您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2020-12-25 09:21
铸件是将金属或合金熔化后注入铸模中冷却凝固而成的。
按材质的不同,分为铸钢件、铸铁件、铸铜件、铸铝件、铸镁件、铸锌件、铸钛件等。
每类铸件又可按其化学成分或金相组织进一步分成不同的种类。如铸铁件可分为灰铸铁件、球墨铸铁件、蠕墨铸铁件、可锻铸铁件、合金铸铁件等。
按铸型成型方法的不同,可以把铸件分为普通砂型铸件、金属型铸件、压铸件、离心铸件、连续浇注件、熔模铸件、陶瓷型铸件、电渣重熔铸件、双金属铸件等。其中以普通砂型铸件应用最多,约占全部铸件产量的80%。而铝、镁、锌等有色金属铸件,多是压铸件。
铸件特点:
1.组织不均匀,晶粒较粗大
2.组织不致密,容易产生疏松
3.表面粗糙,形状复杂
4.缺陷方向性不强
铸件常见缺陷:
缩孔、疏松、气孔、冷隔、裂纹、浮渣、夹杂物
超声检测特点:
1.衰减严重,穿透性较差
2.杂波较多,干扰缺陷波判断
3.对形状复杂的工件,可能会存在检测盲区
4.质量要求较低
超声检测工艺:
1.选择合适的探头,大晶片,低频率,增加穿透力和信噪比,以直探头为主,必要时辅以斜探头和双晶直探头
2.采用平底孔试块做DAC曲线,或者使用DGS技术
3.铸件表面较粗糙,选用粘度较大的耦合剂,耦合效果更好
4.形状结构复杂工件,需增加斜探头对直探头检测盲区进行补充检测
铸件超声波检测常用标准:
美标体系:
ASTMA609《碳钢、低合金钢和马氏体不锈钢铸件超声波检验操作规程》
欧标体系:
EN12680-1《普通钢铸件超声波检测》
EN12680-2《高应力钢铸件超声波检测》
EN12680-3《球墨铸铁件超声波检测》
澳标体系:
AS 2574《钢铸件超声波检测》
国标体系:
GB/T7233.1《一般用途铸钢件超声波检测》
GB/T7233.2《高承压铸钢件超声波检测》
ASTM A609《碳钢、低合金钢和马氏体不锈钢铸件超声波检验操作规程》
检测对象:碳钢、低合金钢和马氏体不锈钢铸件,分程序 A和程序 B两种检测方法
人员要求:SNT-TC-1A认证人员或其他合同双方认可的认证体系
设备要求:直探头0.5-5MHz,有效直径13mm-25mm,噪声信号不超过25%DAC,对于≤25mm厚度的工件,双晶直探头5MHz,13x25mm,晶片角度12°。斜探头只有在购买方合同特别提出时使用,按照标准补充规定执行。
参考试块:材质声学特性相似,单晶直探头6.4mm平底孔试块,双晶直探头2.4mm平底孔试块。
灵敏度设置:直探头Φ6.4平底孔DAC,双晶直探头Φ2.4平底孔DAC
验收评定:超过100%DAC的缺陷信号,或由缺陷引起的底波降低75%以上
EN 12680-1《普通钢铸件超声波检测》
检测对象:厚度不大于600mm的铁素体钢铸件,当厚度大于600mm时,需制定特殊检测程序和验收标准,不能用于奥氏体不锈钢。
人员要求:EN ISO 9712认证人员
设备要求:探头频率1-5MHz,斜探头角度35°-70°,无晶片尺寸要求。
参考试块:平底孔或横孔试块,工件本体
扫查要求:使用单晶直探头从工件相对的两侧进行扫查,结构原因只能从一侧扫查时,需要增加近表面扫查。对厚度≤50mm工件,只用一个双晶直探头就可以。
对以下区域增加斜探头扫查:
重要区域,如内圆角,变截面,冷铁区域
焊补区域
准备焊接区
涉及铸钢件重要性能的特殊外层区域
灵敏度设置:平底孔DAC,横孔DAC,工件本体DGS
平底孔径按照下表进行设置

横孔DAC使用有严格限制,需满足3个条件
1.单晶直探头
2.五倍近场区之外
3.孔径大于2倍波长
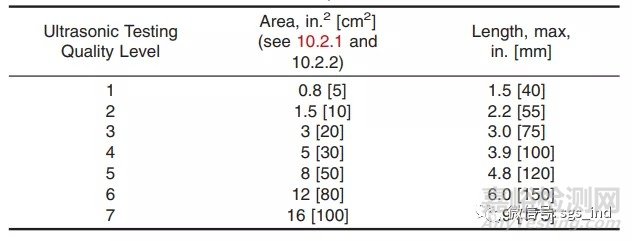
验收标准:共有5个级别,级别1~5要求依次降低。
| 评估缺陷的三个维度 | ||
| 缺陷种类 | 缺陷在工件中的区域 | 工件厚度 |
| 点状,延伸性 | 内层,外层 | ≤50mm,>50~100mm, |
| >100~600mm | ||
当确定了以上信息,再根据缺陷当量大小,壁厚方向的尺寸,缺陷长度,缺陷单个面积,缺陷总面积,评定区域大小等对缺陷进行综合评定。

来源:SGS工业服务


