摘要:为了使汽车零部件涂装供应链稳健及品质得到有效保证,从涂装供应商导入到量产稳定供货的全过程品质管控展开研究,并采取了相应的措施对汽车零部件涂装品质进行过程控制,大大提高了涂装供应商的生产效率,有效提供了装车零部件的稳定供应与品质可靠性。
引言
涂装是提高汽车产品的耐蚀性和延长汽车使用寿命的主要措施之一。当前,汽车零部件的涂装主要有电泳涂装和喷涂两种,而在环保、安全、成本及耐腐蚀性等综合方面占据优势的电泳涂装占比为95%以上。电泳涂装是将被涂物浸泡在带电荷涂料粒子的液体中,被涂物与对极之间通过直接电流,被涂物表面就会吸附沉积涂料粒子的涂装法,分为阳极电泳与阴极电泳两种,当前使用最广泛的为阴极电泳[1]。电泳涂装品质的好坏,前处理工艺至关重要。汽车行业中,当前普遍使用且工艺技术很成熟的前处理为磷化处理,近年来相对环保的硅烷处理与锆化处理等前处理方法也被极少数整车厂或零部件供应商使用,但由于耐腐蚀性、成本、效率、技术成熟度等因素,其应用范围远不及磷化处理广。磷化处理生成的磷化膜具有多孔性,涂料可以渗入到这些空隙中,形成“抛锚效应”,显著提高涂层的附着力;而且磷化膜使金属表面由良导体变为不良导体,从而抑制了金属表面微电池的形成,有效阻碍了涂层的腐蚀,可以成倍提高涂层的耐腐蚀性;再者,磷化处理设备简单、操作容易、成本低、生产效率高[1]。因此,本文针对前处理为磷化处理、阴极电泳的涂装品质管控过程展开了研究。下文所讲述的涂装,均指前处理为磷化处理的阴极电泳涂装。
由于涂装供应商工艺技术能力及品质保证能力存在差异。虽然涂料及涂装工艺技术的发展已很成熟,但不同的涂装供应商,其工艺技术能力、品质管控经验参差不齐,甚至部分涂装供应商完全依赖于涂料厂家提供技术指导,不同供应商责任心与诚信度也存在差异。其次,涉及面广。零部件涂装品质出现问题,一般都是批量性的,一旦装到整车上,涉及面相当广,追溯更换工作难度大、成本高。最后,影响大。涂装品质不过关,整车使用寿命内发生锈蚀,加之环境条件的恶化,会加速其锈蚀速度,不仅影响车辆外观,最重要的是可能会影响整车机能,甚至因锈蚀导致关键零件强度不足,对整车的安全性能带来隐患。因此,作为整车厂,非常有必要对零部件涂装品质进行全过程管控。
1、 汽车零部件涂装品质过程管控体系
公司自成立以来,在品质管理方面高度重视,一直遵循“三不原则”,即不接收、不制造、不流出,且始终秉承“好的品质不是检查出来的,而是制造出来的”理念。由此,基于涂装生产工艺特殊性,提出了汽车零部件涂装品质过程管控的策略,并组建团队对其进行了相关研究与实践,形成了现在公司内适用的汽车零部件涂装品质过程管控体系,涵盖了新涂装线导入认可到量产后的品质稳定性监督管理,再到供应商品质保证能力全面提升等各个方面。
1.1 新涂装线导入认可
1.1.1 涂装品质管控流程的建立
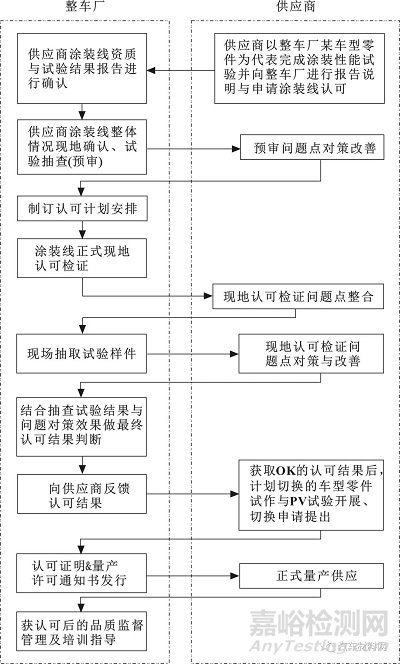
为了使工作的开展流程化与规范化,并确保效率与结果有效性,建立合理的工作流程是首要任务。涂装品质管控流程如图1所示。
图1 涂装品质管控流程
1.1.2 涂装线认可A00要件的建立
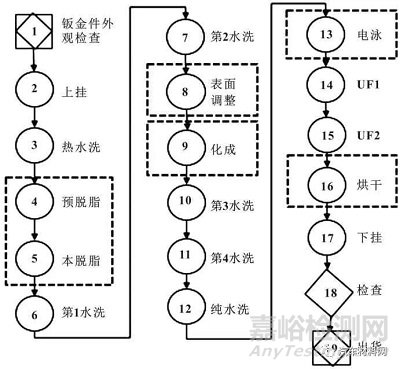
通常,电泳涂装生产主要包含钣金件外观检查、上挂到出货检查等共约19道工序,且含有多道重点关键工序。电泳涂装工艺流程如图2所示,图中虚线框内为重点关键工序。
图2 电泳涂装工艺流程
涂装生产工艺的复杂特征决定了涂装线认可的高难度。首先是涂装线认可业务专业性强,要求认可人员对涂料、涂装原理、质量管理体系、环境职业健康安全管理体系知识有一定的掌握,对生产工艺参数的管控、各工艺参数对涂装性能品质的影响、磷化晶粒的检测与单品性能试验等知识需熟悉并能对各种特殊情况进行可行性判断;其次是涉及范围广,药剂厂、试验室、生产现场的十几个生产工序均需逐一检证确认。因此,为了工作规范化与经验的传承,建立涂装线认可A00要件,使认可工作开展有据可依至关重要。为此,通过多年的学习研究及利用多年推进国产化零部件认可、品质管理、供应商管理及新供应商导入审核积累的经验,识别关键工序及关键工艺参数等,实现了完整的涂装线认可A00要件,涵盖药品/涂料购入/存储、涂装生产、药液/涂装件品质检测、异常处置4个方面近200个认可要点(因公司保密要求,A00要件不便在此展示)。
1.1.3 涂装线现地认可检证
前期工作准备就绪后,正式对供应商涂装线进行现地认可检证,分别从人、机、物、法、环5个因素针对药品/涂料购入/存储、涂装生产、药液/涂装件品质检测、异常处置等4个方面进行详细检证确认。其中需重点确认的有:①药品/涂料的购入来源、周期是否合理,购入后存储/取用条件是否满足药品特性及环境健康要求,使用过程是否严格遵循先入先出原则,是否做好出入库记录等;②生产工序设定是否合理、有无严格按照工序表及作业标准书进行生产,日常生产过程管控是否到位,如定期检查喷淋系统是否有堵塞、槽液参数监控及药剂添加规则与实绩记录情况、炉温监控是否行之有效等;③槽液检测的方法条件是否满足、检测结果是否可靠,完成品抽测频率、样品的选择及抽测项目设定是否合理,试验方法条件是否满足;④生产过程或品质检测发现异常时如何处置,处置流程是否合理,追溯管理是否到位,等等。
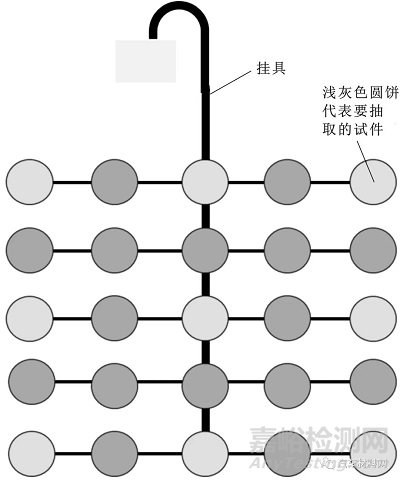
零件品质性能是检验生产工艺参数设定是否合理的最直接手段,故除现场检证确认外,还会抽取关键工序对应参数在标准条件生产的零件与极值条件生产的零件开展相关性能试验,含磷化皮膜品质及涂装后完成品的外观、膜厚、硬度、密着性、耐腐蚀性、耐污染性等项目,为使试验结果具有代表性,试件取样一般采取挂具九宫格取样法,如图3所示。
图3 试验样件九宫格取样法
1.2 涂装线获认可后的监督管理
由于涂装涉及工序多、影响涂装品质因素多,且人为因素影响较大,加之各供应商的硬件条件与人员能力水平参差不齐,零部件涂装品质稳定性保证难度相对较大。为此,整车厂有必要建立合理的监督管理机制,并切实有效地进行品质过程监督。
1.2.1 监督管理机制的建立
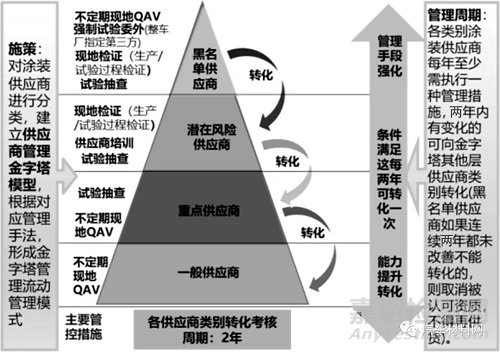
结合涂装供应商的生产工艺技术、品质保证能力及过往品质实绩等,将供应商进行分类,形成金字塔型动态管理模式,并对不同类别供应商采取对应的管理措施,形成标准化管理机制,其管理模型如图4所示。
图4 涂装供应商监督管理模型
1.2.2 监督管理的实施
建立监督管理机制后,针对不同类别供应商及整车厂产品的要求,对获认可后的涂装供应商采取相应的监督管理措施。不定期进行现地品质保证调查(QAV),毫无疑问是监督管理的首选措施,实施行之有效且成本也较低,既可随时把握供应商的生产管理状况,也可及时发现问题点并督促供应商进行整改,还可根据监督情况,提升管理人员自身的能力水平,又可有针对性地对供应商实施培训指导,提升其工艺技术能力与品质保证能力,确保供应产品品质可靠。对于新导入涂装线进行新产品涂装试作时,开展现地检证很有必要,对其涂装生产全过程与试验过程进行确认,并进行试验抽查,可以督促供应商严格管控生产过程与试验过程,提高其供应产品品质可靠性。
2、 涂装供应商品质保证能力与管理意识的提升
通过对多家供应商进行现地调研并确认过往供货品质实绩可以看出,供应商频发品质不良或不良品流出、现地抽查试验不合格、出现检查成绩书或试验报告造假等问题,归根结底是由于供应商自身能力有限、标准化管理落实不到位以及生产成本高等原因造成的。对整车厂进行日常的监督管理,能有效降低不良品流出,但治标不治本,且对应成本较高。为了从根本上解决汽车零部件涂装品质的稳定性及持续供应,非常有必要进行针对性地培养技术人员并提供技术指导,全面提升涂装供应商的工艺技术能力、品质保证能力和品质管理意识,并助其建立健全涂装品质保证体系,不断提升自立化能力,从被动品质保证向主动品质保证转变,最终使自我品质保证成为常态。
2.1 技术能力与品质意识的提升
对于过程复杂、涉及工序多、专业性要求高、自动化程度相对较低的涂装生产工艺,涂装品质的好坏,除了跟硬件设施相关,很大程度取决于相关人员的生产技术、品质管理能力及相关素养,故首先需提升涂装供应商相关人员的技术能力与品质意识[2]。除了供应商内部开展的培训外,建议不定期的由整车厂经验丰富的品质技术人员或涂料厂家的技术人员对涂装供应商的相关专业展开涂料、涂装工艺、涂装相关检测/试验及品质管理方面的专业知识培训,使供应商工艺技术人员了解各药剂浓度、pH、温度、时长、电压值等对涂装品质的影响,逐步提升工艺技术与品质管理人员能力。对于现场品质成员,应具备一定的异常处置与判断能力,并建立KNOW-HOW数据库,逐渐优化生产工艺,提高品质,降低成本。另外,需提高各岗位作业人员的品质意识,严格按作业标准进行操作,岗位能力考核合格者,方可独立作业。
2.2 涂装品质保证体系的确保
建立较为全面、完善的涂装品质保证体系,使涂装生产标准化、规范化,是零部件涂装品质得以保证的根本。首先,对于经验缺乏的涂装供应商,可指导供应商进行工艺参数极值检证以检讨设定合理的工艺参数管控范围。其次,根据药液消耗速度与产能的关系,计算设定合理的槽液抽检频率及加药规则。再者,检讨设定合理的零件品质抽查项目与频率,并规范取样规则与检测方法条件,以指导其日常有代表性的开展前处理的磷化膜品质(磷化膜外观、晶粒尺寸与皮膜质量)与完成件的品质(膜厚、铅笔硬度、密着性、耐腐蚀性等)检测,既能整体把握产品品质情况,又能及时发现不良,并进行对策。上述项目应执行标准化管理,形成完善的涂装品质保证体系,体系中的标准化文件主要包含《工序品质管理表》《涂装设备日常点检表》《作业标准书》《槽液日常检测与药剂添加规范》《涂装性能试验规范》《检查成绩书》《过往不良再发防止管理表》等,并通过不断完善生产工艺与检测手段,在品质保证的前提下提高工作效率、节约成本。最后,由于涂装生产的特殊性,一般出现品质不良都是批量性的,一旦有不良品流入整车厂,影响范围非常广,整车不良追溯需耗费的人力物力成本都极高。因此,需从源头上控制不良品的流出,故供应商的产品出货检查及追溯管理,需进行规范化,以全面提升供应商的涂装品质保证能力。
3、 结论
实践证明,通过以上手段对汽车零部件涂装品质进行过程控制,不仅有效提高了涂装供应商的生产效率与一次性合格率,有效控制了不良品的流出,还大大降低了涂装生产不良对策成本、委外涂装及委外试验成本等。同时降低了整车的零件品质不稳定与断供风险,确保整车无不良流入市场,树立了良好的品牌形象,同时,各供应商的工艺技术能力与试验能力也得到了有效提升。
近年来,电动化与智能化促使汽车行业的发展日新月异,人工智能的迅猛发展及在汽车上的应用,也颠覆了人们对传统汽车的认知,语音控制与自动驾驶将逐步解放驾乘人员的双手,诸多新兴材料与生产技术也应运而生。但不论新技术、新装备如何发展变化,预估很长一段时间内,汽车零部件涂装工艺依旧是汽车上不可缺少的重要工艺,并且整车智能化程度越高,对基础零件的品质要求越高。涂装零部件作为重要构成部件,不仅影响车辆外观,还影响其耐久性能,作为整车厂,一定要引领各供应商,全面倡导安全生产、科学生产理念,要求品质管理人员、生产管理人员及现场作业人员全面树立强烈的品质意识[2],严格遵循“三不原则”,且持续改善,不断提升生产工艺技术和检测技术能力,以全面提升供应商的品质保证能力,共同提高涂装品质,为广大用户提供安全可靠且值得信赖的产品。
参考文献:
[1] 王海庆,李丽,庄光山.涂料与涂装技术[M].北京:化学工业出版社,2012.
[2] 冯丽.汽车零部件涂装管理[J].电镀与涂饰,2010,29(5):68-70.
FENG L.Management of automotive parts coating[J].Electroplating &finishing,2010,29(5):68-70.