您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-05-11 08:51
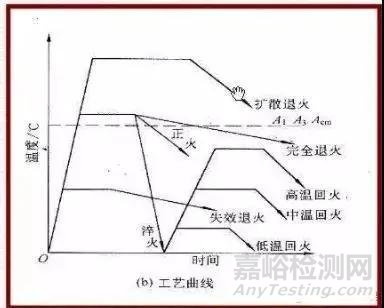
退火工艺
将金属或合金加热到适当温度,保温一定时间,然后缓慢冷却(一般为随炉冷却)的热处理工艺叫做退火。
退火的实质是将钢加热到奥氏体化后进行珠光体转变,退火后的组织是接近平衡后的组织。
退火的目的:
· 1 · 降低钢的硬度,提高塑性,便于机加工和冷变形加工。
· 2 · 均匀钢的化学成分及组织,细化晶粒,改善钢的性能或为淬火作组织准备。
· 3 · 消除内应力和加工硬化,以防变形和开裂。
退火和正火主要用于预备热处理,对于受力不大、性能要求不高的零件,退火和正火也可作为最终热处理。
退火方法的分类
常用的退火方法,按加热温度分为:
临界温度(Ac1或Ac3)以上的相变重结晶退火:完全退火、扩散退火、不完全退火、球化退火。
临界温度(Ac1或Ac3)以下的退火:再结晶退火、去应力退火。
七类退火方式
01完全退火
工艺:将钢加热到Ac3以上20~30℃,保温一段时间后缓慢冷却(随炉)以获得接近平衡组织的热处理工艺(完全奥氏体化)。
完全退火主要用于亚共析钢(wc=0.3%~0.6%),一般是中碳钢及低、中碳合金钢铸件、锻件及热轧型材,有时也用于它们的焊接件。低碳钢完全退火后硬度偏低,不利于切削加工;过共析钢加热至Accm以上奥氏体状态缓慢冷却退火时,Fe3CⅡ会以网状沿晶界析出,使钢的强度、硬度、塑性和韧性显著降低,给最终热处理留下隐患。
目的:细化晶粒、均匀组织、消除内应力、降低硬度和改善钢的切削加工性。亚共析钢完全退火后的组织为F+P。
实际生产中,为提高生产率,退火冷却至500℃左右即出炉空冷。
02等温退火
完全退火需要的时间长,尤其是过冷奥氏体化比较稳定的合金钢。如将奥氏体化后的钢较快地冷至稍低于Ar1温度等温,是A转变为P,再空冷至室温,可大大缩短退火时间,这种退火方法叫等温退火。
工艺:将钢加热到高于Ac3(或Ac1)的温度,保温适当时间后,较快冷却到珠光体区的某一温度,并等温保持,使奥氏体转变为珠光体,然后空冷至室温的热处理工艺。
目的:与完全退火相同,转变较易控制。
适用于较稳定的钢:高碳钢(wc>0.6%)、合金工具钢、高合金钢(合金元素的总量>10%)。等温退火还有利于获得均匀的组织和性能。但不适用于大截面钢件和大批量炉料,因为等温退火不易使工件内部或批量工件都达到等温温度。
03不完全退火
工艺:将钢加热到Ac1~Ac3(亚共析钢)或Ac1~Accm(过共析钢)经保温后缓慢冷却以获得近于平衡组织的热处理工艺。
主要用于过共析钢获得球状珠光体组织,以消除内应力,降低硬度,改善切削加工性。球化退火是不完全退火的一种。
04球化退火
使钢中碳化物球状化,获得粒状珠光体的一种热处理工艺。
工艺:加热至Ac1以上20~30℃温度,保温时间不宜太长,一般以2~4h为宜,冷却方式通常采用炉冷,或在Ar1以下20℃左右进行较长时间等温。
主要用于共析钢和过共析钢,如碳素工具钢、合金工具钢、轴承钢等。过共析钢经轧制、锻造后空冷的组织是片层状的珠光体与网状渗碳体,这种组织硬而脆,不仅难以切削加工,在以后的淬火过程中也容易变形和开裂。球化退火得到球状珠光体,在球状珠光体中,渗碳体呈球状的细小颗粒,弥散分布在铁素体基体上。球状珠光体与片状珠光体相比,不但硬度低,便于切削加工,而且在淬火加热时,奥氏体晶粒不易粗大,冷却时变形和开裂倾向小。如果过共析钢有网状渗碳体存在时,必须在球化退火前采用正火工艺消除,才能保证球化退火正常进行。
目的:降低硬度、均匀组织、改善切削加工性为淬火作组织准备。
球化退火工艺方法很多,主要有:
a)一次球化退火工艺:将钢加热到Ac1以上20~30℃,保温适当时间,然后随炉缓慢冷却。要求退火前原始组织为细片状珠光体,不允许有渗碳体网存在。
b)等温球化退火工艺:将钢加热保温后,随炉冷却到略低于Ar1的温度进行等温(一般在Ar1以下10~30℃)。等温结束后随炉缓冷到500℃左右即出炉空冷。有周期短,球化组织均匀,质量易控等优点。
c)往复球化退火工艺。
05扩散退火(均匀化退火)
工艺:将钢锭、铸件或锻坯加热至略低于固相线的温度下长时间保温,然后缓慢冷却以消除化学成分不均匀现象的热处理工艺。
目的:消除铸锭在凝固过程中产生的枝晶偏析及区域偏析,使成分和组织均匀化。
扩散退火的加热温度很高,通常为Ac3或Accm以上100~200℃,具体温度视偏析程度及钢种而定,
保温时间一般为10~15小时。扩散退火后需完全退火及正火处理,以细化组织。
应用于一些优质合金钢及偏析较严重的合金钢铸件及钢锭。
06去应力退火
工艺:将钢件加热至低于Ac1的某一温度(一般为500~650℃),保温,然后随炉冷却。
去应力退火温度低于A1,因此去应力退火不引起组织变化。
目的:消除残余内应力。
07再结晶退火
再结晶退火又称中间退火,是把冷变形后的金属加热到再结晶温度以上保持适当时间,使变形晶粒重新转变为均匀等轴晶粒而消除加工硬化和残余应力的热处理工艺。
再结晶现象的产生,首先必须有一定量的冷塑性变形,其次必须加热到一定温度以上。发生再结晶现象的最低温度称为最低再结晶温度。一般金属材料的最低再结晶温度为:T再=0.4T。
再结晶退火的加热温度应比最低再结晶温度高100~200℃(钢材的最低再结晶温度为450℃左右),适当保温后缓慢冷却。
退火方法的选用
退火方法的选用一般有以下几个原则:
(1)亚共析组织的各种钢一般选用完全退火,为了缩短退火时间,可以选用等温退火;
(2)过共析钢一般选用球化退火,要求不高时,可以选用不完全退火。工具钢、轴承钢常选用球化退火。低碳钢或中碳钢的冷挤压件和冷镦件有时也用球化退火;
(3)为了消除加工硬化,可以选用再结晶退火;
(4)为了消除各种加工过程中所引起的内应力,可以选用去应力退火;有些高级优质合金钢的大型铸钢件,为了改善组织结构和化学成分的不均匀性,常选用扩散退火。


来源:Internet


