(如物理性能、化学性能、微生物性能等)也会对产品性能产生不同程度的影响。对物料的管理主要包括以下几方面。
供方管理
建立供应商质量管理流程及原材料质量标准,开展对供方和物料材料的评价工作,确保有资质且生产质量稳定的供应商才可被纳入合格供应商名单,防止因供方供货能力不足导致物料异常而对产品质量造成影响。
原材料质量检验
企业应配备测试设备,建立测试方法并配备测试人员,并建立原材料进货作业指导书,对材料质量进行检验,以便在产品进入生产工序前识别出可能存在的异常,将风险控制在前端。
一些被用作原材料的高分子材料可能在存储过程中出现质量损失或失效,对此,需开展原材料有效期验证,以确定原材料的可使用时间。对一些可能受存储环境(如温度、湿度、光照等)影响的物料,企业需结合对存储环境的研究,确定最佳存储环境要求,防止因不恰当存储导致的物料质量下降或失效。
对球囊扩张导管类产品而言,灭菌工序和原材料控制是生产过程中的关键风险点。当灭菌工序的相关参数或原材料控制发生较大变化时,企业应如实上报数据,以便监管部门根据实际数据情况作出判断,制定相应防控措施。

来源:中国医药报


