您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2021-07-13 17:02
今日,国家药监局发布了医械国家标准《牙科学 技工室用刃具 第4部分:技工室用微型硬质合金刃具》征求意见稿,全文如下:
前言
本文件按照GB/T 1.1-2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定起草。
本文件是GB/T 36917的第4部分。GB/T 36917已经发布了以下部分:
——第1部分:技工室用钢质刃具;
——第2部分:技工室用硬质合金刃具。
本文件修改采用ISO 7787-4:2002《牙科旋转器械刃具第4部分:技工室用微型硬质合金刃具》。
本文件与ISO 7787-4:2002相比,除结构调整和编辑性改动外,主要变化如下:
——为与已发布的第1部分和第2部分名称协调,将标准名称改为《牙科学技工室用刃具第4部分:技工室用微型硬质合金刃具》;
——关于规范性引用文件,本文件做了具有技术性差异的调整,以适应我国的技术条件和便于本文件的实施,调整的情况集中反映在第2章“规范性引用文件”中,具体调整如下:
——将“3符号”更改为“3术语、定义和符号”,增加了3.1术语与定义。
请注意本文件的某些内容可能涉及专利。本文件的发行机构不承担识别这些专利的责任。
本文件由国家药品监督管理局提出。
本文件由全国口腔材料和器械设备标准化技术委员会齿科设备与器械分技术委员会(SAC/TC99 SC1)归口。
本文件起草单位:广东省医疗器械质量监督检验所
本文件主要起草人:
引言
本文件是关于牙科旋转器械系列标准中的一个。
本文件所规定的微型硬质合金刃具在尺寸上和其他方面上的各种要求被认为对确保牙科技工室器械的互换性和安全使用是非常重要的。
表1至16中列的工作部分的公称直径与ISO 2157 牙科旋转器械—标称直径与名称代码中规定的直径一致。
应注意,ISO 6360系列标准里面给出了一个十五位的数字编码系统,用来划分所有类型的牙科旋转器械。
牙科学 技工室用刃具 第4部分:技工室用微型硬质合金刃具
(ISO 7787-4:2002,MOD)
1 范围
本文件规定了10种常用的牙科技工室用微型硬质合金刃具的尺寸形状要求、切削刃数量、齿形种类以及径向跳动要求,这10种微型硬质合金刃具也是技工室最主要使用的微型刃具。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2828.1 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1-2012, ISO2859-1:1999, IDT)
YY/T 0873.1牙科旋转器械的数字编码系统 第1部分:一般特性(YY/T 0873.1.1-2013,ISO6360-1:2004, IDT)
YY/T 0874 牙科学 旋转器械试验方法(YY/T 0874-2013,ISO 8325:2004,IDT)
YY/T XXXX 牙科 旋转器械与振动器械的杆(YY/T XXXX-XXXX,ISO 1797:2017,MOD)
3 术语、定义和符号
3.1 术语和定义
本文件没有需要界定的术语和定义。
3.2 符号
下列符号适用于本文件:
d1 工作部分直径,头部直径;
d2 颈部尺寸;
l 工作部分长度,头部长度;
a 工作部分角度。
4 要求
4.1 材料
4.1.1 工作部分
工作部分应由硬质合金材料制成。材料类型的选择及其处理方法由制造商决定。
4.1.2 杆
杆材料应符合YY/T XXXX对金属杆的要求。
4.2 形状
工作部分的形状应如图1 ~图 15中规定的形状。
在尺寸规定范围内以及相应条款规定的范围内的形状变化,都是允许的。
按5.1进行试验。
4.3 尺寸以及切削刃数量
4.3.1 工作部分
4.3.1.1 概述
尺寸单位为毫米;角度单位为度。
工作部分的尺寸应符合图1 ~ 图15和表1 ~ 图15中的规定。
切削刃数量应符合表16 中的规定。
按5.2进行试验。
4.3.1.2 球形(Spherical, round)
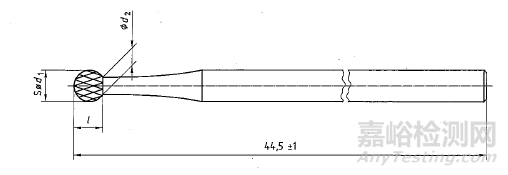
图1
表1 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
010 |
1.0 |
0.75 |
0.85 |
|
012 |
1.2 |
0.85 |
1.05 |
|
014 |
1.4 |
0.95 |
1.25 |
|
016 |
1.6 |
1.05 |
1.4 |
|
018 |
1.8 |
1.20 |
1.6 |
|
021 |
2.1 |
1.35 |
1.9 |
|
023 |
2.3 |
1.45 |
2.1 |
|
025 |
2.5 |
1.50 |
2.3 |
|
027 |
2.7 |
1.60 |
2.5 |
|
031 |
3.1 |
1.80 |
2.6 |
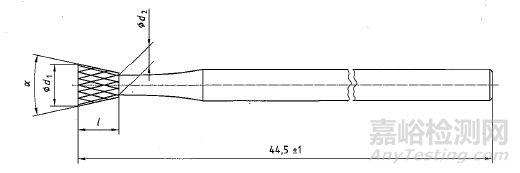
图2
表2 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
a |
|
014 |
1.4 |
0.95 |
1.2 |
10° ~ 16° |
|
018 |
1.8 |
1.25 |
1.55 |
|
|
031 |
3.1 |
2.35 |
3.0 |
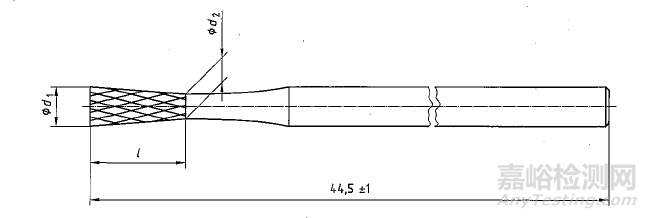
图3
表3 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
014 |
1.4 |
0.95 |
4.75 |
|
016 |
1.6 |
1.10 |
4.75 |
|
023 |
2.3 |
1.45 |
5.5 |
图4
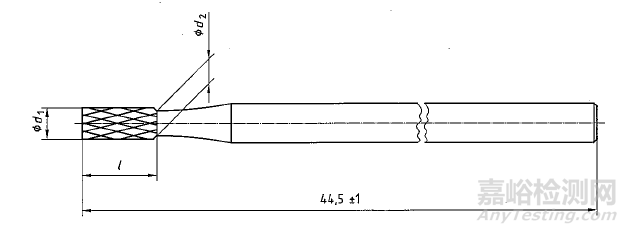
表4 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
014 |
1.4 |
1.30 |
4.75 |
|
023 |
2.3 |
1.85 |
5.5 |
|
025 |
2.5 |
2.35 |
5.5 |
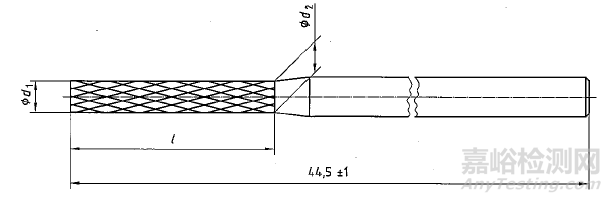
图5
表5 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
023 |
2.3 |
2.35 |
15.0 |
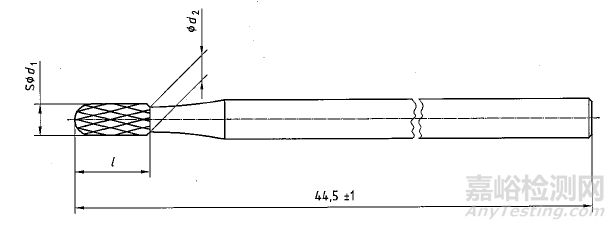
图6
表6 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
014 |
1.4 |
1.30 |
4.75 |
|
023 |
2.3 |
1.85 |
5.5 |
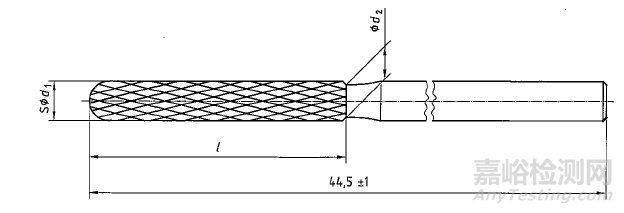
图7
表7 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
016 |
1.6 |
1.6 |
9.5 |
|
023 |
2.3 |
2.35 |
15.0 |
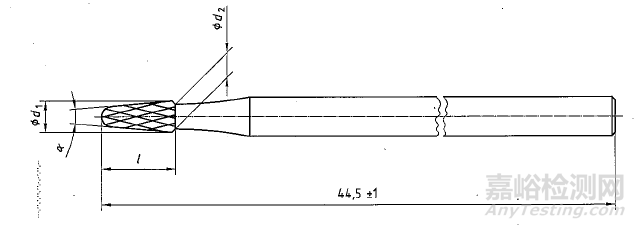
图8
表8 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
a |
|
014 |
1.4 |
1.25 |
4.75 |
10° ~ 14° |
|
016 |
1.6 |
1.50 |
5.0 |
|
|
018 |
1.8 |
1.60 |
5.5 |
|
|
023 |
2.3 |
1.95 |
5.5 |
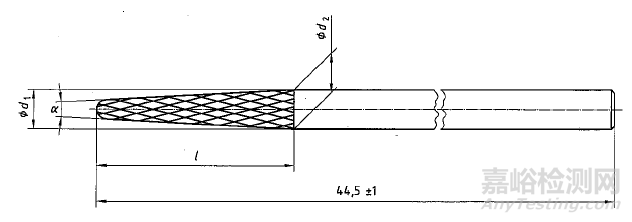
图9
表9 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
a |
|
016 |
1.6 |
1.6 |
9.5 |
6° ~ 10° |
|
023 |
2.3 |
2.35 |
11.5 |
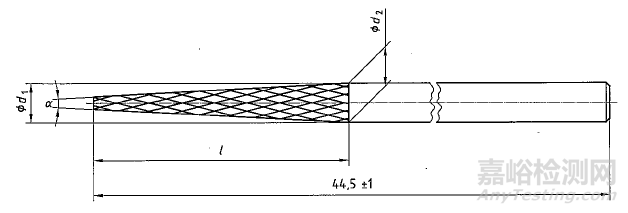
图10
表10 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
a |
|
023 |
2.3 |
2.35 |
15.0 |
6° ~ 10° |
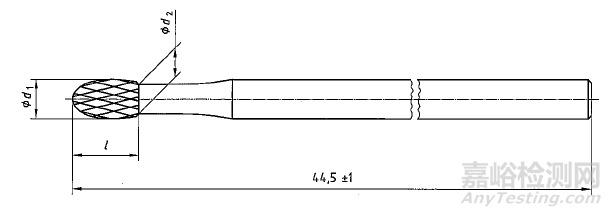
图11
表11 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
014 |
1.4 |
1.0 |
2.9 |
|
023 |
2.3 |
1.7 |
3.8 |
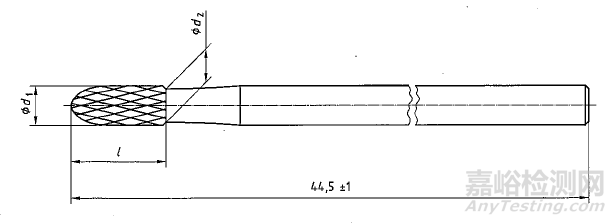
图12
表12 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
012 |
1.2 |
1.15 |
4.5 |
|
023 |
2.3 |
1.85 |
5.5 |
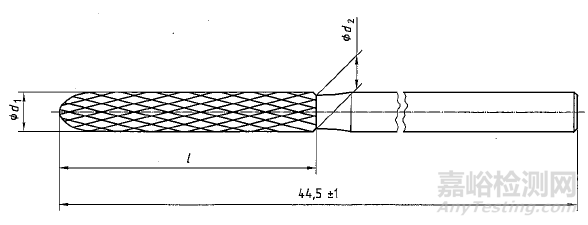
图13
表13 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
016 |
1.6 |
1.6 |
9.5 |
|
023 |
2.3 |
2.35 |
15.0 |
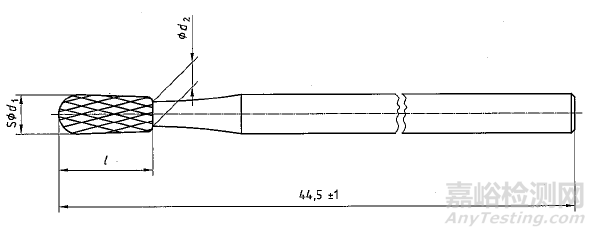
图14
表14 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
023 |
2.3 |
1.45 |
5.5 |
|
029 |
2.9 |
2.00 |
5.5 |
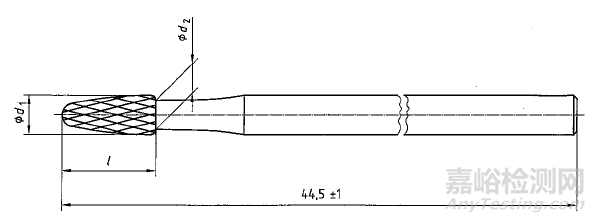
图15
表15 尺寸
|
公称直径代号 (公称规格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
012 |
1.2 |
0.9 |
3.5 |
|
023 |
2.3 |
1.7 |
5.5 |
杆应为YY/T XXXX中的2型。
图1 ~ 图15中所示的刃具齿形仅为示例。齿形的选择由制造商规定。齿形的识别参见第7条及表16。
按5.3进行试验。
总径向跳动值应不大于0.08mm;
按5.4进行试验。
利用投影图或者按YY/T 0874测量相关尺寸,来确定形状。
按YY/T0874测量尺寸。
通过目测确定切削刃数量。
通过目测确定齿形种类。
按YY/T 0874测量径向跳动值。
测量点应是最大直径处,对于圆柱形器械,测量点应是工作部分的中部。
接受质量限(AQL)按GB/T 2828.1应为6.5。
齿形应按照下列任意信息或者其中的任意组合信息进行命名:
a) 表16规定的项(细、粗等);
b) 表16规定的代码(F、M等);
c) 表16规定的颜色;
d) ISO 6360中相关部分规定的代码。
切削刃数量应为表16中所规定的数量。
表16齿形命名与切削刃数量
|
|
||||||||||||||||||||||||
|
齿形命名 |
切削刃数量 |
|||||||||||||||||||||||
|
010a |
012a |
014a |
016a |
018a |
021a |
023a |
025a |
027a |
029a |
031a |
||||||||||||||
|
项 |
代码b |
颜色 |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
|
非常细 |
VF |
黄色 |
|
|
|
|
12~16 |
|
14~16 |
|
16~20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VFX |
|
|
|
|
|
|
8~12 |
14~16 |
8~12 |
16~20 |
12~16 |
|
|
20~24 |
12~18 |
20~24 |
12~18 |
20~24 |
12~18 |
|
|
|
|
|
|
细 |
F |
红色 |
|
|
10~12 |
|
10~12 |
|
12~14 |
|
12~14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
FX |
|
|
|
10~12 |
6~8 |
10~12~27 |
6~8 |
12~14 |
8~12 |
12~14 |
8~12 |
|
|
14~22 |
8~18 |
14~22 |
8~18 |
14~22 |
8~18 |
18~22 |
12~18 |
18~22 |
12~18 |
|
|
中等 |
M |
蓝色 |
6~8 |
|
6~8 |
|
8~10 |
8~10 |
10~12 |
|
|
|
|
|
8~16 |
|
8~16 |
|
8~16 |
|
12~16 |
|
12~16 |
|
|
MX |
|
6~8 |
4~6 |
6~8 |
4~6 |
8~10 |
5~8 |
8~10 |
6~8 |
10~12 |
6~9 |
|
|
10~16 |
6~14 |
10~16 |
6~14 |
10~16 |
6~14 |
12~16 |
8~14 |
12~16 |
8~14 |
|
|
注: 空白处表示目前没有此类技工室用微型硬质合金刃具。 a 公称直径指表1 ~表15中的直径。 b X指带有交叉刃的技工室用微型硬质合金刃具。 c 右/左是指当沿着微型硬质合金刃具的杆观察,工作部分的螺旋齿形。 |
||||||||||||||||||||||||
硬质合金刃具上的标记可包含相关齿形信息。
如果有标记,标记应符合第7章中的规定。
颜色标记应标注在工作部分的后面、配合长度的外侧。
包装标签应至少包含下列信息:
应按照ISO 6360合适部分给出上述信息。
技工室用微型硬质合金刃具的包装形式由制造商决定。

来源:国家药监局


