您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-08-06 21:24
汽车产业的迅猛发展加速了汽车制造技术的不断创新、发展和应用。汽车车身作为汽车其他零部件的载体,其制造技术和制造水平直接决定了汽车整体的制造质量。在汽车车身制造过程中,焊接是重要生产工序。目前用于汽车车身焊接的焊接技术手段主要包括电阻点焊 、MIG 和 MAG 焊接以及激光焊接。其中,激光焊接从 20 世纪 80 年代开始应用于汽车车身焊接,之后随着汽车行业对汽车生产效率和生产质量要求的提升和激光技术的不断发展,激光焊接技术逐渐成为汽车车身焊接的核心技术。
激光焊接技术作为光机电一体化的先进焊接技术,与传统的汽车车身焊接技术相比具有能量密度高、焊接速度快、焊接应力及变形小、柔性好等优势。汽车车身结构复杂,车身部件以薄壁、曲面构件为主,汽车车身焊接过程面临车身材料变化、车身部件厚度不一、焊接轨迹及接头形式多样化等焊接难点,同时对焊接质量和焊接效率有很高的要求。通过探索合适的焊接工艺参数,激光焊接能保证汽车车身关键部件焊接的高疲劳强度和冲击韧性,从而保证车身焊接质量和使用寿命,满足汽车对安全性能需求的日益提升;激光焊接技术能适应不同接头形式、不同厚度以及不同材料类型的汽车车身部件焊接,满足汽车车身制造过程的柔性化需求。因此,激光焊接技术是实现汽车产业高质量发展的重要技术手段。
本文首先介绍了激光焊接在汽车车身焊接中的应用,然后主要从汽车车身激光焊接工艺、汽车车身激光焊接智能化技术两个方面介绍汽车车身激光焊接技术的主要研究现状,最后对汽车车身激光焊接技术的发展趋势提出分析。
一. 汽车车身激光焊接工艺
汽车车身主要由两大部分组成,分别是车身框架和车身蒙皮。其中,车身框架主要包括上边梁、下边梁、纵梁、横梁、立柱等部件;车身蒙皮主要包括顶盖、侧围、隔板、翼子板、前后车门盖等部件。通过将车身框架部件和车身蒙皮部件焊接在一起,形成完整的汽车车身。当前主流汽车制造过程中,其车身材料仍主要使用金属材料,主要包括钢、铝合金、镁合金等,此外复合材料有少量的应用。汽车车身各部件常用金属材料如表 1 所示。

表 1 汽车车身常用金属材料
Table 1 Commonly used metal materials for automotive body
汽车车身焊接过程中针对不同车身材料和不同接头形式使用不同的激光焊接工艺。目前应用在汽车车身焊接领域的主要激光焊接工艺包括激光深熔焊、激光填丝焊、激光钎焊以及激光电弧复合焊接。几种不同的汽车车身激光焊接工艺特点如表 2 所示。
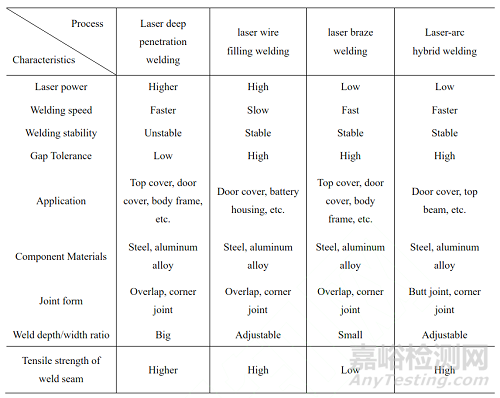
表 2 汽车车身常用激光焊接工艺
Table 2 Commonly used laser welding processes for automotive body
1汽车车身激光深熔焊工艺
激光深熔焊是指激光功率密度达到一定水平时,使材料表面发生汽化而形成匙孔,孔内金属蒸汽压力与四周液体的静压力和表面张力达到动态平衡,激光可通过匙孔照射到孔底,随着激光束的运动形成连续的焊缝。激光深熔焊焊接过程中不需要添加辅助焊剂或填料,完全利用工件自身材料焊接为一体。激光深熔焊工艺的示意图如图 1 所示。激光深熔焊得到的焊缝一般光滑平直,变形量小,有利于提升汽车车身的制造精度;焊缝的抗拉强度较高,保证了汽车车身焊接质量;焊接速度快,有利于提高焊接生产效率。在汽车车身焊接中,激光深熔焊工艺可以满足车身组焊和拼焊的焊接需求。在车身组焊中主要用于车身顶盖、侧围、车门等区域的焊接,采用该工艺的相关企业包括福特、通用、沃尔沃等;在车身拼焊中主要用于不同强度、不同厚度、不同涂层的钢板焊接。在汽车车身焊接过程中使用激光深熔焊工艺可以大幅减少零件、模具及焊接工装数量,从而降低车身自重和生产成本。然而,激光深熔焊工艺对待焊部件的装配间隙容忍度较差,需要将装配间隙控制在 0.05~2mm 之间,若装配间隙过大,则会产生气孔等焊接缺陷。

图 1 激光深熔焊工艺示意图
Fig. 1 Schematic diagram of laser deep penetration welding
在汽车车身焊接中,同种材料焊接的需求量大,以车用高强钢和铝合金为代表的同种金属汽车车身激光深熔焊工艺得到广泛研究。王顺利等对汽车高强钢进行激光深熔焊工艺探索。研究结果表明,当激光功率在 2~2.5kW 时,焊缝形貌良好,且焊缝深宽比较大。李志伟通过改变激光功率和焊接速度对 DP780 车用镀锌高强钢进行焊接实验。结果表明,在零间隙条件下,焊接质量随激光功率增加而提高,随焊接速度增加而降低。黄坚等发现在保证焊缝适度熔透的基础上,最小临界速度和最大临界速度随激光功率的增加而线性增加,随钢板厚度的降低而增大。董丹阳等分析了脉冲 Nd:YAG 激光器的焊接速度对 1.4mm 厚DP780 车用高强钢焊接质量的影响,结果表明其他参数不变的情况下,焊接速度为400mm/min 时焊缝表面光滑,内部无气孔缺陷,但是在不同焊接速度下焊缝均存在熔合区硬化和热影响区软化现象。可见,通过调节激光功率和焊接速度,影响焊缝熔深、熔宽等焊缝形貌。Mei 等结合汽车车身激光焊接镀锌钢构件的特点,对比了不同激光入射角对焊接质量的影响,研究认为当镀锌钢板厚较小、焊缝宽度较窄时,可适当增大激光入射角;当装配间隙较小时,激光束的入射角不应过大。Franz 等使用不同直径的激光光斑对车用镀锌钢进行焊接实验的对比,研究发现较小的光斑直径有利于减少焊接过程的飞溅和焊缝中的气孔缺陷。在保证焊缝表面成形质量良好的基础上,减少焊缝内部气孔、裂纹的缺陷能显著提升焊缝力学性能和焊接构件的使用寿命。周丽等分析了某白车身镀锌钢板激光深熔焊的焊缝气孔缺陷,在调整工艺参数的基础上,优化了激光焊接机器人的运动速度和轨迹。结果表明,焊缝在起始和结束端的烧穿问题得到改善,焊缝内部气孔缺陷显著减少。Chen 等使用双激光束工艺对 1mm 厚车用铝合金 AA6014 进行焊接,通过与单激光束焊接效果对比,证明双光束焊接有利于减少焊缝裂纹,提高焊缝抗拉强度,提高焊接质量和生产效率。
随着汽车轻量化进程的不断推进,对车身异种金属焊接需求逐渐提高,近年来针对汽车车身铝合金-钢激光深熔焊接工艺研究取得一定进展。由于铝合金和钢的物性参数相差较大,Al 元素和 Fe 元素相互反应易生成脆性相,因此对铝合金和钢进行搭接焊时,需考虑对Al-Fe 金属间化合物(IMC)进行调控。Yuce 等探究了不同热输入大小条件下,金属间化合物厚度、焊缝硬度、焊缝抗拉强度等变量的变化趋势。该研究表明,在实现有效焊接的基础上,减小热输入的值可以获得力学性能良好的焊缝。从图 2 中可以看出,当热输入值为28.5J/mm时,抗拉强度可以达到 108.7N/mm。然而,当不填充过渡金属时,铝合金-钢的激光深熔焊的焊缝强度难以满足使用需求。相关研究表明,在铝合金和钢之间添加过渡层能显著改善焊缝成形,提升焊缝的力学性能。在铝合金和钢之间添加合适的过渡金属有以下优势:(1)减少 Al 元素和 Fe 元素的混合,改变 IMC 的微观结构;(2)添加的金属元素可以与 Al 元素或 Fe 元素反应生成非脆性化合物;(3)当添加的金属元素熔点在铁和铝之间时,能使熔池中温度分布更加均匀。

图 2 不同热输入水平下焊缝抗拉强度
Fig. 2 Overall tensile strength depending on the heat input
当前研究表明,在汽车车身同种材料焊接中,通过优化激光深熔焊的工艺参数可以获得表面成形良好、内部缺陷较少、力学性能优良的焊缝,可以满足汽车车身焊接构件的使用需求。然而,汽车车身焊接中以铝合金-钢为代表的的异种金属激光深熔焊工艺还不成熟,虽然通过添加过渡层的方法获得了性能优异的焊缝,但是不同过渡层材料对IMC层的演变影响机制,以及对焊缝微观组织的作用机理尚不明确,需要进一步深入研究。
2汽车车身激光填丝焊工艺
激光填丝焊接是在焊缝中预先填入特定焊丝或在激光焊接过程中同步送入焊丝来形成焊接接头的工艺方法。相当于在激光深熔焊的同时向焊缝熔池中输入近似同质的焊丝材料。激光填丝焊工艺的示意图如图 3 所示。相比激光深熔焊,激光填丝焊应用于汽车车身焊接有两个方面的优势,一是可大幅提升待焊汽车车身部件之间装配间隙的容忍度,解决激光深熔焊对坡口缝隙要求过高的问题;二是可以通过使用不同成分含量的焊丝改善焊缝区域的组织分布,进而调控焊缝性能。在汽车车身制造过程中,激光填丝焊工艺主要应用在车身铝合金和钢材部件的焊接,如奔驰 C 级车后立柱焊接、奔驰及江淮的商务车顶盖和侧围的焊接、大众某车型的车门盖焊接等。特别是汽车车身铝合金部件焊接过程中,其熔池表面张力较小,易导致熔池下塌,而激光填丝焊工艺在激光焊接过程中通过焊丝的熔化可以较大程度上解决熔池塌陷问题。

图 3 激光填丝焊工艺示意图
Fig. 3 Schematic diagram of laser filler welding process
汽车车身中使用激光填丝焊工艺能显著提升焊接过程中对不同对接间隙的容忍度。张屹等探究了1.2mm 厚的车用高强钢 DP800 在不同对接间隙下的激光填丝焊焊接效果。实验结果表明,当对接间隙小于母材厚度 83%时,焊缝拉伸强度高于母材,从而证明激光填丝焊能降低对待焊部件的装配间隙要求。汽车车身激光填丝焊工艺中,送丝速度与激光焊接工艺参数的匹配程度决定了焊接质量。徐景波研究了1.5mm厚的车用7075高强铝合金的激光填丝焊接工艺。研究表明,当送丝速度加快时,接头裂纹数量减少,但过快的送丝速度不利于表面成形。薄春雨对汽车车身前纵梁区域的激光填丝焊接中出现的各类缺陷提出相应的优化方案:针对飞溅问题需优化激光光斑尺寸;针对焊缝背部凹陷问题需优化激光功率、光丝间距及控制板材间隙;针对气孔缺陷应设计上下板材最佳间隙。张林阳等提出了顶盖、侧围等汽车车身铝合金覆盖件激光填丝焊接的质量控制方法,如:针对焊缝表面不平滑缺陷,可通过改善功率、送丝以及焊接速度之间的匹配性获得平整焊缝;针对气孔缺陷可以通过增大保护气流量的措施保护焊缝熔池;针对表面塌陷可以通过增大光斑直径提升对间隙的容忍度方面进行优化。韩荧等针对轿车座椅骨架开展了激光填丝焊工艺研究。研究发现不同送丝速度下熔滴过渡形式不同,当熔滴为液桥过渡形式时,焊接稳定性较好,减少了咬边和下塌等缺陷。在汽车车身激光填丝焊过程中,虽然通过改变激光功率、焊接速度、离焦量等工艺参数可以改善汽车车身激光填丝焊焊缝成形,但是送丝速度也在很大程度上影响焊接质量。只有当送丝速度与激光功率、焊接速度、离焦量等参数相互配合时,才能得到表面成形质量好、内部缺陷较少的焊缝。
3汽车车身激光填钎焊工艺
激光钎焊利用激光作为热源,激光束经过聚焦后照射到焊丝表面使焊丝熔化,熔化的焊丝滴落并填充到待焊工件之间,钎料与工件之间发生溶解和扩散等冶金效应,从而使工件达到连接的效果。与激光填丝焊接工艺不同,激光钎焊工艺只熔化焊丝而不熔化待焊工件。激光钎焊具有良好的焊接稳定性,但得到的焊缝抗拉强度较低。图4为激光钎焊工艺在汽车行李箱盖焊接中的应用。在汽车车身焊接过程中,激光钎焊工艺主要对接头强度要求不高的车身部位进行焊接,如车身的顶盖和侧围之间的焊接、行李箱盖上下部之间的焊接等,大众、奥迪等中高端车型的顶盖均采用激光钎焊工艺。

图4 激光钎焊在汽车中的应用:(a)后车盖激光焊接;(b)激光钎焊原理图
Fig. 4 Applications of laser brazing in the automotive industry: (a) laser joining of hatchback parts; (b) principle of laser brazing
汽车车身激光钎焊焊缝中主要存在缺陷包括咬边、气孔、焊缝变形等缺陷,通过调控工艺参数和使用多焦点激光钎焊工艺均能明显抑制缺陷产生。冯振坡等对汽车顶盖激光钎焊焊缝缺陷原因进行了分析,指出焊缝质量主要取决于光丝间距、激光功率以及出丝稳定性。李成整等通过正交实验法分析了钎料直径和装配间隙大小对汽车白车身顶盖激光钎焊成形质量的影响,该团队的研究表明钎料直径在 1.15~1.21mm 内,焊缝填充效果良好,焊缝强度最高;控制装配间隙在0.3mm以内可保证焊接质量。Heuberger 等发现焊接速度对车用镀锌钢激光钎焊焊接过程的稳定性影响较大,焊接速度主要影响焊缝表面成形的不稳定性和焊接过程中熔池前沿的运动不均匀性。Mohammadpour 等通过实验和数值模拟方法研究了激光束倾角对车用镀锌钢激光钎焊过程的影响。研究认为,激光束倾角的改变会影响钎料熔滴状态,进而影响熔池流动状态,对焊接过程中飞溅的产生和焊缝成形质量有显著影响。王晓兵等以激光钎焊一次合格率为评价指标,以激光功率、焊接速度、光束倾角为实验参数,对汽车顶盖激光钎焊工艺参数进行优化,得到激光功率 3kW,焊接速度 3.5m/min,光束倾角 10°等最佳工艺参数。近年来三焦点激光钎焊工艺的出现为实现少缺陷焊接提供了新思路,图 5 为三焦点激光钎焊的原理图。李明等对比了单焦点和三焦点激光钎焊对车用镀锌钢板的焊接效果,结果表明,三焦点激光钎焊得到的焊缝成形美观,接头抗拉强度得到明显提升。侯顺华等使用三焦点模块对镀锌钢板进行激光钎焊,焊缝两侧较为平滑,气孔缺陷也得到抑制。以上研究针对镀锌钢板进行三焦点激光钎焊得到的焊缝成形和力学性能良好,原因是可通过调整三个激光焦点的位置实现镀锌层的预处理;调整三焦点的能量分布使焊接过程更加稳定,如图 6 所示。

图5 三焦点激光钎焊原理图
Fig. 5 Schematic setup of thetrifocal brazing process

图6 激光钎焊过程的热成像:(a)单焦点钎焊;(b)三焦点钎焊
Fig. 6 Thermal images of the brazing processes: (a) monofocal brazing; (b) trifocal brazing
汽车车身顶盖和侧围材料逐渐由单一材料向异种材料转变,异种材料的激光钎焊工艺得到广泛关注。以汽车车身常见的铝合金-钢异种金属焊接为例,Xia等认为不同的保护气体对铝合金-钢的激光钎焊质量有显著影响。该团队研究发现在保护气体中加入CO2能显著提升熔融钎料的润湿性,同时使IMC变厚,原因是CO2使激光能量吸收率增加,进而通过影响熔融钎料的能量分布和流动形态,最终提升了焊缝抗拉强度。此外,当钎料中的Si含量不同时,铝合金-钢的激光钎焊质量不同。当钎料成分分别为纯Al,AlSi5和AlSi12 时,用AlSi5钎料焊接产生的焊缝具有最高的拉伸强度,研究过程如图7所示。Si元素的加入降低了 IMC 对界面峰值温度变化的敏感性,抑制了Fe-Al IMC生长,改变了界面反应机制。双光束激光钎焊工艺的引入为汽车车身异种金属焊接提供了新方法。Yuan等对铝合金-钢异种金属进行了双光束激光钎焊实验,研究表明双光束条件下,通过调节激光功率可以显著改变Al和Fe反应界面的润湿性,进而改变IMC 层厚度,最终影响焊缝抗拉强度和断裂形式。

图 7 不同 Si 含量的钎料对激光钎焊焊缝质量的影响
Fig. 7 Effect of different Si content of brazing materials on the quality of laser brazing
汽车车身激光钎焊工艺较为成熟,通过改变光丝间距、激光束倾角、焊接速度等工艺参数能显著较少焊缝内部缺陷;三焦点激光钎焊工艺在焊缝成形、力学性能有一定的提升作用,同时也对送丝稳定性提出了更高的要求,送丝速度不稳定反而会导致气孔等内部缺陷,因此未来还需对三焦点激光钎焊的多光束能量调控机理,结合送丝机制进行深入研究,达到无缺陷的焊接效果。汽车车身异种金属激光钎焊的焊缝成形质量和力学性能主要取决于焊缝中IMC成分分布,未来可基于实验和数值模拟相结合的方法探究不同工艺参数对能量分布的影响机理,建立能量分布和焊缝质量的对应关系。
4汽车车身激光-电弧复合焊工艺
激光-电弧复合焊接是采用激光和电弧两种热源同时作用到待焊工件表面,使工件经过熔化、凝固后形成焊缝的一种复合焊接工艺。激光-电弧复合焊接兼具了激光焊接和电弧焊的优点,一是在双热源的作用下,焊接速度得以提高,使热输入变小,焊缝变形量小,保持了激光焊接的特点,二是具有更好的桥接能力,装配间隙容忍度更大;三是熔池的凝固速度变慢,有利于消除气孔、裂纹等焊接缺陷,有利于改善热影响区组织和性能;四是由于电弧的作用,使其能够焊接高反射率、高导热系数的材料,应用材料的范围更广。图8为激光-电弧复合焊工艺示意图。在汽车车身制造过程中,激光-电弧复合焊接工艺主要应用于车身铝合金构件和铝合金-钢异种金属结合处的焊接,主要是针对装配间隙较大的部件进行焊接,如汽车车门部分位置的焊接,这是因为装配间隙能发挥激光-电弧复合焊接的桥接性能。此外,激光-MIG电弧复合焊接技术还应用在奥迪A8车身的侧顶梁位置。

图 8 激光-电弧复合焊工艺示意图
Fig. 8 Schematic diagram of Laser-arc hybrid welding process
汽车车身激光-电弧复合焊接工艺相比单激光焊接工艺更加复杂,激光、电弧双热源对焊接过程的复合作用效果成为研究热点。张国瑜认为激光与电弧相对位置对焊接质量有显著影响,研究了A6082车用铝合金激光-MIG 复合焊接工艺,研究发现激光引导电弧形式下的焊缝成形美观,而电弧引导激光形式的焊缝不连续,焊缝表面呈黑色,如图9所示。Yang等使用激光-TIG电弧复合焊接工艺对汽车车身常用的镀锌高强钢的搭接接头实现了无间隙焊接,焊接过程采用TIG电弧在前,激光束在后的形式,通过与单激光焊接得到的焊缝相比,其焊接缺陷明显减少,焊缝力学性能得到提升。当激光在前,电弧在后时,激光对电弧有稳弧的作用,使焊接过程相对稳定;当电弧在前,激光在后时,电弧对材料进行预热,可以提升材料对激光的吸收率,从而增加焊缝熔深和熔宽。激光-电弧复合焊接过程伴随熔滴过渡行为,不同的熔滴过渡形式对熔池传热和流动状态有不同的影响。Chen等通过数值模拟方法建立了铝合金激光-MIG复合焊接的仿真模型。模拟结果表明,熔滴过渡形式影响熔池的传热和流体流动状态,焊缝的高度与熔滴撞击熔池状态紧密相关。激光-电弧的复合作用相比单激光或电弧情况下更加复杂,激光-电弧复合焊接主要包含激光作用区、激光-电弧复合作用区和电弧作用区。不同区域的温度分布不同,导致激光电弧复合焊接焊缝组织不同。Zhao等通过实验和数值模拟的方法研究了铝合金激光-MIG复合焊接不同区域的晶粒分布,研究结果如图10和图11所示。从图10中可以看出,当激光与电弧复合作用时,熔池面积显著增大,激光-电弧复合作用区集中在熔池上部。图11中对比了激光作用区和激光-电弧复合作用区的微观组织形貌,复合作用区以细小枝晶为主,激光作用区以粗大枝晶为主,焊缝抗拉强度的结果表明,复合作用区的抗拉强度高于激光作用区。

图 9 不同焊接方向下的焊缝形貌:激光引导电弧(左);电弧引导激光(右)
Fig. 9 Weld morphology under different welding direction: Laser guided arc (left); Arc guided laser (right)

图10 激光作用区和激光-电弧复合作用区的形成:(a)激光焊接中的激光作用区;(b)MIG 焊接中的电弧作用区;(c)激光-MIG 复合焊接中的激光-MIG 复合作用区
Fig. 10 The formation of laser-dominated region and laser-MIG hybrid-dominated region: (a) laser-dominated region in the laser welding process; (b) MIG-dominated region in the MIG welding process; (c) laser-dominated region and laser-MIG hybrid-dominated region in the laser-MIG hybrid welding

图 11 激光-MIG 复合焊接焊缝形貌和微观组织:
(a)焊缝形貌;(b)激光-电弧复合作用区域的细小枝晶;(c)、(d)、(e)激光-电弧复合作用为主的区域和激光为主的区域之间的两条融合线附近;(f)激光作用区的粗大枝晶
Fig. 11 Laser-MIG hybrid weld appearance and microstructure of case 6:
(a) weld appearance; (b) fine dendrite in the laser-arc hybrid-dominated region; (c), (d) and (e) vicinity of the second fusion line between the laser-arc hybrid-dominated region and laser-dominated region; (f) coarse dendrite in the laser-dominated region
在汽车车身焊接过程中,激光-电弧复合焊接相比单激光具有间隙容忍度大的优势,然而激光-电弧复合焊接需综合考虑激光与电弧的相对位置、激光焊接参数、电弧参数等因素。激光-电弧焊接过程传热传质行为复杂,尤其是针对异种材料焊接的能量调控、IMC厚度和组织调控机理尚不明确,需要进一步加强研究。
5其他汽车车身激光焊接工艺
激光深熔焊、激光填丝焊、激光钎焊以及激光-电弧复合焊等焊接工艺在汽车车身焊接中已经有了较为成熟的理论研究和广泛的实际应用。除此之外,随着汽车制造业对车身焊接效率要求的提升以及汽车轻量化制造面临的异种材料焊接需求的增加,激光点焊、激光摆动焊、多光束激光焊以及激光飞行焊等工艺在汽车车身焊接中的应用得到关注。本小节针对激光点焊、激光摆动焊、多激光束焊以及激光飞行焊等工艺的原理和特点进行简要描述。
1激光点焊工艺
激光点焊是一种先进的激光焊接技术,具有焊接速度快,焊接精度高等突出优势。激光点焊的基本原理是将激光束聚焦到待焊零件上的某一点,使该点处的金属瞬间熔化,通过调节激光密度实现热导焊或深熔焊效果,当激光束停止作用时,液态金属回流、凝固后形成接头。激光点焊主要有两种形式:脉冲激光点焊和连续激光点焊。脉冲激光点焊的激光束峰值能量高,但作用时间短,一般用于镁合金、铝合金等轻质金属的焊接;连续激光点焊一般激光束的平均功率高,激光作用时间长,多用于钢的焊接。激光点焊在汽车车身焊接中相比电阻点焊具有非接触、点焊轨迹可自主设计的优点,能满足汽车车身材料不同搭接间隙下的高质量焊接需求。
2激光摆动焊接工艺
激光摆动焊接是近年来被提出的一种新型激光焊接技术,受到广泛关注。该技术的主要实现原理是通过在激光焊接头上集成振镜组,实现激光束快速、有序、小范围的摆动,从而达到激光焊接时光束边向前运动、边搅拌的效果。激光摆动焊接主要摆动轨迹包括:横向摆动、纵向摆动、圆形摆动和无穷形摆动等。激光摆动焊接工艺用于汽车车身焊接过程中具有显著的优势,由于在激光光束摆动的作用下可以显著改变熔池的流动状态,因此既能在同种汽车车身材料焊接中能消除未熔合缺陷、实现晶粒细化和抑制气孔;又可改善汽车车身异种材料焊接时不同材料未充分混合、焊缝力学性能差的问题。
3多激光束焊接工艺
目前光纤激光器可通过安装在焊接头中的分光模块将单束激光分为多束激光。多光束激光焊接相当于在焊接过程中施加多个热源,可以通过调节光束的能量分布,使不同光束实现不同的功能,如:能量密度较高的光束为主光束,负责深熔焊接,能量密度较低的分光束可以对材料表面进行清洁和预热,增加材料对激光束能量的吸收率。在本文1.1节和1.3节中展示了多激光束焊接工艺在汽车车身激光深熔焊和激光钎焊中的部分研究成果,证明了多激光束焊接工艺用于汽车车身焊接过程的可行性。汽车车身大量使用镀锌高强钢材料,利用多激光束焊接工艺能改善镀锌钢板焊接过程中的锌蒸汽和熔池的动态行为,改善飞溅问题,提升焊缝抗拉强度。
4激光飞行焊工艺
激光飞行焊技术是一种新型高效的激光焊接技术,焊接效率高,焊接轨迹可自主化设计。激光飞行焊接的基本原理是当激光束入射到扫描镜的 X,Y 两个反射镜上,通过自主编程控制反射镜的角度,从而实现激光束任意角度的偏转 。传统的汽车车身激光焊接过程中,主要依靠焊接机器人带动激光焊接头进行同步运动,实现焊接效果。然而,汽车车身焊缝数量多、焊缝长度较长,焊接机器人重复性的往复运动严重限制了汽车车身的焊接效率。相比之下,激光飞行焊只需调整反射镜角度即可实现光束在一定范围内的焊接。因此,将激光飞行焊技术应用于汽车车身焊接中能够显著提升焊接效率,具有广阔的应用前景。
二. 汽车车身激光焊接智能化技术
随着人工智能和制造业的深度融合,面向多元化和个性化的汽车市场需求,智能化焊接技术已开始应用于汽车车身焊接领域,对汽车行业的发展发挥了重要的作用。智能化焊接技术将智能感知、智能监测与激光焊接技术有机结合进行焊接制造,为汽车车身大批量、高节拍、多品种焊接制造过程中的质量和效率提供保障。下面围绕汽车车身激光焊接过程焊缝跟踪技术、缺陷在线检测技术两方面对汽车车身激光焊接智能化技术的应用现状进行介绍。
1汽车车身激光焊接过程焊缝跟踪
汽车车身激光焊接工艺对焊缝的识别和定位有较高的要求,对焊缝快速准确的识别和定位是保证智能化焊接过程的必要技术手段。Lei 等开发了一套在激光焊接过程中用于焊缝检测-补偿-跟踪系统,如图12所示。汽车车身激光焊接过程焊缝跟踪主要是依靠传感器对待焊汽车车身部件的焊缝实时感知,确定焊缝位置并反馈至焊接机器人运动控制系统,以便及时调整焊接机器人姿态及运动路径。因此,焊缝跟踪的精度和实时性对保证焊接质量至关重要。焊缝跟踪技术主要包括焊前焊缝检测和焊中焊缝实时跟踪环节,两个环节主要依靠视觉传感器对焊缝进行识别和定位,焊前焊缝检测的主要目的是为焊接机器人提供初始的焊接运动路径;焊中焊缝跟踪的目的是准确识别焊缝位置,动态调整机器人的运动轨迹。因此,就目前而言,焊缝跟踪技术适用于汽车车身的各种激光焊接工艺,具有一定的通用性。目前基于视觉传感技术,尤其是激光视觉传感技术的焊缝跟踪方法具有对比度高、精度高、实时性好、无接触等优点得到广泛研究和应用。

图 12 焊缝检测-补偿-跟踪示意图
Fig. 12 Schematic diagram of weld seam detection–compensation–tracking
汽车车身激光焊接焊前的焊缝检测和识别是焊接机器人轨迹规划的重要参考信息,因此焊缝检测的精准程度决定了焊接机器人焊接路径的准确性。王邦国针对汽车车身薄板拼焊特点,使用结构光计算方法对焊接轨迹进行了轨迹规划,基于视觉传感技术为焊前焊缝信息跟踪提供了技术支撑。基于结构光的视觉传感技术可以实现较为精确的焊缝识别,结合焊缝识别算法可以实现焊前对焊缝的精确识别。
汽车车身激光焊接过程中通过对焊缝的实时检测,可以动态调整焊接机器人的运动轨迹,减小焊缝定位误差,提升焊接质量。(Servo-Robot)公司针对汽车白车身激光钎焊工艺对工件装配精度要求高的特点,研发了激光视觉系统,该系统中的追踪相机QUANTA能够对包括对接、搭接、角接、卷接等形式的焊缝扫描跟踪,该系统成功应用于顶盖和侧围的搭接焊缝跟踪过程。德国Scansonic公司研发的DIGI-LAS/MDL系统如图13所示,该系统集成了光学焊缝跟踪和高频振镜,该系统实现激光焊接和焊缝跟踪的同时运行,能识别并跟踪搭接式角焊缝、叠加式穿透焊、T形接头等,该技术应用领域包括车门、顶盖、侧围、车身底板等车身部件的激光焊接过程。华工法利莱公司运用三维激光视觉系统应用到汽车白车身车顶激光焊接焊缝精度控制过程,该系统是以计算机、信息处理、图像处理、激光视觉为核心的先进系统,通过在江淮M111项目的白车身顶盖焊接生产线的应用取得良好效果,实现在焊前对焊缝跟踪及预处理,通过调整焊接机器人轨迹弥补了焊接误差,大幅提高了焊接质量,提升了生产效率。

图 13 用于车顶焊接的 DIGI-LAS/MDL 系统
Fig. 13 DIGI-LAS/MDL system for roof welding
汽车车身激光焊接过程的焊缝跟踪技术实现了焊接机器人焊接轨迹的焊前初始化以及焊中动态调整,使激光焊接过程更加稳定可靠,保证了焊接精度。虽然目前焊缝跟踪技术可适用于不同激光焊接工艺,但是仅限于对焊接轨迹进行实时调整,还需深入研究焊接轨迹的动态调整过程对焊接稳定性的影响,必要时需要将焊接轨迹的动态调整和激光焊接工艺参数动态调整相结合。比如,当焊缝跟踪时检测到焊缝间隙的变化时,除了对焊接轨迹进行修正外,还需调整激光功率、焊接速度、离焦量、送丝速度等工艺参数,保证焊接质量。
2汽车车身激光焊接缺陷在线检测
汽车车身激光焊接质量对汽车的安全性至关重要,激光焊接过程由于焊接状态波动可能会导致偶发性焊缝缺陷,因此对汽车车身激光焊接缺陷进行在线检测十分必要。缺陷在线检测技术主要包括焊缝内部缺陷检测和焊缝外部缺陷检测。焊缝内部缺陷检测是基于多传感器对焊接过程中的声、光、电等信号进行采集分析,通过建立信号异常位置处对应的某种焊接缺陷,通过人工智能算法建立缺陷-信号的关联模型,即可使用该模型在焊接过程中对缺陷进行在线检测;焊缝外部缺陷检测是基于传感器对焊缝表面形貌出现的飞溅、表面气孔、塌陷等缺陷进行识别。因此,缺陷在线检测技术适用于汽车车身的各种激光焊接工艺,具有一定的通用性。

图14 匙孔引入的气孔率和多传感器信号之间的机制分析:(a)匙孔深度变化和气孔率的关系;(b)使用匙孔开口特征基于 CNN 进行气孔率识别
Fig. 14. Mechanism analysis between keyhole-induced porosity and multi-sensing signals: (a) Relationship between keyhole depth variation and porosity formation; (b) CNN-based porosity detection with keyhole opening morphological characteristics
汽车车身激光焊接过程中,焊缝内部缺陷在线监测的难度在于准确建立焊接过程中多元传感器信号与特定焊接缺陷的关系模型。Ma等针对铝合金薄板激光焊接过程中出现的气孔问题,对焊接过程中的匙孔图像特征进行提取,基于卷积神经网络建立焊缝气孔率和匙孔信息的对应关系,识别出了焊接过程中气孔的出现位置,图14为气孔-信号-CNN模型关联的示意图。彭进基于 X 射线投射系统实时在线监测了车用铝合金激光填丝焊过程中的熔池内部动态行为,揭示了不同送丝位置对熔池流动行为的影响,优化了激光填丝焊工艺,提高了熔池稳定性。李洁搭建了“等离子体形貌-光谱”实时监测平台,针对变厚截面材料激光焊接过程进行在线监测,基于 BP 神经网络建立了等离子体特征和熔透状态之间的关联关系,实现了焊缝熔透状态的预测。Cai等通过高速摄像得到激光焊接过程熔池、匙孔几何信息,并基于深度置信网络(DBN)建立熔池、匙孔形变波动与焊缝熔深的对应关系,实现熔透状态的实时在线监测。以上研究表明,通过人工智能算法对焊接过程中的熔池和匙孔形态、等离子体形貌、光谱信号等信号的波动情况进行分析,进而对波动较大位置的焊缝缺陷进行检测,这样就能将缺陷和信号建立关联模型,经过对关联模型的多次训练可以实现对特定缺陷的准确识别。
汽车车身激光焊接过程中,目前研究和实际应用中主要依靠先进的视觉传感器对外部缺陷进行实时检测。Hua等搭建了基于激光视觉传感器的焊缝表面质量检测系统,如图15所示。然后利用模型分割方法对激光视觉传感器数据进行处理和分析,实现了对汽车车身激光钎焊焊缝的表面质量检测,该方法具有良好的检测效果和鲁棒性。青岛海之晨公司基于3D视觉技术研发了焊接质量视觉检测系统,具有良好的检测精度和稳定性,并与宝马新能源汽车、宁德时代达成合作。勒斯姆勒(Lessmueller Lasertechnik GmbH)公司专注于激光焊接实时质量监控领域,其研发的激光焊接质量检测系统 OCT 搭配激光焊接头同时运行,可实现车身焊接过程中的熔池深度实时测量以及焊后的焊缝表面质量检测,目前该技术已经率先应用到宝马汽车生产线上。

图 15 基于激光视觉的激光焊接缺陷检测技术示意图
Fig. 15 Schematic of the experimental weld forming measurement device
目前汽车车身焊缝缺陷的在线检测技术主要集中在两方面:一方面是通过智能算法建立缺陷与信号的关联模型,实现缺陷分类和识别,多用于焊缝内部缺陷检测;另一方面是基于先进的传感技术,如激光视觉传感技术、OCT 技术对焊缝缺陷进行精确识别,当前多应用于焊缝外部缺陷检测。由于激光焊接缺陷种类较多,基于先进传感器获取的多元信号对各种缺陷进行精确分类、检测与识别,才能真正达到焊接缺陷在线检测的目的。
三. 总结与未来发展取数
本文以激光焊接技术在汽车车身制造过程的应用为背景,详细介绍了激光深熔焊、激光填丝焊、激光钎焊、激光-电弧复合焊四种不同激光焊接工艺,以及焊缝跟踪、缺陷在线检测等智能化技术在汽车车身焊接中的应用现状和研究进展。随着汽车产业的发展,未来车身焊接技术将在焊接工艺与智能化技术方面继续发展:
1. 汽车车身,尤其是新能源汽车车身正在向轻量化方向发展,如新能源汽车国产品牌蔚来生产的ES8/ES6车型已采用全铝合金车身技术。轻质合金、复合材料及异种材料将更广泛的用于汽车车身,常规激光焊接工艺难以满足其焊接要求,因此其高质高效焊接工艺将成为未来发展趋势。近年来新兴的激光焊接工艺,如激光摆动焊接、多激光束焊接、激光飞行焊接等,已经在焊接质量和焊接效率方面得到初步的理论研究和工艺探索,未来需要将新兴激光焊接工艺与汽车车身轻量化材料、异种材料焊接等场景紧密结合,针对激光光束摆动轨迹设计、多激光束能量作用机理以及飞行焊接效率等方面进行深入研究,探索出成熟的轻量化汽车车身焊接工艺。
2 汽车车身激光焊接技术正在与智能化技术深度融合,汽车车身激光焊接状态实时感知及工艺参数反馈控制对焊接质量有决定性作用。当前激光焊接智能化技术多用于焊前轨迹规划、跟踪和焊后质量检测。国内外在焊接过程中的缺陷检测与参数自适应调控技术方面的研究尚处于起步阶段,且未能应用在汽车车身制造中。因此,针对激光焊接技术在汽车车身焊接过程中的应用特点,未来应开发以先进多传感器为核心的激光焊接过程智能感知系统,以及高速高精的焊接机器人控制系统,保证激光焊接智能化技术各环节的实时性和精确性,打通“焊前轨迹规划-焊中参数自适应控制-焊后质量在线检测”环节,保障高质高效加工。

来源:中国激光


