您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-10-31 06:47
平均值和极差法(Xbar & R)是一种可同时对测量系统提供重复性和再现性的估计值的研究方法。
与单独的极差法不同,该方法允许将测量系统的变差分解成两个独立的部分:重复性和再现性,但不能确定它们两者的相互作用。同时,基于评估者与零件/量具交互作用产生的变差也没有计入分析中。
进行研究
尽管评价者的人数、测量次数及零件数量均可能会不同,但下面的讨论呈现进行研究的最佳情况。参见图B6中的GRR数据表,详细的程序如下:
1) 取得一个能代表过程变差实际或预期范围的样本,为n> 10个零件44的样本。
2) 给评价者编号为A、B、C等,并将零件从1到n进行编号,但零件编号不要让评价者看到。
3) 对量具进行校准,如果这是正常测量系统程序中的一部分的话。让评价者A以随机顺序45测量n个零件,并将结果记录在第1行。
4) 让评价者B和C依次测量这些一样的n个零件,不要让他们知道别人的读值,然后将结果分别的记录在第6行和第11行。
5) 用不同的随机测量顺序重复以上循环,并将数据记录在第2、7和12行:注意将数据记录在适当的栏位中,例如:如果首先被测量的是零件7,然后将数据记录在标有零件7的字段中。如果需要进行三次测量,则重复以上循环,并将数据记录在第3、8和13行中。
6) 当测量大型零件或不可能同时获得数个零件时,第4步到第5步将变更成以下顺序:
让评价者 A测量第一个零件并将读值记录在第1行;让评价者B测量第一个零件并将读值记录在第6行;让评价者C测量第一个零件并将读值记录在第11行。
让评价者 A重新测量第一个零件并将读值记录在第2行;评价者B重新测量第一个零件并将读值记录在第7行;评价者C重复测量第一个零件并将读值记录在第12行。如果需要进行三次测量,则重复以上循环,并将数值记录在第3、8和13行中。
7) 如果评价者处于不同的班次,可以使用一个替代的方法。让评价者A测量所有10个零件,并将读值记录在第1行;然后让评价者A按照不同的顺序重新测量,并把读值记录在第2行和第3行。评价者B和评价者C也同样做。

数据计算
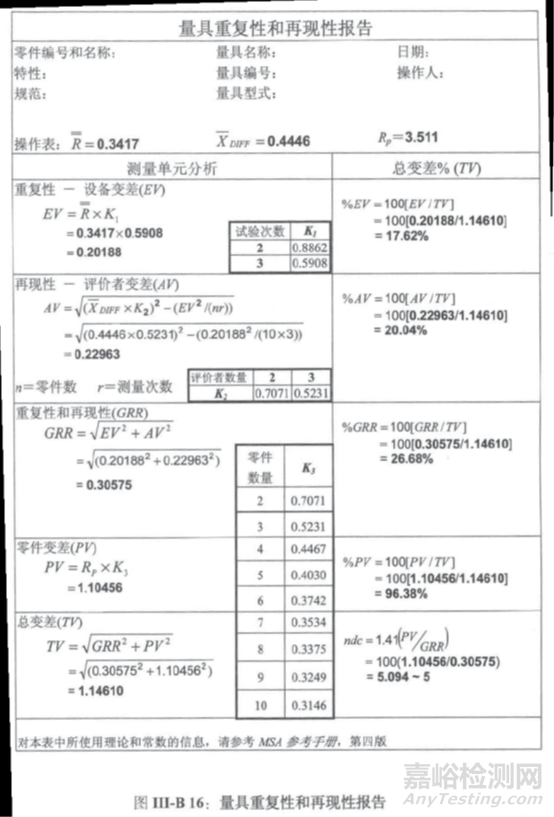
量具的重复性和再现性的计算如图III-B 15利和图HB 16示。图III-B15是数据收集表格,记录所有的研究结果:图III-B16是报告表格,记录了所有识别信息和依据指定公式进行的所有计算。
(以下计算参见图III-B15)。
1) 用1、2、3行中的最大值减去它们中的最小值,把结果记入第5行。在第6、7、8行和第11、12、13行重复以上步骤,并将结果分别记录在第10行和第15行。
2) 填入第5、 10 及15行的数据是极差,所以它们都总
是正值。
3) 将第 5行的数据相加,然后除以零件抽样数量即得到了第一个评价者测量的极差平均值 对第10行和第15行进行同样的计算以得到
对第10行和第15行进行同样的计算以得到 和
和
4) 将第5、10和第15行的平均值( )转到第17行。用它们的和除以评价者人数,结果记入
)转到第17行。用它们的和除以评价者人数,结果记入 栏(所有极差的平均值)。
栏(所有极差的平均值)。
5) 将  (平均值)输入第19行,并乘以D4以得到控制限的上限和下限:注意如果进行两次测量,则D4为3.27;将该单独极差的上控制限(UCLR)填入19行。注:对于测量次数少于7次的情况下,极差的下控制限(LCLR)为零。
(平均值)输入第19行,并乘以D4以得到控制限的上限和下限:注意如果进行两次测量,则D4为3.27;将该单独极差的上控制限(UCLR)填入19行。注:对于测量次数少于7次的情况下,极差的下控制限(LCLR)为零。
6) 对于极差结果大于 UCLR计算结果的任何读值,让原来的评价者对原来的零件进行重新测量,或剔除那些读值,然后根据修改后的抽样数量重新平均并计算极差平均值R和控制限UCLR。如果已使用了前面所讨论的控制图来绘制并分析数据,这种状况将已经得到了纠正,因此不会在这发生。
7) 加总第1、2、3、6、7、8.11.12和13行的读值,然后将每行的总和除以抽样的数量,并将结果填入该行最右边标有“平均值”的栏位中。
8) 将1.2.3行的平均值相加,用该总和除以测量次数,将所得结果填入第4行中的 栏位中。对第6、7、8行和第11、12、 13行重复以上步骤,并将结果分别记录在第9行和第14行中的
栏位中。对第6、7、8行和第11、12、 13行重复以上步骤,并将结果分别记录在第9行和第14行中的 栏位中。
栏位中。
9) 找出第4、 9及14行平均值( )中的最大值和最小值,并将它们填入第18行的适当位置并求出它们的差;将这差值填入第18行中标示
)中的最大值和最小值,并将它们填入第18行的适当位置并求出它们的差;将这差值填入第18行中标示 的空白处。
的空白处。
10) 计算每次测量每个零件的读值之和,然后除以总测量次数(测量次数乘以评价者人数);将结果填在第16行为每个零件平均值提供的空白处。
11) 用零件平均值的最大值减去零件平均值的最小值,并将结果填入第16行中标示Rp的栏位。Rp是零件平均值的极差。
(以下步骤参见图III-B16)
12) 将计算所得的 填入报告表格所提供的空白处。
填入报告表格所提供的空白处。
13) 进行报告表格左侧标题为“测量单元分析”栏之下的计算。
14) 进行报告表格右侧标题为“总变差%”栏之下的计算。
15) 检查计算结果以确定没有错误。

结果分析-数值法
图III-B 15和图III-B 16的量具重复性和再现性数据收集表数值法及报告表,提供了研究数据的数值分析5。这种分析将可以估计变差、整个测量系统变差占过程总变差的百分比,以及测量系统的重复性、再现性和零件变差。这些信息需要与图示分析法所得的全数结果进行比较。
在报告表(图III-B16)左侧的测:量单元分析的下面,是对每个变差组成部分的标准差计算。
重复性或设备变差(EV或σE)是由极差平均值( )乘以一个常数(K)来决定。K1取决于量具研究中的测量次数,其值为从附录C查到的d*2的倒数。d*2取决于测量次数(m)和零件的数量乘以评价者的人数(g) (为了计算K1值,这值假设大于15)。
)乘以一个常数(K)来决定。K1取决于量具研究中的测量次数,其值为从附录C查到的d*2的倒数。d*2取决于测量次数(m)和零件的数量乘以评价者的人数(g) (为了计算K1值,这值假设大于15)。
再现性或评价者变差(AV 或σA)是由评价者平均值的最大差值()乘以一个常数(K2)来决定。K2取决于量具研究中的评价者的人数,其值为从附录C查到的d*2的倒数。d*2取决于评价者的人数(m),且g=1, 因为只有一个极差计算。由于评价者变差被包含在设备变差中,因此必须通过减去设备变差的一个分数来对其进行调整。因此,评价者变差(AV) 可由下式计算得到:

式中: n =零件的数量,以及r =测量次数
如果根号下所得的数值为负数,则评价者变差(AV) 为零。测量系统变差的重复性和再现性(GRR或σM)的计算为设备变差的平方加上评价者变差的平方,然后再开根号,如下式:

一般有4个不同的方法来确定过程变差, 此过程可被用于分析测量变差的可接受性。
1) 使用过程变差
●过程变差,取自于部分GRR研究本身
●当所取样本代表了预期的过程变差时使用(优先选择)
2) 替代过程变差
●当没有足够的样本代表过程,但却存在一个拥有相似变
●差的过程时使用
3) Pp (or Ppk)目标值
●当没有足够的样本代表过程,也不存在一个拥有相似变差的过程或新过程变差预期将比现存过程更少时使用。
4) 规范公差
●当测量系统被用于过程的挑选,并且此过程的Pp小于1.0时使用。
零件的变差(零件对零件:没有测量变差的零件变差)(PV或σp)是由零件平均值的极差(Rp)乘以一个常数(K3)所决定。K3取决于量具研究中的零件的数量,其值为从附录C查到的d*2的倒数。d*2取决于零件的数量(m)与(g),在这情况g=l, 因为只有一个极差计算。这研究的总变差(TV或σT)是加总了重复性和再现性变差的平方与零件的变差(PV)的平方,再开根号计算而得。
即:

使用历史变差信息
如要使用此方法,那么这些信息必须来自于一个处于统计控制的过程。如果已知该过程变差,且它的值是以60为基础,则可用它来代替从量具研究数据中得到的总研究变差(TV)。也就是说可通过以下两个公式进行计算完成:

使用Pp (or Ppk) 目标值
为了使用Pp选项,则需在GRR分析中使用以下方程计算出来的TV

使用公差(规范范围)
当把GRR研究的测量误差与公差进行对比时,就如同把此误差与Pp为1.00的生产过程进行对比。OEM顾客很少会预期过程:变差低至Pp(k)值为1.00,他们也不会接受一个如此低业绩水平的过程。把测量变差与一个达到客户要求的生产过程业绩水平来对比更有意义。为了该选项,则需在GRR分析中使用以下的TV。

索引
一旦确定了在量具研究中各个因素的变差后,可将它们与总变差(7V)进行比较。也就是完成量具报告表(图III-B16)中右侧“总变差%"下方的计算。
设备变差(%EV)占总变差(TV) 的百分比,被计算为100[EV/TV],其它因素占总变差的百分比计算方法相似,如下式:
%AV= 100 [AV/TV]
%GRR= 100 [GRR/TV]
%PV= 100 [PV/TV]
每个因素所占的百分比之和将不等于100%。
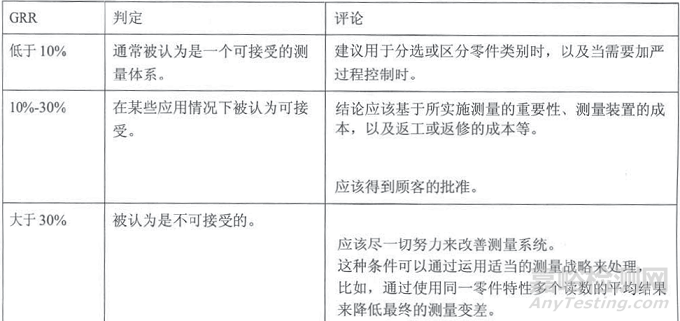
需要对以上总变差的百分比结果进行评价,以确定该测量系统对其预期的使用是否为可接受。
如果分析是以公差为基础来代替以过程变差为基础的话,则可对量具重复性和再现性报告表(图III-B16)进行修改,使表格右边的总变差的百分比由公差的百分比来代替。在这种情况下,%EV. %AV、%GRR以及%PV的计算公式中的分母是由公差除以6来代替总变差(TV)。
无论使用哪一种或两者方法都用,是取决于这测量系统的期望用途以及顾客的期望。
在这数值分析的最后一步是确定区别分类数(he number of distinct categories),这能由该测量系统可靠地分辨,这是可以覆盖预期的产品变差的非重迭97%置信度区间。
ndc=1.41(PV/GRR)
如果图示分析法没有发现特殊原因的变差,则可用第二章第D节的比例法则来确定量具和重复性和再现性(%GRR)。
为了分析, ndc应取整数位或裁减到整数,且应该大于或等于5。
由于数字归整,ndc会等于0, 为了避免这一现象,一些电脑程序将圆整计算的结果。所以当同样的数据被不同的程序评估时,也可能导致最终不同的结果。
当使用Pp方法计算TV时,则ndc的计算方法如下:



来源:Internet


