您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-09-24 08:50
连续纤维增强热塑性复合材料性能优异,作为主承力或次承力结构件具有轻质高强、可设计性、抗疲劳性以及结构功能一体化的特性,在航空航天、轨道交通、汽车等领域具有很大的应用潜力。
而复合材料由原材料转化为结构件的关键工艺步骤就是成型工艺,连续纤维增强热塑性复合材料结构件成型工艺根据原材料的状态可以分为液体成型工艺、热塑性预浸料成型工艺和纤维混杂工艺。
其中,液体成型工艺主要包括热塑性基体树脂传递模塑( T-RTM) 工艺、原位拉挤工艺等;而热塑性预浸料成型工艺则包括热压罐工艺、模压工艺、缠绕工艺等;纤维混杂工艺是制备与增强纤维直径相当的树脂纤维,然后使两种纤维混杂成一种复合纱,最终模压制备成品。
01模压工艺
模压成型是将热塑性预浸料裁剪铺叠后,放入模具中升温加热,待升温至成型温度后,通过压机对预浸料铺层进行加压,固化得到最终满足要求的制品。
对于一些复杂的特征、安装位及加强筋,使用模压成型很难实现,因此市场上出现模压结合注塑的成型工艺,如ENGEL的Organomelt工艺、克劳斯玛菲的FiberForm工艺。
克劳斯玛菲的FiberForm工艺——复合片材和单向板热成型和背面注塑工艺相结合,实现高度的功能集成,可应用于座椅托架和靠背、仪表板支架、车门模块、侧面防撞保护装置、蓄电池支架等部件。2018 年克劳斯玛菲在美国奥兰多塑料展上,首次公开展示了该设备和技术。

图 FiberForm工艺流程,图源克劳斯玛菲
02拉挤工艺
拉挤成型工艺是将浸渍树脂胶液的连续纤维束、带或布等,在牵引力的作用下,通过挤压模具成型、固化,连续不断地生产长度不限的型材。热塑性复合材料拉挤工艺,根据预浸技术可分为非反应拉挤成型和反应拉挤成型两大类。
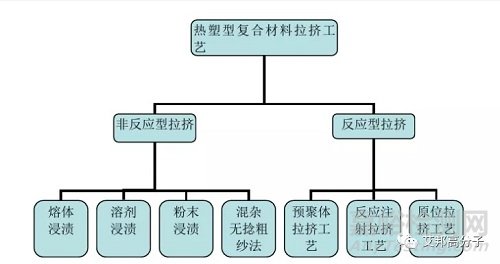
图 两类热塑性复合材料拉挤成型工艺示意图
法国CQFD 公司开发了原位拉挤工艺,即纤维纱或织物在外力牵引下,浸润己内酰胺单体和引发剂后,在定型模具内成型和加热聚合,最终制成产品。该工艺成型的制品的纤维体积分数可以达到70%,纤维方向上拉伸模量可以达到60 GPa( 增强纤维为玻璃纤维) ,具有优良的比强度和比模量。
这一工艺应用于法国CQFD 公司与彼欧公司、现代汽车一同开发的热塑性复合材料防撞梁,其主体成型采用原位拉挤工艺,材质为连续玻璃纤维增强PA6( 商品名为C-SHOCK®) ,随后通过包覆注塑工艺,引入防撞梁的安装点,整个方案相比金属方案减重43%( 3. 7 kg) 。

图 采用原位拉挤工艺的前保险杠防撞梁
03缠绕成型
缠绕成型工艺是先将浸渍树脂的连续纤维预热, 并缠绕到芯模上, 在缠绕的过程中持续加热, 再通过施加压力使预浸料熔接为一体,逐层粘合,冷却后得到相应构件制品。热塑性复合材料的缠绕成型可以采用预浸纤维或者预浸带进行。

图 预浸带缠绕成型
04T-RTM工艺
传递模塑( RTM) 工艺在连续纤维增强热固性复合材料的制备中应用广泛;热固性树脂在未固化前,黏度较低,可以很容易地进入纤维间隙并浸润纤维。而热塑性聚合物由于黏度大,很难实现RTM 工艺。
克劳斯玛菲开创性地使用聚合物单体注入模具,让单体在模具内聚合,实现了热塑性的RTM 工艺——T-RTM工艺。T-RTM工艺的原理是把浸有ε-己内酰胺活性混合物的半成型织物预成型,直接在模具中聚合熟化成尼龙-6。
在2016 K 展上,克劳斯玛菲首次展示了使用 T-RTM 工艺成型的Roding Roadster R1跑车的车顶外壳框架。值得注意的是: 该部件同时使用了玻璃纤维( 白色) 和碳纤维作为增强材料,并在模具中一体装配了金属嵌件。
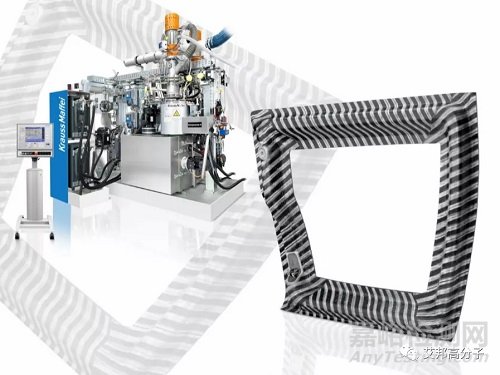
图 Roding Roadster R1跑车的车顶外壳框架 图片来自KraussMaffei官网
05热压罐工艺
热压罐成型是将单层预浸料按预定方向铺叠成的复合材料坯料放在热压罐内,在一定温度和压力下完成固化过程。热压罐是一种能承受和调控一定温度、压力范围的专用压力容器。坯料被铺放在附有脱模剂的模具表面,然后依次用多孔防粘布(膜)、吸胶毡、透气毡覆盖,并密封于真空袋内,再放入热压罐中。
加温固化前先将袋抽真空,除去空气和挥发物,然后按不同树脂的固化制度升温、加压、固化。固化制度的制定与执行是保证热压罐成型制件质量的关键。该种成型工艺适用于制造飞机舱门、整流罩、机载雷达罩,支架、机翼、尾翼等产品。
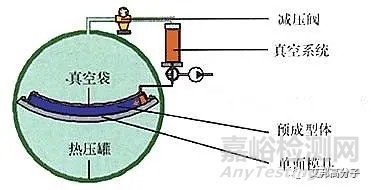
图 热压罐成型工艺示意图
06其他
除了上述工艺外,连续纤维增强热塑性聚合物基高性能复合材料还可以利用复合浸渍-熔融沉积的3D打印工艺实现高性能复杂结构复合材料构件的低成本一体化快速制造。

来源:艾邦高分子


