您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-10-11 04:00
摘要
本文介绍了集装箱涂装发展的方向,热固性粉末涂料在集装箱上应用的可行性研究,包括集装箱涂层的性能要求,重要测试项目和检测方法,粉末涂料和水性涂料在应用上的优势对比,以及集装箱粉末涂料施工工艺的探讨和难点分析。
1.引言
我国新环保法实施以后,各地方政府纷纷出台一系列环境保护举措,其中包括控制工业涂装过程中挥发性有机物的排放问题,要求涂装企业积极创新,环保涂装,绿色发展。为响应国家号召,近几年越来越多的企业开始从油漆改为粉末涂装,如中集车辆从2016年东莞中集建成的第一条专用车粉末涂装线开始,到后来中集华骏和中集瑞江汽车等几个厂粉末涂装线的相继建成并投入使用,再到如今中集集装箱也开始探索使用粉末涂料。粉末涂料是最为环保的工业涂装产品之一,可以取代绝大部分的油漆,使用粉末涂料不仅解决了传统溶剂型涂料的环保性问题,同时也提升了涂膜的性能,提高涂装效率,而且还可以回收再利用节省成本,是真正的高性能环保涂料。
集装箱是国际性重要的货物运输工具,自20世纪80年代以来,我国集装箱制造业经历了30多年的发展,已经成为十分成熟的产业。中国是集装箱制造大国,全球约90%以上的集装箱都在中国生产,集装箱制造市场份额巨大,据统计,2020年我国金属集装箱产量约为9863.6万立方米,全年使用集装箱涂料总量约为20万吨。传统集装箱涂料主要是油漆,喷涂施工过程中会有大量VOCs排放,平均每年VOCs排放量多达数十万吨,VOCs的排放不仅造成环境污染,而且还存在严重的火灾、爆炸等安全隐患,对于长期施工人员而言,会影响身体健康造成职业病的危害[1]。2017年4月,中国集装箱制造业开始全面使用水性漆涂装,水性涂料VOCs含量相比溶剂型下降了近80%,给集装箱涂装带来了新的活力[]。但随着社会的发展和进步,人们的环保意识不断加强,国家出台的环保法规也日趋严格,涂装业面临着向更加环保的方向发展,粉末涂料因绿色环保和零VOCs排放的优势,近年来发展迅速,应用越发成熟和广泛,因此,集装箱企业开始将目光对准了粉末涂料,一旦应用成功,将在巨大的集装箱市场获得更大的成长空间。相信集装箱制造业将会再一次翻开新的篇章,以全粉末涂装来捍卫国家青山绿水,实现真正绿色发展!
2.实验部分
2. 试验部分
2.1 主要原材料
环氧树脂,(Kukdo);饱和型羧基聚酯树脂,(Allnex);固化剂(TEPIC-G),(Nissan Chemical),流平剂(Estron);安息香(Nanhai Chemical);蜡粉(克莱恩);流变剂(BYK);TiO2(安纳达);颜料(BASF);硫酸钡(MICROPOWDER)等。
2.2 实验设备
双螺杆挤出机SLJ-30D:(烟台东辉粉末设备有限公司);磨粉机ACM(烟台东源粉末设备有限公司)、静电喷枪(上海金马)、烤箱、膜厚仪(BYK),光泽仪(BYK),冲击仪(GB)、盐雾测试机(Q-Lab)、老化测试机(Q-Lab)。
2.3 集装箱粉末涂料的制备
按设计好的配方称取树脂、固化剂、助剂、颜填料等原料,将称好的物料预混合均匀,加入双螺杆挤出机熔融挤出,依次冷却破碎、磨粉过筛后得到粉末成品。用静电喷枪将所制得的粉末涂料均匀喷涂于前处理板上,并按照一定的固化条件固化成膜,得到涂层,最后对粉末涂层进行各项性能检测。
2.5 集装箱粉末涂层的检测
集装箱涂层的检测主要包括耐腐蚀性能、机械性能和耐候性能三个方面,测试标准为KTA实验室进行的IICL测试,箱内涂层除了耐磨测试外,其他测试项都是在进行湿热/盐雾循环测试后,一小时内对涂层各项性能进行检测评估;箱外涂层是在进行老化/盐雾循环测试后,一小时内对涂层各项性能进行检测评估。集装箱涂层循环测试流程、测试项目和检测标准分别见图1和表1。


3.结果与讨论
3.1集装箱涂料性能要求
集装箱的运输通过陆运和海运,往返于世界各地,在运输途中会遇到强烈阳光、高低温、海水、潮湿等复杂气候环境,这就需要涂层能发挥很好的防护作用,保护基材不受损坏,延长箱体使用寿命,故集装箱涂料要求有较强的抗腐蚀性和耐高低温变性(一般为-40-70℃),同时还要求抗紫外线好、不变色,不粉化、耐磨损、抗冲击、装饰性好等特点[2],因此集装箱粉末涂料特性必须符合表2要求。

国际集装箱标准化委员会规定,集装箱涂料必须通过KTA实验室的检测,涂层综合性能检测评分需达到70分及以上才算合格,如果是装载运输食品、医药等的集装箱,其箱内涂层还必须通过美国FDA食品级测试。广东华彩粉末科技有限公司凭借多年的工程机械“漆改粉”技术经验,进过反复的测试和验证,开发出一套适合集装箱应用的粉末涂料体系,使用该系列产品结合定制的粉末涂装方案喷涂样件后,送美国KTA实验室检测(测试标准参照IICL要求),箱内箱外粉末涂层均通过测试,粉末涂料配套体系、测试项目和最终检测结果如表3、4和5所示。


IICL的测试标准更注重于模拟自然环境对涂膜的损害,其设定的循环腐蚀试验方法得到了行业内的认可。由于涂层的评分标准:100分满分,70分合格,为了避免某种涂料将一项或几项性能设计的极为突出,得到很高的分数,而其他项性能很差,也能通过KTA实验室测试的现象,为此,IICL将每个测试组设定了最低分数线[3]。箱内涂层,腐蚀组要求最低得分40分,机械组要求最低得分30分;箱外涂层,腐蚀组要求最低得分55分,机械组要求最低得分15分,该设定能有效改进分数评判中的缺陷,注重涂层的综合性能。

3.2集装箱粉末涂料体系
集装箱粉末涂层分为箱内和箱外体系,根据IICL评分标准,箱内涂层要求较高的防腐性能和机械性能,箱外涂层则更注重耐腐蚀性能,为了实现涂膜对基材很好的保护功能,集装箱粉末涂装使用两涂两烤,即环氧底粉+面粉相结合的方式,两涂两烤能使涂层的耐腐蚀性能发挥到最大化。箱内涂层体系为环氧底粉+环氧面粉,箱外涂层体系为环氧底粉+聚酯面粉,施工时,先喷涂底粉预固化后,再分别喷箱内面粉和箱外面粉,然后完全固化。表6为集装箱粉末涂料的种类和特点。

3.3集装箱粉末涂装工艺
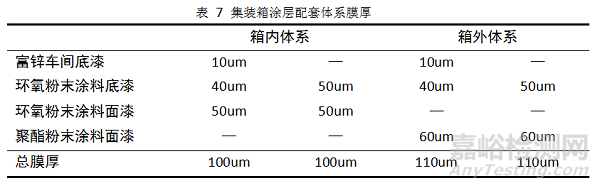
集装箱粉末涂层总膜厚要求控制在100um左右,包含富锌车间底漆、环氧粉末底粉、环氧粉末面粉或聚酯粉末面粉,富锌车间底漆是在制钢打砂后喷涂,为了保护基材在喷涂粉末涂料前不生锈,金属基材喷富锌车间底漆到喷涂粉末,中间间隔建议不要超过48小时,间隔时间越长金属基材生锈的风险越大。由于集装箱整箱是焊接而成,焊道处因为采用打砂清理焊渣会将车间底漆全部打掉,在水性漆喷涂工艺中,焊道部分是需要在焊道打砂后,再人工补喷富锌车间底漆,而使用粉末涂料可以省去这个工序,所以集装箱粉末涂装过程中会有溶剂型车间底漆体系和无溶剂型车间底漆体系两种。表7为集装箱涂层配套体系每层膜厚参考值。
集装箱粉末喷涂工艺采用两涂两烤,底漆为纯环氧型粉末涂料,面漆为纯聚酯型粉末涂料。先将箱内箱外喷涂底粉,低温下预固化后,待箱体降温到50℃左右,再喷涂面粉,表8为具体的固化方式和固化特点。

集装箱的生产是快节奏、大批量的流水线作业,粉末的喷涂施工要适应快节奏的生产线生产工艺,集装箱粉末喷涂线的设计要满足高效率的喷涂需求,约平均每2.5分钟出一个箱体,一般箱内喷涂使用机器人式高压静电喷枪,箱外使用自动往复式静电喷枪,喷涂1-2遍即可满足膜厚要求。集装箱涂装的质量与粉末涂料的质量、现场环境、施工设备、施工人员等多方面的因素有关,下面为集装箱粉末涂料涂装过程中一些具体要求:
①粉末喷涂环境要求干净整洁,保持喷粉室内的温度和湿度,建议喷粉房温度20-30℃,湿度60-80%。
②喷涂前,检查和调整喷枪电压和电流,以及喷枪的雾化压力,使粉末均匀喷涂,保证喷涂上粉率,建议电压60-90kv,电流10-20uA,雾化压力0.3-0.45MPa。
③根据实际情况合理调节供粉流化桶的压力,压力过高和过低都会影响粉末的出粉量,建议压力为0.04-0.1MPa。
④检查被涂工件是否完全接地,喷涂时喷枪口至工件的距离约15-30cm。
⑤喷涂后的工件加热固化条件以粉末产品技术指标为准,必须保证合理的固化温度和时间,固化不充分或过烘烤都会造成涂层不良。
3.4集装箱粉末涂装优势
3.4.1环保优势
自国际标准集装箱诞生以来,溶剂型涂料一直是集装箱制造行业中主要使用涂料,约占95%,存在较大的VOC排放污染。为此,2016年中国集装箱行业协会通过了《中国集装箱行业VOCs治理行业自律公约》,强制推行水性化涂装,以实现VOC减排的目标。集装箱使用水性涂料后,相比溶剂型油漆VOC减少了90%左右,但还是存在一定量的VOC的排放,而粉末涂料是纯固体涂料,在使用过程中零VOC排放,绿色环保,是当今环保压力下涂装行业的最佳选择,表9为几种涂料VOC含量对比。

3.4.2性能优势
相比水性涂料,粉末涂料的性能优势明显,主要体在耐水、耐溶剂、耐磨、耐候等性能方面。热固性粉末涂料是在高温条件下发生交联反应,形成致密的网状涂膜,涂层的综合性能非常好;而水性涂料是用水作溶剂或分散介质的涂料,其耐水性和耐溶剂性能差,而且由于水的表面张力较大,涂料对基材的润湿困难,容易出现很多缺陷[4]。表10为粉末涂料和水性涂料整体上性能耐受方面的比较。

3.4.3涂装优势
和溶剂型涂料相比,虽然使用粉末涂料前期需要投入昂贵的专用涂装设备,而且粉末调色换色麻烦,但是在涂装方面优势明显,包含涂装效率、涂料的利用率、涂装质量稳定性等,表11为粉末涂料和溶剂型涂料在涂装方面的一些对比。

3.5集装箱粉末涂装难点
在集装箱的“漆改粉”进程中,已经有一些配套小件成功使用粉末涂料,但目前还没有整箱喷涂粉末涂料的应用先例,根据粉末涂料厂商对集装箱粉末涂料的特定开发,和前期的一些测试验证和对比评估,行业一致认为粉末涂料应用在集装箱整箱上是完全能够实现的。集装箱的“漆改粉”是一项十分巨大的工程,前期的投入非常多,在实际应用中也是摸索进行,可能会碰到一些意想不到的问题发生,主要有以下几个方面:
1) 基材无化学前处理,经过打砂后涂溶剂型车间富锌底漆,保护基材在喷涂粉末前不生锈,粉末涂料和水性漆的结合性问题需关注,如果水性漆喷涂太薄,无法保护基材的生锈问题,如果喷涂太厚粉末与水性底漆的结合会有问题,所以车间富锌底漆的喷涂膜厚把控十分关键。
2) 集装箱喷涂粉末涂料后升温固化的问题,集装箱的几个菱角与箱体厚度差异太大,两者受热达到所需要的材质温度,时间相差太大,如果保温时间过长,箱体涂层会过烘烤,如果时间不足,厚菱角的粉末涂层有可能固化不完全,都会影响涂层性能,所以升温方式和保温时间的把控也很关键。
3) 集装箱的生产是节奏快、大批量的流水线作业,平均每2.5分钟左右出一个集装箱,这对于粉末涂装线的流畅度和涂装效率要求非常高,如何保障节拍的顺利进行也是关键。
4.结束语
基于环保要求,集装箱涂料未来的发展趋势必然是高固体分、无溶剂化的,而粉末涂料由于自身的环保优势,未来必将会大量应用于集装箱上,成为集装箱涂装的首选涂料之一。本文通过对集装箱涂料的基本性能研究,对比分析集装箱溶剂型涂料和粉末涂料的基本性能,开发出满足要求的粉末涂料,并顺利通过了美国KTA实验室测试,肯定了粉末涂料在集装箱上应用的可行性,同时对集装箱“漆改粉”的优势和施工过程中的重点难点也都作了详细讲解,为集装箱粉末涂料的应用提供指导。

来源:广东华彩粉末科技有限公


